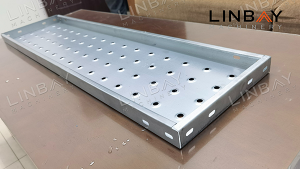
Профіль

Гэты ролікавы станок прызначаны для вырабу дрэнажных рашотак двух розных памераў. Профілі маюць таўшчыню 1,5 мм і выраблены з высакаякаснай ацынкаванай сталі. Гэтыя рашоткі забяспечваюць дрэнаж, супраціў слізгаценню, вытрымліваюць нагрузку і кантралююць пахі, што робіць іх ідэальнымі для душавых кабін і зліваў у падлозе. Машына можа працаваць са хуткасцю да 12 метраў у хвіліну.
Кожная машына можа быць адаптаваная да спецыфікацый і бюджэту кліента. Перад адгрузкай кожная адзінка праходзіць дбайнае тэставанне, каб гарантаваць яе адпаведнасць вытворчым стандартам і стабільную працу на працягу доўгага часу.
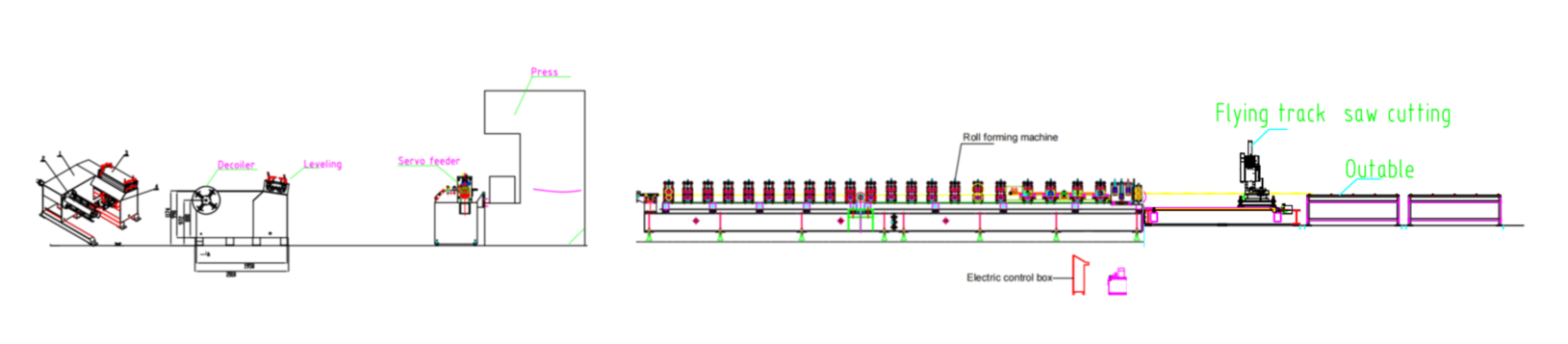
Вытворчая лінія і параметры кожнай дэталі
(Табліца параметраў)
Падрабязнае апісанне кожнай часткі вытворчай лініі
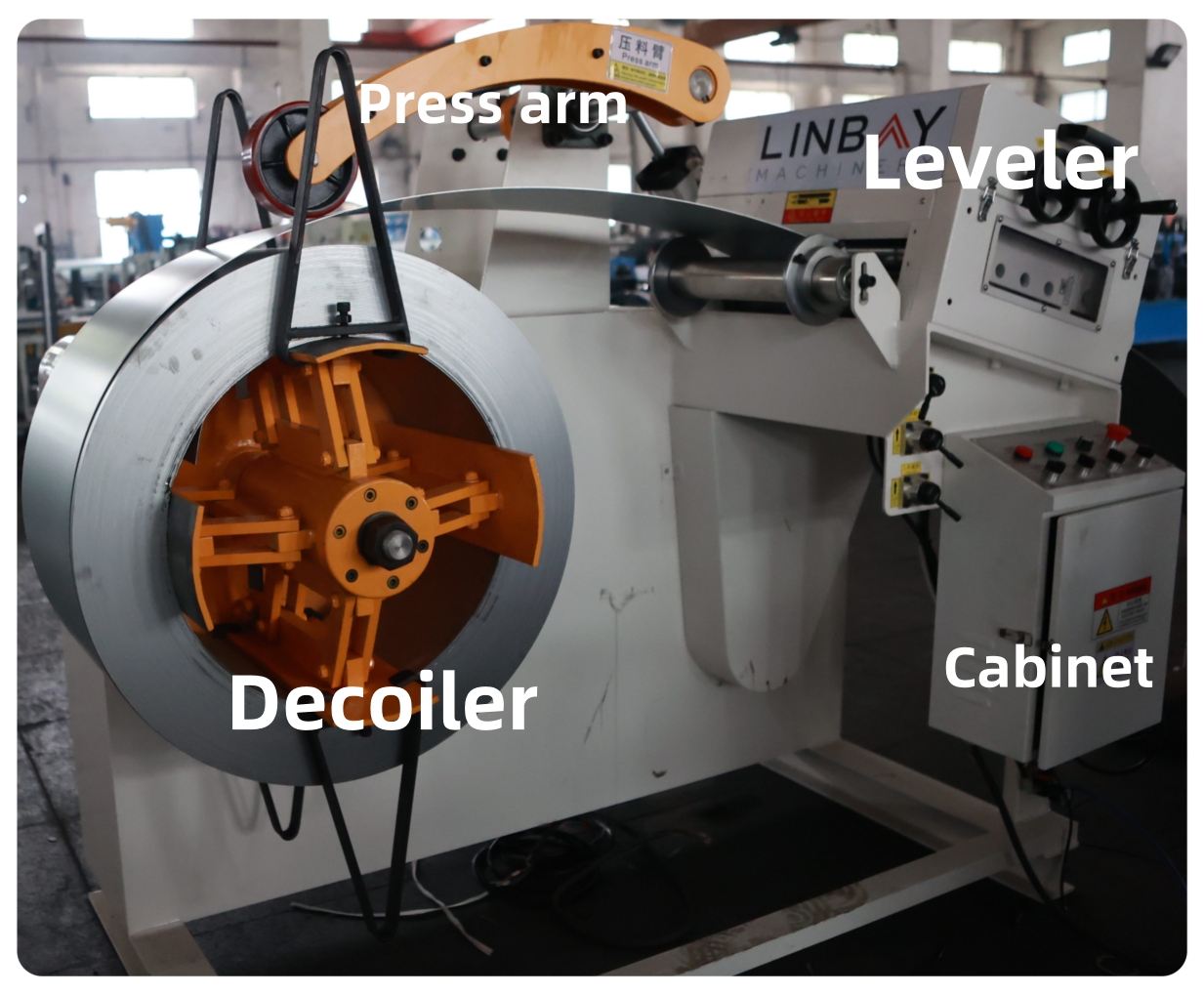
