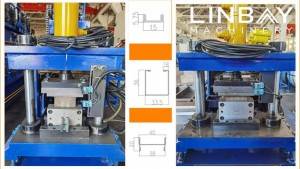
Профіль

Ламелі рулонных варот з'яўляюцца найважнейшым кампанентам рулонных варот, прычым розныя канструктыўныя профілі аддаюць перавагу на розных рэгіянальных рынках. Лініі халоднага пракату з'яўляюцца распаўсюджаным і эфектыўным выбарам для вытворчасці гэтых ламеляў.
Каманда Linbay можа прапанаваць адпаведныя вытворчыя рашэнні, грунтуючыся на нашым вопыце, патрабаваннях да вытворчасці кожнага профілю і патрэбах у штампоўцы.
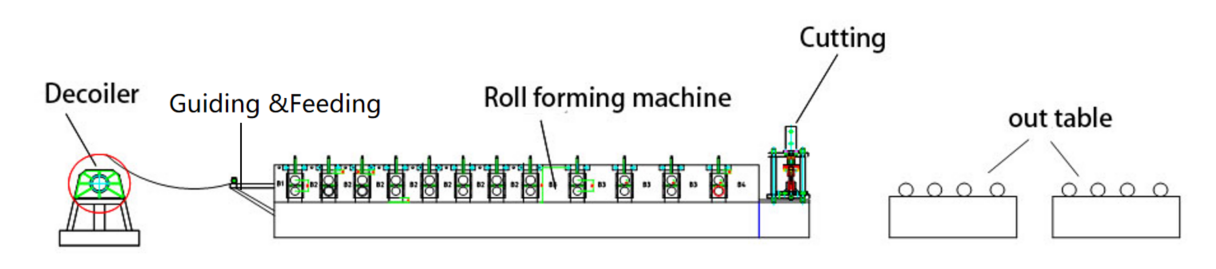
Рэальная справа - Блок-схема
Гідраўлічны размотчык -- Напраўляльны -- Прафілявальна-прафілявальная машына -- Гідраўлічны рэжучы станок -- Выязны стол
Рэальны выпадак - асноўныя тэхнічныя параметры
1. Хуткасць лініі: 0-12 м/мін, рэгуляваная
2. Падыходны матэрыял: ацынкаваная сталь
3. Таўшчыня матэрыялу: 0,6-0,8 мм
4. Машына для фармавання ролікаў: чыгунная канструкцыя
5. Сістэма кіравання: сістэма ланцуговага кіравання
6. Сістэма рэзкі: гідраўлічная. Спыніцеся для рэзкі, вальцовы фармавальнік павінен спыняцца падчас рэзкі.
7. Шафа ПЛК: сістэма Siemens.
Сапраўдная машына для кейсаў
1. Ручны размотчык*1
2. Машына для фармавання ролікаў*1
3. Гідраўлічная рэжучая машына*1 (для кожнага профілю ламелі рулоннай аканіцы патрабуецца 1 асобнае рэжучае лязо)
4. Выхадны стол*2
5. Шафа кіравання ПЛК*1
6. Гідраўлічная станцыя*1
7. Каробка запасных частак (бясплатна) * 1
Апісанне рэальнага выпадку
Размотчык

