








Profil

Dës Stolbalkenmauerprodukter ginn a verschiddenen Uwendungen benotzt, wéi zum Beispill Tragwänn, Gardinenwänn, Buedembalken an Daachträger.
Bolzen, Schinnen, Omegaen an aner dënn Profiler ginn typescherweis duerch Kaltwalzformungslinne produzéiert. D'Profildimensiounen an d'Stanzmuster kënnen personaliséiert ginn.
Wierkleche Fall - Flowdiagramm
Decoiler--Guiding--Walzformer--Fléiende hydraulesche Stempel--Fléiende hydraulesche Ausschneidendësch
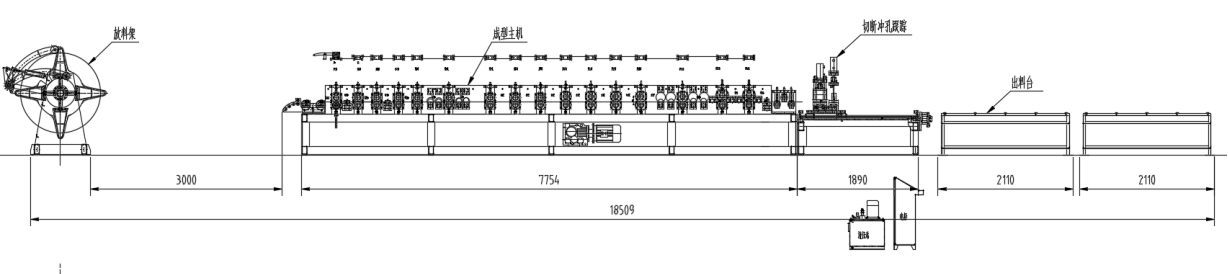
Real Fall - Haapttechnesch Parameteren
1. Linngeschwindegkeet: 0-15m/min mat Perforatioun, justierbar
2. Formgeschwindegkeet: 0-40m/min
3. Geeignet Material: Galvaniséierte Stol
4. Materialdicke: 0,4-0,8 mm
5. Rollformmaschinn: Wandpaneelstruktur
6. Undriffssystem: Kettenundriffssystem
7. Stanz- a Schnëttsystem: Hydraulesch Kraaft. Fléiend Aart, Rollformmaschinn hält net op beim Schnëtt.
8. PLC-Schrank: Siemens-System. Portablen Typ.
Echt Fallmaschinnen
1. Decoiler*1
2. Rollformmaschinn * 1
3. Fléiend hydraulesch Stanzmaschinn * 1
4. Fléiend Schneidmaschinn * 1
5. Auswäertsdësch * 2
6. PLC-Steierschrank * 1
7. Hydraulesch Statioun * 1
8. Ersatzdeelerkëscht (gratis) * 1
Behältergréisst: 1x20GP
Beschreiwung vum richtege Fall
Manuell Decoiler
●Wéinst der Dënnheet vun de Bolzenprofiler vun 0,4-0,8 mm kann eng manuell Decoiler d'Ufuerderunge vum Entcoilen erfëllen.
●Ineffizient: Allerdéngs feelt et un eegener Kraaft a vertraut op d'Rollformmaschinn fir d'Stolspiral ze zéien.
●Manuell Hëllef erfuerderlech: D'Spannung vum Dorn gëtt och manuell gemaach, wat zu enger méi niddreger Effizienz féiert an nëmmen déi grondleeënd Ufuerderunge vum Ofwikkelen erfëllt.