Размотчык:У пачатку вытворчай лініі знаходзіцца ўбудаваны размотчык і выраўноўвальнік. Размотчык абсталяваны прыціскным рычагом, які прадухіляе раптоўнае размотванне сталёвага рулона, што зніжае рызыку траўмаў аператараў. Гэты механізм таксама фіксуе рулон на месцы, забяспечваючы бяспечную працу.
Побач з размотчыкам знаходзіцца выраўноўвальная секцыя, якая складаецца з 7 выраўноўвальных ролікаў і 4 прыціскных ролікаў. Гэты працэс здымае ўнутраныя напружанні ў сталёвым рулоне і стварае больш аднастайную паверхню, рыхтуючы матэрыял да этапу штампоўкі.
Выкарыстанне камбінаванага размотчыка і выраўноўвальніка забяспечвае эфектыўнае выкарыстанне прасторы ў параўнанні з выкарыстаннем іх як асобных машын. Хоць незалежныя блокі патрабуюць ад 3 да 4 метраў прасторы паміж сабой, інтэграваная сістэма скарачае гэтую адлегласць і аптымізуе вытворчую лінію.
Абмежавальнік:Паміж размотчыкам і прабойным прэсам усталяваны датчык мяжы. Ён падключаны да прабойнай машыны і вызначае становішча сталёвай паласы.