● Ламелі ролет:З-за іх меншай таўшчыні і шырыні,ручныя і матарызаваныяразмотчыкаў дастаткова для задавальнення патрабаванняў да размотвання.
● Ручная версія:Без прывада, абапіраецца на сілу фармовачных ролікаў, якія цягнуць сталёвы рулон наперад. Мае нізкую эфектыўнасць размотвання і крыху меншую бяспеку. Пашырэнне апраўкі ажыццяўляецца ўручную. Гэта эканамічна эфектыўна, але не падыходзіць для бесперапыннай вытворчасці ў вялікіх маштабах.
●Рухавік версія:Прывадны рухавік павышае эфектыўнасць размотвання і памяншае неабходнасць ручнога ўмяшання, што дазваляе зэканоміць выдаткі на працоўную сілу.
Дадатковы тып размотчыка: двухгалоўны размотчык
● Універсальная шырыня:Двухгалоўны размотчык можа захоўваць сталёвыя рулоны рознай шырыні, што падыходзіць для двухрадных фармовачных машын.
● Бесперапынная праца:Пакуль адна галоўка размотвае рулон, другая можа загружаць і рыхтаваць новы рулон. Калі адзін рулон выкарыстаны, размотчык можа павярнуцца на 180 градусаў, каб
Кіраўніцтва
● Асноўная функцыя:Для выраўноўвання сталёвай стужкі з цэнтральнай лініяй машыны, прадухілення няправільнага сумяшчэння, якое можа выклікаць скручванне, выгіб, задзірыны і праблемы з памерамі гатовага вырабу.
● Накіроўвальныя прылады:Некалькі накіроўвальных прылад на ўваходзе падачы і ўнутры ролікавага фармавальнага станка ўзмацняюць эфект накіравання.
● Тэхнічнае абслугоўванне:Рэгулярна калібруйце адлегласць накіроўвалых прылад, асабліва пасля транспарціроўкі і падчас працяглага выкарыстання.
● Перад адгрузкай:Каманда Linbay вымярае і запісвае шырыню накіроўвалай у кіраўніцтве карыстальніка для каліброўкі кліентам пасля атрымання.
Машына для фармавання ролікаў
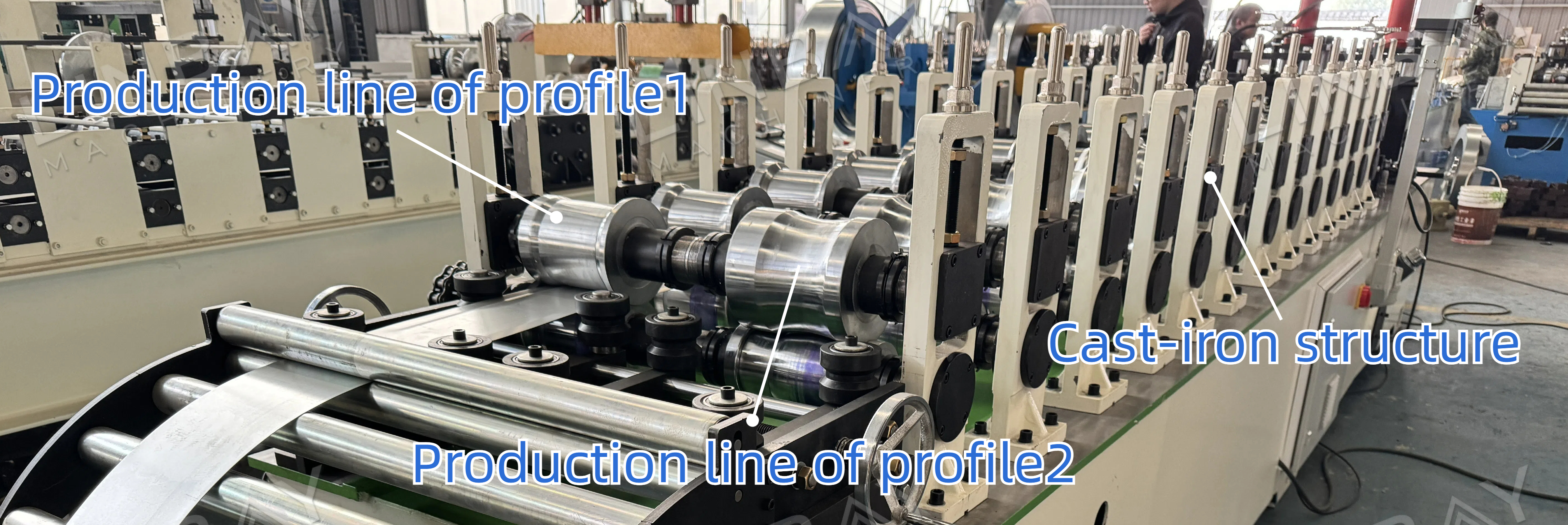
● Універсальныя формы:Двухрадковая канструкцыя можа апрацоўваць ламелі рулонных варот дзвюх розных формаў, што зніжае выдаткі кліентаў на абсталяванне і прастору.
●Заўвага:Дзве вытворчыя лініі не могуць працаваць адначасова. Пры высокіх патрабаваннях да вытворчасці абодвух профіляў рэкамендуецца выкарыстоўваць дзве асобныя вытворчыя лініі.
●Структура:Абсталяваны чыгуннай падстаўкай і ланцуговай прываднай сістэмай.
●Вечка ланцуга:Ланцугі абаронены металічнай сеткай, што забяспечвае бяспеку работнікаў і прадухіляе пашкоджанне ланцугоў смеццем.
●Ролікі:Храмаваныя і тэрмічна апрацаваныя для ўстойлівасці да іржы і карозіі, што падаўжае тэрмін іх службы.
●Галоўны рухавік:Стандартнае напружанне 380 В, 50 Гц, 3-фазнае, з магчымасцю налады.
Гідраўлічная рэжучая машына 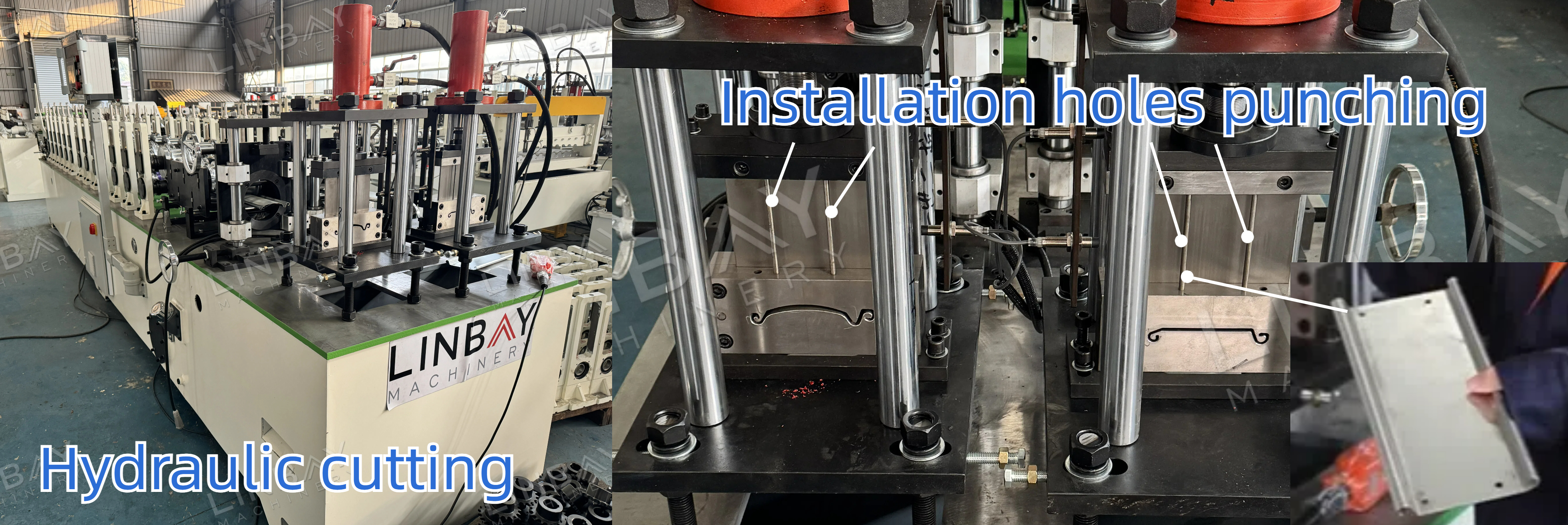
●Дакладна распрацаваныя ляза:Распрацавана ў адпаведнасці са спецыфікацыямі ламеляў рулонных варот, што забяспечвае гладкія, без дэфармацый і задзірын рэжучыя краю.
●Высокая дакладнасць даўжыні рэзкі:Дапушчальнае адхіленне ў межах ±1 мм дасягаецца з дапамогай энкодэра для вымярэння даўжыні прасоўвання сталёвай шпулькі, пераўтварэння яго ў электрычныя сігналы і перадачы гэтых дадзеных назад у корпус ПЛК. Рабочыя могуць усталёўваць даўжыню рэзкі, аб'ём вытворчасці і хуткасць на экране ПЛК.
Дадатковая прылада: прабіванне мантажных адтулін
●Тарцавыя адтуліны:На кожным канцы ламеляў рулонных варот ёсць па два адтуліны, якія адпавядаюць мацавальным элементам. Гэтыя адтуліны таксама можна зрабіць на фармовачнай лініі, што скарачае час і выдаткі на ручное свідраванне.
●Штампоўка і рэзка:Два пуансоны размешчаны да і пасля рэжучых лязоў і маюць адну гідраўлічную станцыю, што дазваляе адначасова рэзаць і прабіваць.
●Наладжвальная перфарацыя:Памер адтуліны і адлегласць ад краю можна наладзіць.
Дадатковая прылада: аўтаномны гідраўлічны прабойнік

