Prófíll

Rúllandi gluggatjöld eru mikilvægur þáttur í rúllandi gluggatjöldum, með mismunandi hönnunarprófílum sem eru vinsæl á ýmsum svæðisbundnum mörkuðum. Kaldvalsunarvélar eru algeng og skilvirk valkostur til að framleiða þessar plötur.
Teymið hjá Linbay getur boðið upp á viðeigandi framleiðslulausnir byggðar á reynslu okkar, framleiðslukröfum fyrir hvert snið og gatunarþörfum.
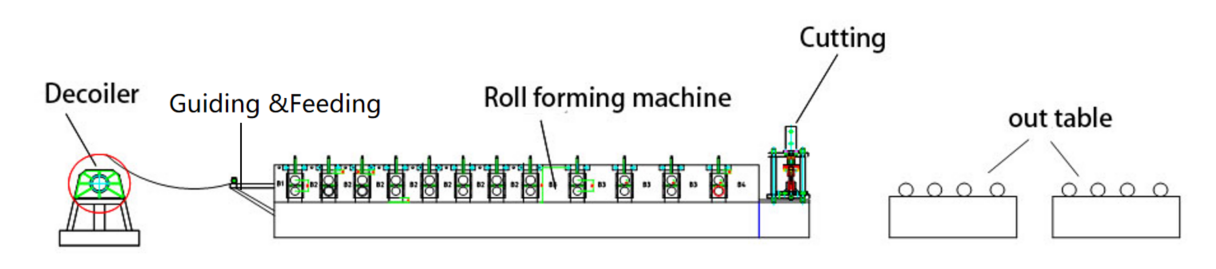
Raunverulegt tilfelli - Flæðirit
Vökvakerfisafrúllari - Leiðsögn - Rúlluformunarvél - Vökvakerfisskurðarvél - Útborð
Raunverulegt tilfelli - Helstu tæknilegar breytur
1. Línuhraði: 0-12m/mín, stillanleg
2. Hentar efni: Galvaniseruðu stáli
3. Efnisþykkt: 0,6-0,8 mm
4. Rúllaformunarvél: Steypujárnsbygging
5. Aksturskerfi: Keðjuaksturskerfi
6. Skurðarkerfi: Vökvaafl. Stöðva þarf til að skera, rúlluformari þarf að stöðva þegar skorið er.
7. PLC skápur: Siemens kerfi.
Raunveruleg málvéla
1. Handvirk afrúllari * 1
2. Rúlluformunarvél * 1
3. Vökvaskurðarvél * 1 (Hver rúllandi lokaraprófíll þarfnast 1 sérstakt skurðarblað)
4. Útiborð * 2
5. PLC stjórnskápur * 1
6. Vökvastöð * 1
7. Varahlutakassi (ókeypis) * 1
Lýsing á raunverulegu tilfelli
Afrúllari