Прабіўны прэс:У зоне штампоўкі выкарыстоўваецца прэс магутнасцю 160 тон, здольны выконваць ад 35 да 50 удараў у хвіліну. Гэты прэс хутчэйшы за стандартны гідраўлічны прэс, што павышае агульную эфектыўнасць вытворчай лініі. Для кожнага памеру вырабу патрабуецца свой уласны набор формаў, гэта значыць, што ў агульнай складанасці прадугледжана 2 камплекты. Пры змене памераў вытворчасці неабходна замяніць адпаведныя формы ў прэсе.
Прэс таксама абсталяваны сервапрывадам падачы, які забяспечвае дакладнае пазіцыянаванне падчас прабівання і хуткую падачу матэрыялу. Кіраванне прабівальным прэсам ажыццяўляецца праз асобную электрычную шафу. Да машыны прыкладаецца падрабязнае кіраўніцтва, якое дапаможа кліенту правільна кіраваць машынай.

Абмежавальнік:Паміж прабойным прэсам і ролікавым фарміратарам размешчана рама, абсталяваная датчыкамі абмежавання хуткасці. На раме размешчаны два датчыкі: верхні злучаны з ролікавым фарміратарам і спыняе машыну, калі сталёвая стужка дакранаецца да яе, сігналізуючы аб тым, што яна рухаецца занадта хутка. Ніжні датчык злучаны з прабойным прэсам і спыняе яе працу, калі стужка дакранаецца да яго, што сведчыць аб празмернай хуткасці.
Гэтая сістэма дапамагае рэгуляваць хуткасць розных участкаў вытворчай лініі, забяспечваючы бяспечную працу і абараняючы абсталяванне ад магчымых пашкоджанняў.
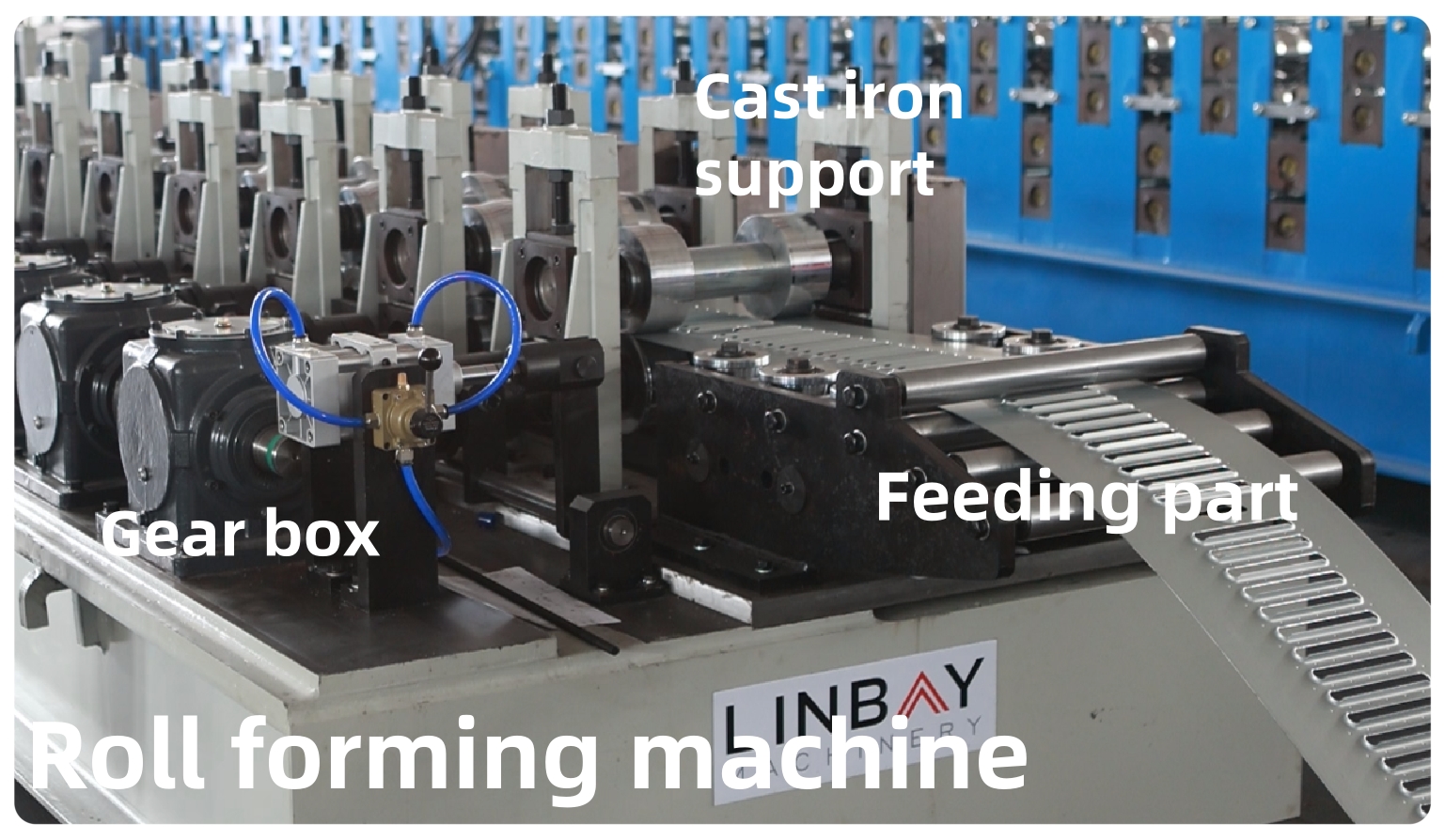