●Падыходзіць для бесперапыннай або шчыльнай штампоўкі:Ідэальна падыходзіць для патрэб высокачастотнай перфарацыі.
●Эфектыўная каардынацыя вытворчасці:Калі попыт на перфараваныя рулонныя вароты ніжэйшы, чым на неперфараваныя, падзел працэсаў штампоўкі і фарміравання на дзве незалежныя вытворчыя лініі можа павысіць агульную эфектыўнасць.
●Штампы для штампаў на заказ:Калі пасля атрымання ў кліента з'явяцца новыя тыпы штампаў для прабівання, мы можам наладзіць новыя штампы ў межах дыяпазону шырыні падачы арыгінальнага гідраўлічнага прабівальніка.
Тэсціраванне

● Нашы інжынеры адкалібруюць кожны этап двухрадковай машыны перад адпраўкай, каб гарантаваць хуткі пачатак вытворчасці пасля атрымання.
● Вырабленыя рулонныя вароты будуць параўнаны з чарцяжамі ў суадносінах 1:1.
● Мы таксама адрэжам прыблізна 2 метры профілю і збярэм 3-4 часткі, каб праверыць, ці шчыльна прылягаюць аканіцы без расхістванняў і ці згортваюцца яны з адпаведным зазорам.
1. Размотчык

2. Кармленне

3. Штампоўка

4. Станды для прафілявання

5. Сістэма кіравання

6. Сістэма рэзкі

Іншыя

Аўт-стол



1-300x168.jpg)