Optional Decoiler Typ: Motoriséiert Decoiler
● Mat engem Motor ugedriwwen, erhéicht et d'Ausrullungseffizienz a reduzéiert de Besoin fir manuell Interventioun a reduzéiert d'Aarbechtskäschten.
Optional Decoiler: Hydraulesch Decoiler
● Stabilen a robuste Kader:Gëtt fir d'Beluede vu Stolrollen benotzt. Den hydraulesch ugedriwwenen Decoiler garantéiert e méi effizienten a sécheren Zouführungsprozess an d'Produktiounslinn.
● Kär-Expansiounsvorrichtung:Hydraulesch ugedriwwen Dorn oder Aschlag dehnt sech aus a kontrakéiert sech fir Stahlrollen mat engem bannenzegen Duerchmiesser vu 490-510 mm ze passen(oder personaliséiert), a befestegt d'Spullen fir eng reibungslos Ausrollung.
● Drécken-Aarm:Déi hydraulesch Press-Den Aarm hält d'Spule op der Plaz, wouduerch eng plötzlech Entloossung vun interner Spannung verhënnert gëtt, déi d'Aarbechter schuede kéint.
● Spulenhalterung:Fest mat Schrauwen a Mutteren un de Dornblieder befestegt, verhënnert et datt d'Spiral vun der Well rutscht. Et kann einfach installéiert a demontéiert ginn.
● Kontrollsystem:Ausgestatt mat enger PLC an engem Kontrollpanel, mat engem Noutstoppknäppchen fir erhéicht Sécherheet.
Guidéieren
● Haaptfunktioun:Fir d'Stolspiral laanscht d'Mëttlinn vun der Maschinn ze leeden, fir eng Fehlausriichtung ze vermeiden, déi Verdréiungen, Biegen, Graten a Dimensiounsproblemer am fäerdege Produkt verursaache kann.
● Féierungsapparater:Um Agank an an der Rollformmaschinn sinn e puer Féierungsrollen placéiert, fir de Féierungseffekt ze verbesseren.
● Ënnerhalt:Kalibréiert reegelméisseg d'Distanz vun de Führungsgeräter, besonnesch nom Transport a bei laangfristeger Benotzung.
● Virliwwerung:Mir, d'Linbay-Team, moossen an notéieren d'Breet vun der Guidéierung am Benotzerhandbuch fir d'Kalibrierung vum Client nom Empfang.
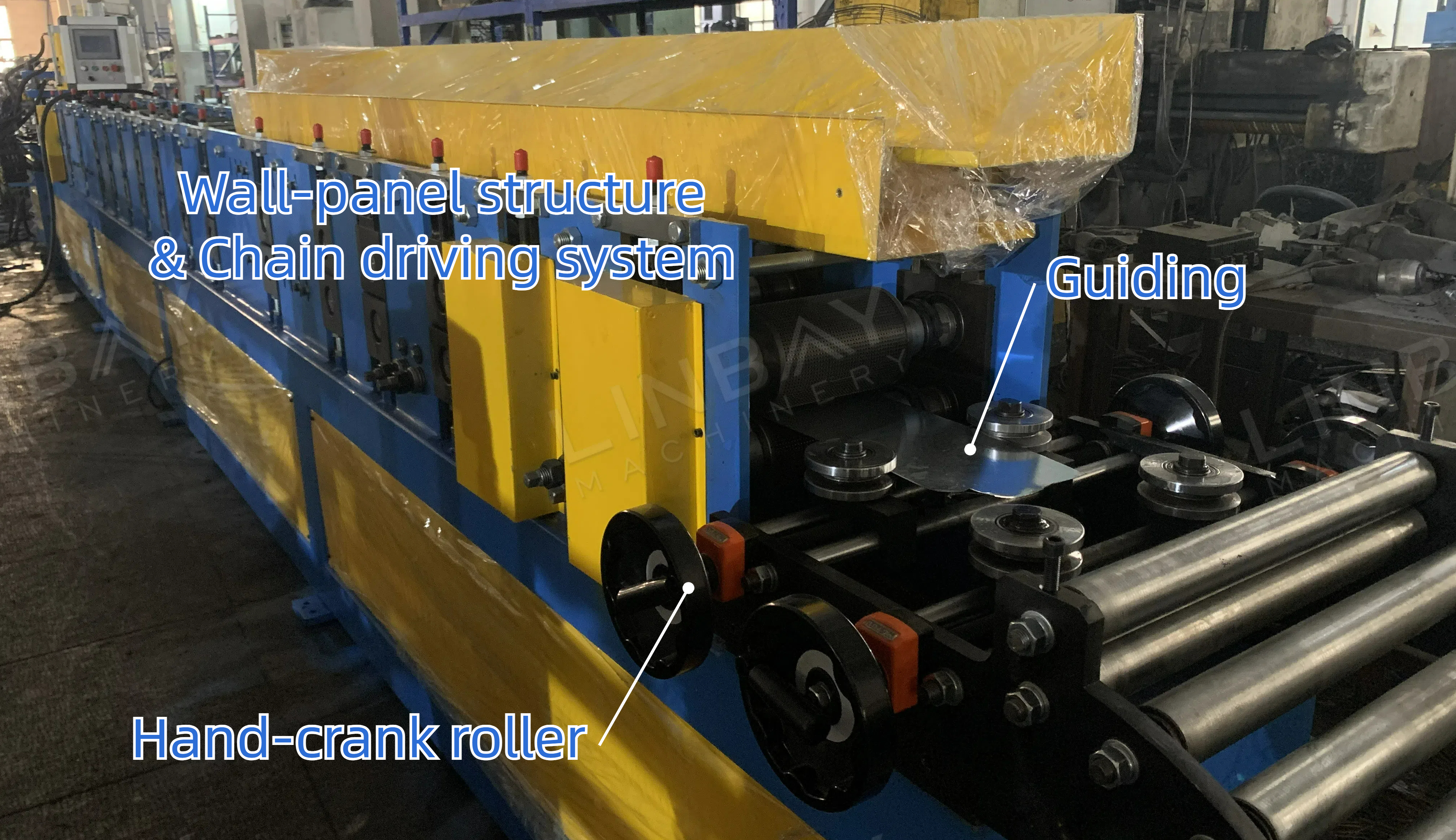
● D'Féierungsbreet kann mat der Handkurbelroll fein agestallt ginn.
RollformMaschinn
● Verschidde Dimensiounen sinn verfügbar: Dës Produktiounslinn kann d'Formpunkten op de Rollen manuell upassen, fir dräi verschidde Gréissten u Bolzen ze produzéieren. Mir bidden Handbücher, Inbetriebnahmvideoen, Videouriff a Berodung virun Ort vun Ingenieuren, fir de Mataarbechter vun de Clienten ze hëllefen, ze léieren, wéi een d'Rollen wiesselt.
Klickt op d'Bild hei ënnendrënner fir ze kucken, wéi Dir de Rollraum ännere kënnt:

● Asymmetrescht Profil:Am Géigesaz zu konventionelle Balkeprofiler huet dëse Montante construcción en seco Profil zwou asymmetresch héich Kanten, déi eng méi präzis Gestaltung vun de Formmaschinnrollen erfuerderen.
● Wirtschaftlech a passend Konfiguratioun:Mat enger Wandpaneelstruktur an engem Kettenundriffssystem, wat zimlech gëeegent ass wann d'Stolspiral 0,4-0,8 mm déck ass.
● Prägewalzen:D'Stolspiral leeft duerch e Set Prägrollen, wouduerch Punktmuster op der Profiluewerfläch prägt ginn, fir d'Reibung ze erhéijen an d'Zementhaftung ze verbesseren.
● Kettenofdeckung:D'Ketten sinn vun enger Metallkëscht ofgedeckt, wat d'Sécherheet vun den Aarbechter garantéiert an d'Ketten viru Schied duerch Loftpartikelen schützt.
● Rollen:Verchromt an hëtzebehandelt fir Rost- a Korrosiounsbeständegkeet, wat hir Liewensdauer verlängert.
● Haaptmotor:Standard 380V, 50Hz, 3Ph, mat personaliséierbarer Optioun.
Fléiende hydraulesche Stempel & Fléiende hydraulesche Schnëtt