● Rúllugluggalamellur:Vegna minni þykktar og breiddar þeirra,handvirk og vélknúinAfrúllunarvélar eru nægilegar til að uppfylla kröfur um afrúllun.
● Handvirk útgáfa:Knúið vélknúnu, treystir á kraft mótunarvalsanna til að draga stálrúlluna áfram. Það hefur lága afrúllunargetu og aðeins minna öryggi. Útvíkkun á dorninum er gerð handvirkt. Það er hagkvæmt en hentar ekki fyrir stórfellda samfellda framleiðslu.
●Mótor útgáfa:Knúið af mótor eykur það afrúllunarhagkvæmni og dregur úr þörfinni fyrir handvirka íhlutun, sem sparar vinnuaflskostnað.
Valfrjáls afrúllunartegund: Tvöfaldur höfuð afrúllunarvél
● Fjölhæfar breiddar:Tvöfaldur afrúllunarvél getur geymt stálspólur af mismunandi breidd, hentugur fyrir tvíraða myndunarvélar.
● Stöðug notkun:Á meðan annað höfuðið er að afrúlla, getur hitt verið að hlaða og undirbúa nýja spólu. Þegar ein spóla er notuð upp getur afrúllunarvélin snúist um 180 gráður til að...
Leiðsögn
● Aðalhlutverk:Til að samræma stálspóluna við miðlínu vélarinnar og koma í veg fyrir rangstillingu sem getur valdið snúningi, beygju, skurði og víddarvandamálum í fullunninni vöru.
● Leiðbeiningarbúnaður:Margfeldi leiðarbúnaður við fóðurinntakið og innan rúllumyndunarvélarinnar auka leiðaráhrifin.
● Viðhald:Stillið reglulega fjarlægð leiðarbúnaðarins, sérstaklega eftir flutning og við langtímanotkun.
● Fyrirfram sending:Teymið hjá Linbay mælir og skráir leiðarbreiddina í notendahandbókina til kvörðunar fyrir viðskiptavini við móttöku.
Rúlluformunarvél
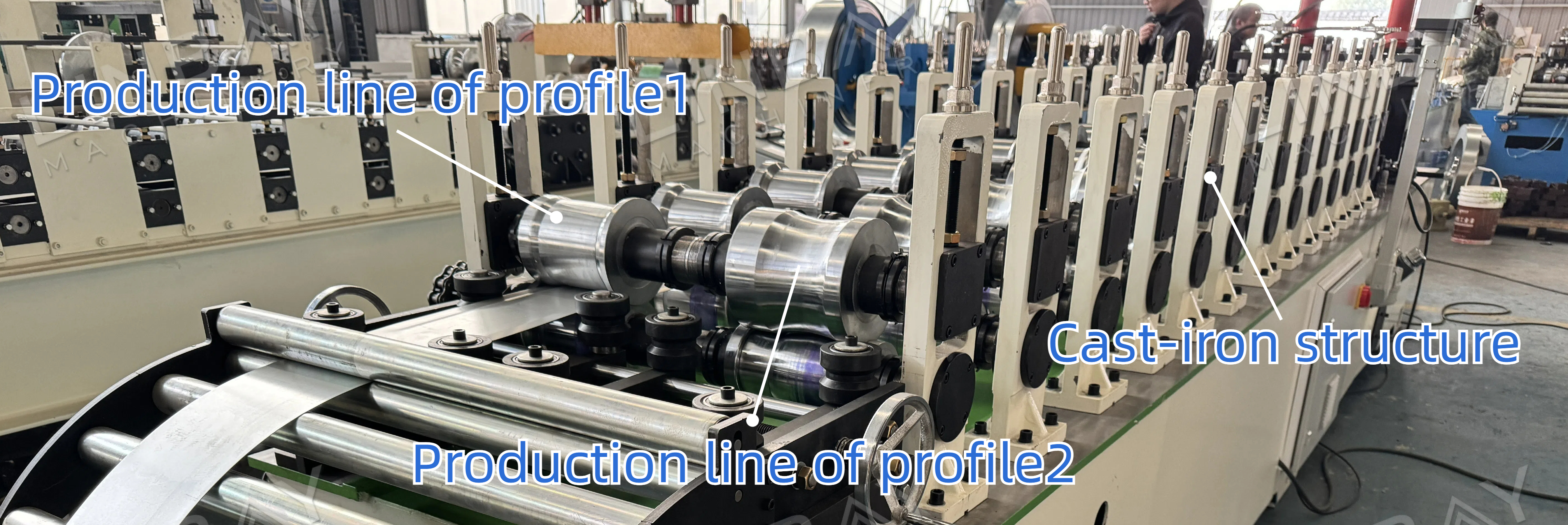
● Fjölhæf form:Tvöföld röð uppbyggingin getur meðhöndlað rúllandi lokaralameller af tveimur mismunandi gerðum, sem dregur úr kostnaði við vélar og pláss fyrir viðskiptavini.
●Athugið:Framleiðslulínurnar tvær geta ekki verið í gangi samtímis. Ef framleiðslukröfur beggja sniða eru miklar er mælt með því að nota tvær aðskildar framleiðslulínur.
●Uppbygging:Er með steypujárnsstandi og keðjudrifkerfi.
●Keðjuhlíf:Keðjurnar eru verndaðar með málmneti, sem tryggir öryggi starfsmanna og kemur í veg fyrir að rusl skemmi keðjurnar.
●Rúllur:Krómhúðað og hitameðhöndlað til að verjast ryði og tæringu, sem lengir líftíma þeirra.
●Aðalmótor:Staðlað 380V, 50Hz, 3 fasa, með sérsniðnum spennum í boði.
Vökvaskurðarvél 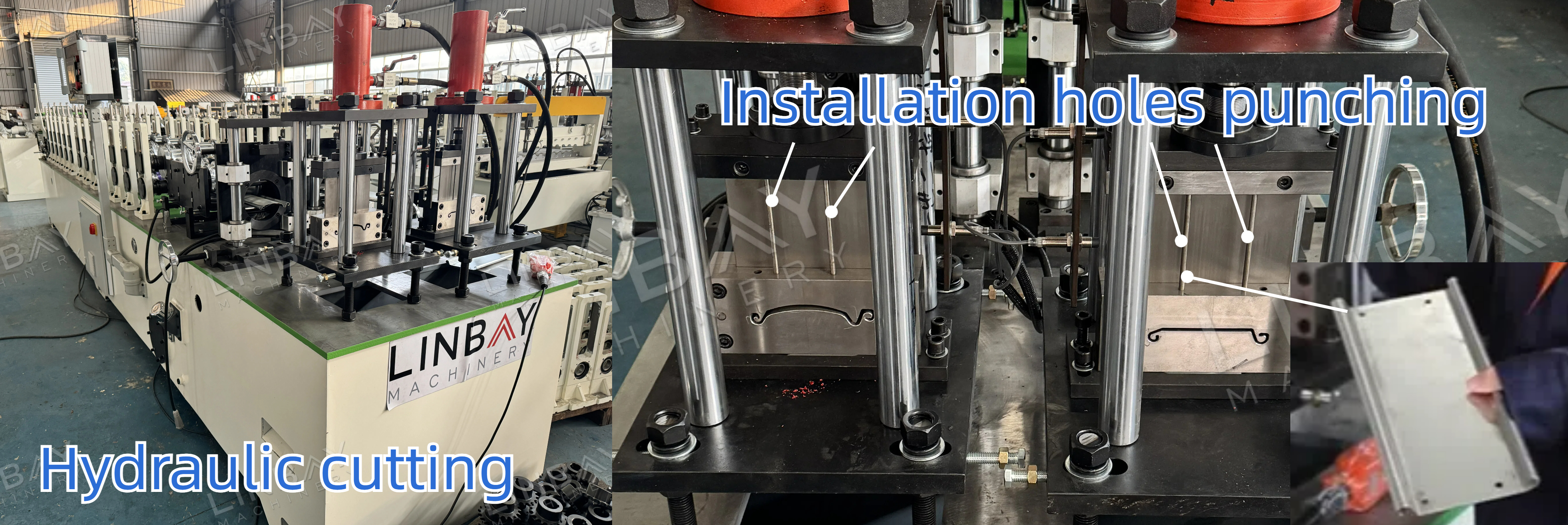
●Nákvæmlega smíðuð blöð:Hannað til að passa við forskriftir rúllandi lokara, sem tryggir sléttar, aflögunarlausar og rispulausar skurðbrúnir.
●Mikil nákvæmni í skurðarlengd:Þolmörk innan ±1 mm, náð með því að nota kóðara til að mæla framlengingu stálrúllunnar, breyta henni í rafboð og senda þessi gögn aftur til PLC-skápsins. Starfsmenn geta stillt skurðarlengd, framleiðslumagn og hraða á PLC-skjánum.
Valfrjálst tæki: Gatunarbúnaður fyrir uppsetningu
●Endagöt:Hvorum enda á rúllulokuplötunum eru tvö göt sem passa við festingarnar. Þessi göt er einnig hægt að búa til á mótunarlínunni, sem dregur úr tíma og kostnaði við handvirka borun.
●Gatna og klippa:Tvær kýlar eru staðsettar fyrir framan og aftan við skurðarblöðin, sem deila einni vökvastöð til að gera kleift að skera og kýla samtímis.
●Sérsniðin gata:Hægt er að aðlaga stærð holunnar og fjarlægð hennar frá brúninni.
Valfrjálst tæki: Sjálfstæð vökvakýlisvél