Машына для фармавання рулонаў:Валковы фарміравальнік мае чыгунную апорную раму і перадае магутнасць праз рэдуктары, што забяспечвае вельмі стабільную і даўгавечную канструкцыю. Каб размясціць два розныя памеры, машына пастаўляецца з двума камплектамі ролікаў (касет). Пры змене памераў вытворчасці неабходна замяніць адпаведную касету — працэс, які звычайна займае ад 30 да 60 хвілін, але з вопытам становіцца хутчэйшым.
Акрамя таго, ролікі храмаваныя для павышэння ўстойлівасці да карозіі і падаўжэння тэрміну службы, што забяспечвае надзейную працу з цягам часу.
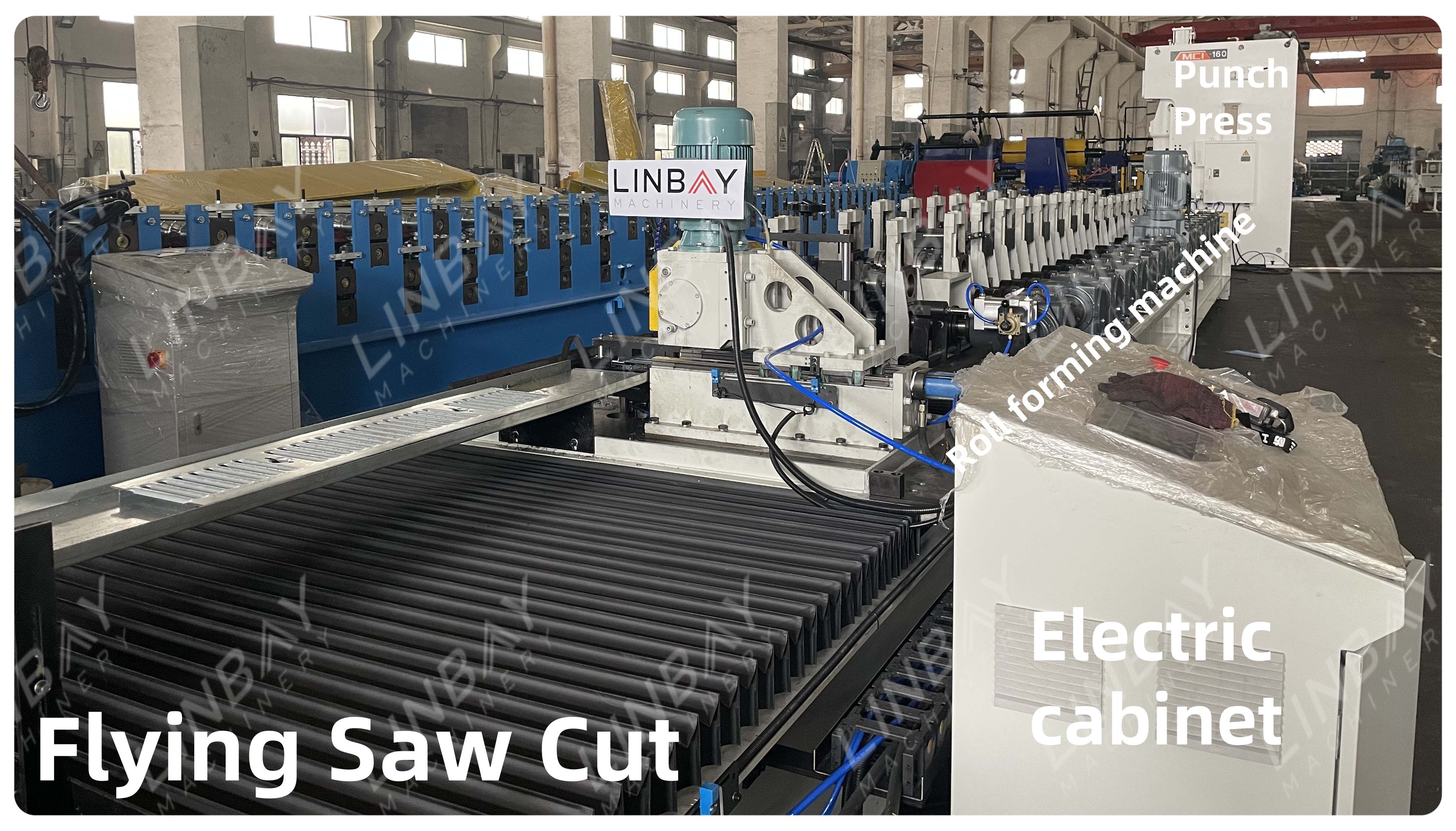
Лятучая піла:У зоне рэзкі выкарыстоўваецца сістэма лятаючай пілы. Падчас рэзкі падаецца астуджальная вадкасць, каб астудзіць лязо і паменшыць рассейванне металічнай стружкі. Лятаючая рэзка дазваляе вальцавальнаму станку працягваць працаваць падчас рэзкі профілю, павышаючы агульную эфектыўнасць вытворчасці.
Серварухавік кіруе рухам рэжучай секцыі, каб забяспечыць дакладнае адсочванне. Перад рэзкай профіль праходзіць праз выпрамляльнік, каб гарантаваць прамалінейнасць. Атрыманыя нарэзаныя дэталі чыстыя і без задзірын, гатовыя да неадкладнага выкарыстання.