● Méi héich Effizienz:D'Stanz- a Schneidmaschinne benotzen eng eenzeg Basis, sou datt se mat der selwechter Geschwindegkeet wéi d'Formmaschinn viru kënne beweegen. Dëst hält d'Stanz- a Schneidberäicher relativ stationär, wat de kontinuéierleche Betrib vun der Formmaschinn erméiglecht an letztendlich d'Gesamtproduktiounseffizienz verbessert.
● Design mat zwou Statiounen:D'Stanzen an d'Schneiden ginn an zwou separaten hydraulesche Statiounen duerchgefouert, wat eng méi grouss Flexibilitéit bitt. D'Stanzforme kënnen no de Zeechnunge vum Client personaliséiert ginn.
● Héich Schnëttlängtgenauegkeet:Toleranz bannent ±1 mm, erreecht mat engem Encoder fir d'Virbeugungslängt vun der Stahlroll ze moossen, se an elektresch Signaler ëmzewandelen an dës Donnéeën zréck an de PLC-Schrank ze schécken. D'Mataarbechter kënnen d'Schnëttlängt, d'Produktiounsquantitéit an d'Geschwindegkeet um PLC-Bildschierm astellen.
Optional käschtegënschteg Léisung: Stop-Punching a Stop-Cutting
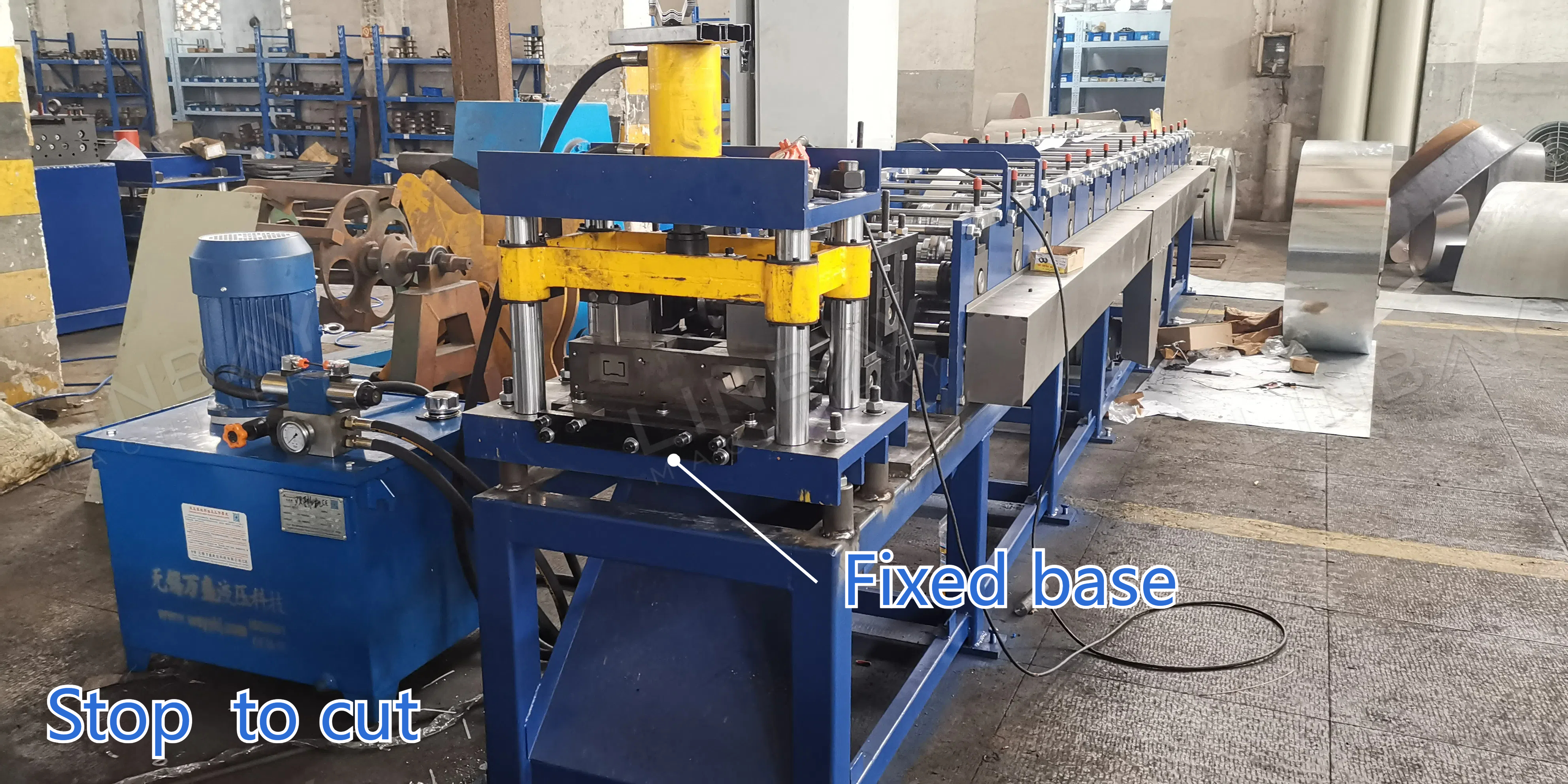
Firmanner Produktiounsufuerderungen a limitéiert Budgets, Stop-Punching a Stop-Cutting Konfiguratioune kënne benotzt ginn. Wärend dem Stanzen a Schnëtt muss d'Formmaschinn pauséieren fir dës Prozesser z'ënnerstëtzen. Wärend dëst zu enger méi niddreger Effizienz féiert, bleift d'Qualitéit vum Stanzen a Schnëtt héich.
1. Decoiler

2. Fütterung

3. Stanzen

4. Rollformstänner

5. Fuersystem

6. Schneidsystem

Anerer

Dësch eraus






