








Профіль

Гэтыя сталёвыя сценавыя вырабы выкарыстоўваюцца ў розных мэтах, такіх як апорныя сцены, навясныя сцены, бэлькі падлогі і кроквы даху.
Шпількі, рэйкі, амегі і іншыя тонкія профілі звычайна вырабляюцца на лініях халоднага пракату. Памеры профіляў і схемы штампоўкі можна наладзіць.
Рэальная справа - Блок-схема
Размотчык — Накіроўвалы — Валочны фарміравальнік — Лятаючы гідраўлічны прабойнік — Лятаючы гідраўлічны адключальнік — Стол
Рэальны выпадак - асноўныя тэхнічныя параметры
1. Хуткасць лініі: 0-15 м/мін з перфарацыяй, рэгуляваная
2. Хуткасць фармавання: 0-40 м/мін
3. Падыходны матэрыял: ацынкаваная сталь
4. Таўшчыня матэрыялу: 0,4-0,8 мм
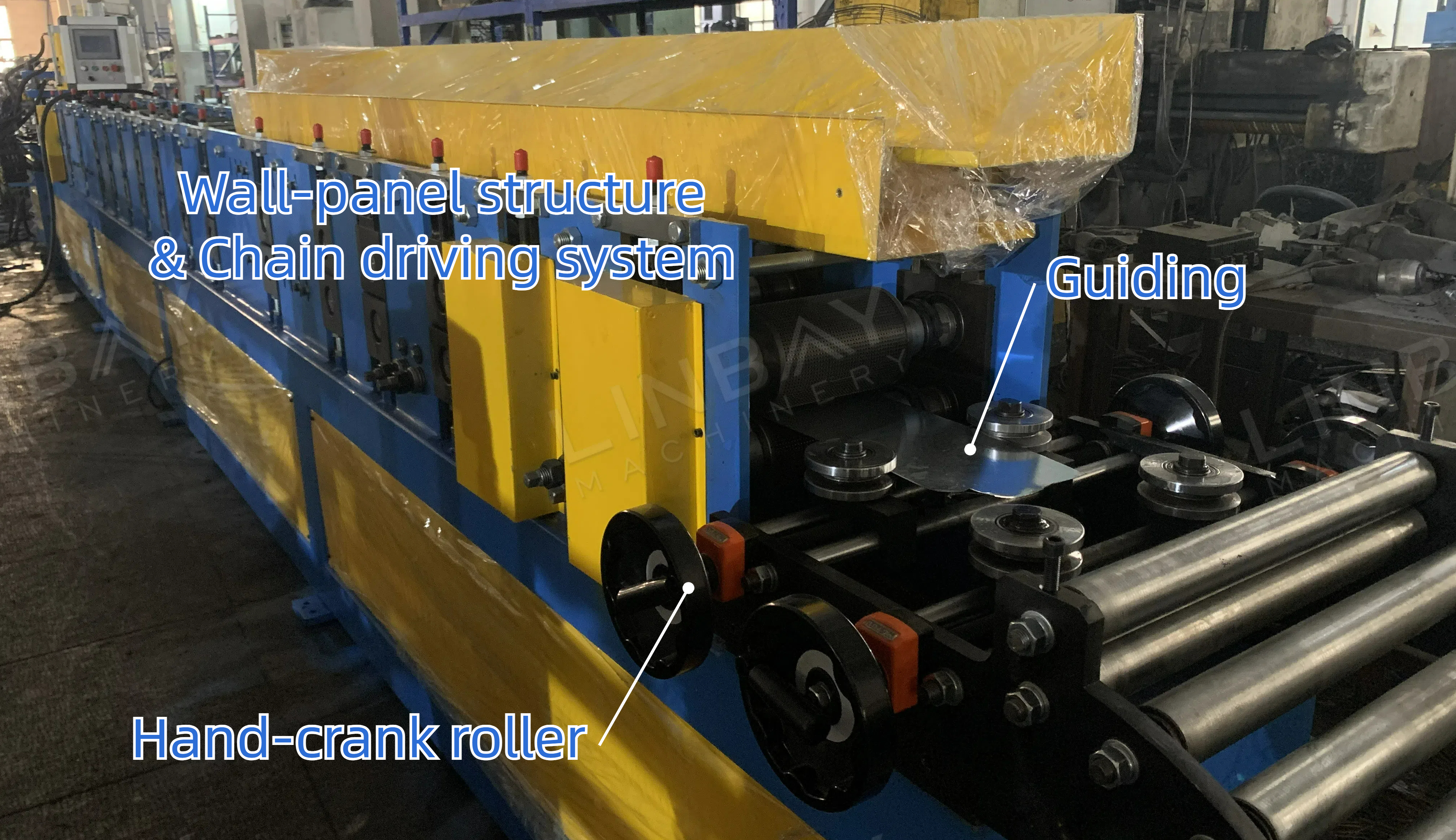
5. Машына для фармавання ролікаў: канструкцыя сценных панэляў
6. Сістэма кіравання: сістэма ланцуговага кіравання
7. Сістэма прабівання і рэзкі: гідраўлічная. Лятаючы тып, ролікавы фарміратар не спыняецца падчас рэзкі.
8. Шафа ПЛК: сістэма Siemens. Партатыўны тып.
Сапраўдная машына для кейсаў
1. Размотчык*1
2. Машына для фармавання ролікаў*1
3. Лятаючы гідраўлічны прабойнік*1
4. Лятаючая рэжучая машына * 1
5. Выхадны стол*2
6. Шафа кіравання ПЛК*1
7. Гідраўлічная станцыя*1
8. Каробка запасных частак (бясплатна) * 1
Памер кантэйнера: 1x20GP
Апісанне рэальнага выпадку
Ручны размотчык
●Дзякуючы таўшчыні профіляў шпілек 0,4-0,8 мм, ручны размотчык можа задаволіць патрэбы ў размотцы.
●Неэфектыўна: аднак, яму не хапае ўласнай магутнасці, і для выцягвання сталёвага рулона патрабуецца профільны станок.
●Патрабуецца ручная дапамога: нацяжэнне апраўкі таксама выконваецца ўручную, што прыводзіць да зніжэння эфектыўнасці і задавальнення толькі асноўных патрабаванняў да размотвання.