Каробка запасных частак / Відэа па ўсталёўцы / Кіраўніцтва:Мы прапануем нашым кліентам поўны камплект запасных частак, які ахоплівае ўсе крытычна важныя кампаненты, каб дазволіць хуткую замену ў выпадку пашкоджання якой-небудзь часткі машыны. Каб пераканацца ў правільнай наладзе вытворчай лініі пасля дастаўкі, мы ўключаем пакрокавае відэа па ўсталёўцы. Акрамя таго, прадастаўляецца падрабязнае кіраўніцтва карыстальніка на англійскай і іншых мовах (пры неабходнасці), якое дае аператарам усю неабходную інфармацыю для эфектыўнай і бяспечнай працы машыны.
Наша кампанія мае завод у Кітаі, а таксама офіс і выставачную залу ў Мексіцы. Наша каманда інжынераў, якія свабодна валодаюць англійскай і іспанскай мовамі, прапануе прафесійную пасляпродажную падтрымку, вырашаючы распаўсюджаную праблему абмежаванага абслугоўвання пры куплі абсталявання непасрэдна з Кітая.
Сапраўдная машына для кейсаў
| Машына для фармавання дрэнажных рашотак | |||
| Не. | Частка | Спецыфікацыя | Дадаткова |
| 1 | Сыравіна | Тып: ацынкаваная сталь | |
| Таўшчыня (мм): 1,5 мм | |||
| Мяжа цякучасці: 250 - 550 МПа | |||
| 2 | Хуткасць (м/мін) | 0-12 м/мін | Рэгуляваны |
| 3 | Фарміравальная станцыя | 18 | Залежыць ад профілю |
| 4 | Размотчык | Гідраўлічны размотчык і выраўноўвальнік | |
| 5 | Фармавальны рухавік | Кітайска-нямецкая | Сіменс |
| 6 | ПЛК | Панасонік | Сіменс |
| 7 | Інвертар | Яськава | |
| 8 | Сістэма перадачы | Каробка перадач | |
| 9 | Матэрыял роліка | ГХр15 | |
| 10 | Структура | чыгунная апора | |
| 11 | Спосаб змены памераў профілю | Ручная змена касеты | |
| 12 | Прабіўны прэс | 160 тон, 35-50 разоў/мін | Гідраўлічная станцыя |
| 13 | Колькасць цвілі | 2 | |
| 14 | Выразаць | Лятучая піла | |
| 15 | Энергія | 380 В 50 Гц 3 фазы | Або па запыце |
| 16 | Колер | Белы | Або па запыце |
1. Размотчык

2. Кармленне

3. Штампоўка

4. Станды для прафілявання

5. Сістэма кіравання

6. Сістэма рэзкі

Іншыя

Аўт-стол