●Hentar fyrir samfellda eða þétta gata:Tilvalið fyrir hátíðni gataþarfir.
●Skilvirk framleiðslusamhæfing:Þegar eftirspurn eftir stansuðum rúllugluggum er minni en eftir óstansuðum, getur það aukið heildarhagkvæmni að aðskilja stansunar- og mótunarferlið í tvær sjálfstæðar framleiðslulínur.
●Sérsniðnar gataform:Ef viðskiptavinurinn hefur nýjar gerðir af gatamótum eftir móttöku getum við sérsniðið nýju mótin innan breiddarbils upprunalegu vökvaknúinna gatavélarinnar.
Prófanir

● Verkfræðingar okkar munu kvarða hvert stig tvíraða vélarinnar fyrir sendingu til að tryggja að framleiðsla geti hafist tafarlaust við móttöku.
● Framleiddar rúllulokur verða bornar saman við teikningar í hlutföllunum 1:1.
● Við munum einnig skera um það bil 2 metra af prófíl og setja saman 3-4 stykki til að prófa hvort gluggalokurnar passi þétt án þess að losna og rúlla upp með viðeigandi bili.
1. Afrúllari

2. Fóðrun

3. Gata

4. Rúlluformunarstandar

5. Aksturskerfi

6. Skurðarkerfi

Aðrir

Út borð



1-300x168.jpg)