Дадатковы тып размотчыка: матарызаваны размотчык
● Прывад ад рухавіка павялічвае эфектыўнасць размотвання і памяншае неабходнасць ручнога ўмяшання і выдаткі на працоўную сілу.
Дадатковы размотчык: гідраўлічны размотчык
● Стабільная і трывалая рама:Выкарыстоўваецца для загрузкі сталёвых рулонаў. Гідраўлічны размотчык забяспечвае больш эфектыўны і бяспечны працэс падачы на вытворчую лінію.
● Прылада пашырэння ядра:Гідраўлічны прывадны дорн або шруба пашыраецца і сціскаецца, каб адпавядаць сталёвым рулонам з унутраным дыяметрам 490-510 мм(або настроены па індывідуальнай замове), замацоўваючы шпулькі для плаўнага размотвання.
● Націсніце-рука:Гідраўлічны прэс-рычаг утрымлівае шпульку на месцы, прадухіляючы раптоўнае вызваленне ўнутранага напружання, якое можа пашкодзіць работнікам.
● Фіксатар шпулькі:Надзейна прымацаваная да лязоў апраўкі шрубамі і гайкамі, яна прадухіляе саслізгванне шпулькі з вала. Яе можна лёгка ўсталяваць і зняць.
● Сістэма кіравання:Абсталяваны ПЛК і панэллю кіравання, а таксама кнопкай аварыйнага прыпынку для павышэння бяспекі.
Кіраўніцтва
● Асноўная функцыя:Для накіравання сталёвай стужкі ўздоўж цэнтральнай лініі машыны, прадухіляючы няправільнае выраўноўванне, якое можа выклікаць скручванне, выгіб, задзірыны і праблемы з памерамі гатовага вырабу.
● Накіроўвальныя прылады:На ўваходзе і ўнутры ролікавага фармавальнага станка размешчана некалькі накіроўвальных ролікаў для ўзмацнення накіроўвальнага эфекту.
● Тэхнічнае абслугоўванне:Рэгулярна калібруйце адлегласць накіроўвалых прылад, асабліва пасля транспарціроўкі і падчас працяглага выкарыстання.
● Перад адгрузкай:Мы, каманда Linbay, вымяраем і запісваем шырыню накіроўвалай у кіраўніцтве карыстальніка для каліброўкі кліентам пасля атрымання.
● Шырыню накіроўвалай можна дакладна рэгуляваць з дапамогай ручнога роліка.
Рулонная формамашына
● Даступныя розныя памеры: Гэтая вытворчая лінія можа ўручную рэгуляваць кропкі фармавання на роліках для вырабу трох розных памераў штыфтоў. Мы прапануем інструкцыі, відэа па ўводу ў эксплуатацыю, відэазванкі і кансультацыі інжынераў на месцы, каб дапамагчы работнікам кліентаў навучыцца мяняць ролікі.
Націсніце на малюнак ніжэй, каб убачыць, як змяніць адлегласць паміж ролікамі:

● Асіметрычны профіль:У адрозненне ад звычайных профіляў стойкі, гэты профіль Montante construcción en seco мае два асіметрычныя высокія краю, што патрабуе больш дакладнай канструкцыі ролікаў фармовачнай машыны.
● Эканамічная і зручная канфігурацыя:Мае канструкцыю з насценных панэляў і сістэму ланцуговага прывада, што цалкам падыходзіць, калі сталёвая шпулька мае таўшчыню 0,4-0,8 мм.
● Ціснёныя валікі:Сталёвы рулон праходзіць праз набор ціснёных ролікаў, якія пакідаюць кропкавыя ўзоры на паверхні профілю, каб павялічыць трэнне і палепшыць адгезію цэменту.
● Вечка ланцуга:Ланцугі пакрытыя металічнай скрынкай, што забяспечвае бяспеку работнікаў і абараняе ланцугі ад пашкоджанняў, выкліканых часціцамі, якія пераносяцца паветрам.
● Ролікі:Храмаваныя і тэрмічна апрацаваныя для ўстойлівасці да іржы і карозіі, што падаўжае тэрмін іх службы.
● Галоўны рухавік:Стандартнае напружанне 380 В, 50 Гц, 3 фазы, з магчымасцю налады.
Лятаючы гідраўлічны прабойнік і лятаючы гідраўлічны разрэз

● Больш высокая эфектыўнасць:Прабіўныя і рэзальныя машыны маюць адну аснову, што дазваляе ім рухацца з той жа хуткасцю, што і фармовачная машына. Гэта дазваляе ўтрымліваць зоны прабіўкі і рэзкі адносна нерухомымі, што забяспечвае бесперапынную працу фармовачнай машыны і, у канчатковым выніку, павышае агульную эфектыўнасць вытворчасці.
● Канструкцыя з дзвюма станцыямі:Штампоўка і рэзка выконваюцца на дзвюх асобных гідраўлічных станцыях, што забяспечвае большую гнуткасць. Штампавальныя формы можна наладзіць у адпаведнасці з чарцяжамі заказчыка.
● Высокая дакладнасць даўжыні рэзкі:Дапушчальнае адхіленне ў межах ±1 мм дасягаецца з дапамогай энкодэра для вымярэння даўжыні прасоўвання сталёвай шпулькі, пераўтварэння яго ў электрычныя сігналы і перадачы гэтых дадзеных назад у корпус ПЛК. Рабочыя могуць усталёўваць даўжыню рэзкі, аб'ём вытворчасці і хуткасць на экране ПЛК.
Дадатковае эканамічна эфектыўнае рашэнне: спыненая штампоўка і спыненая рэзка
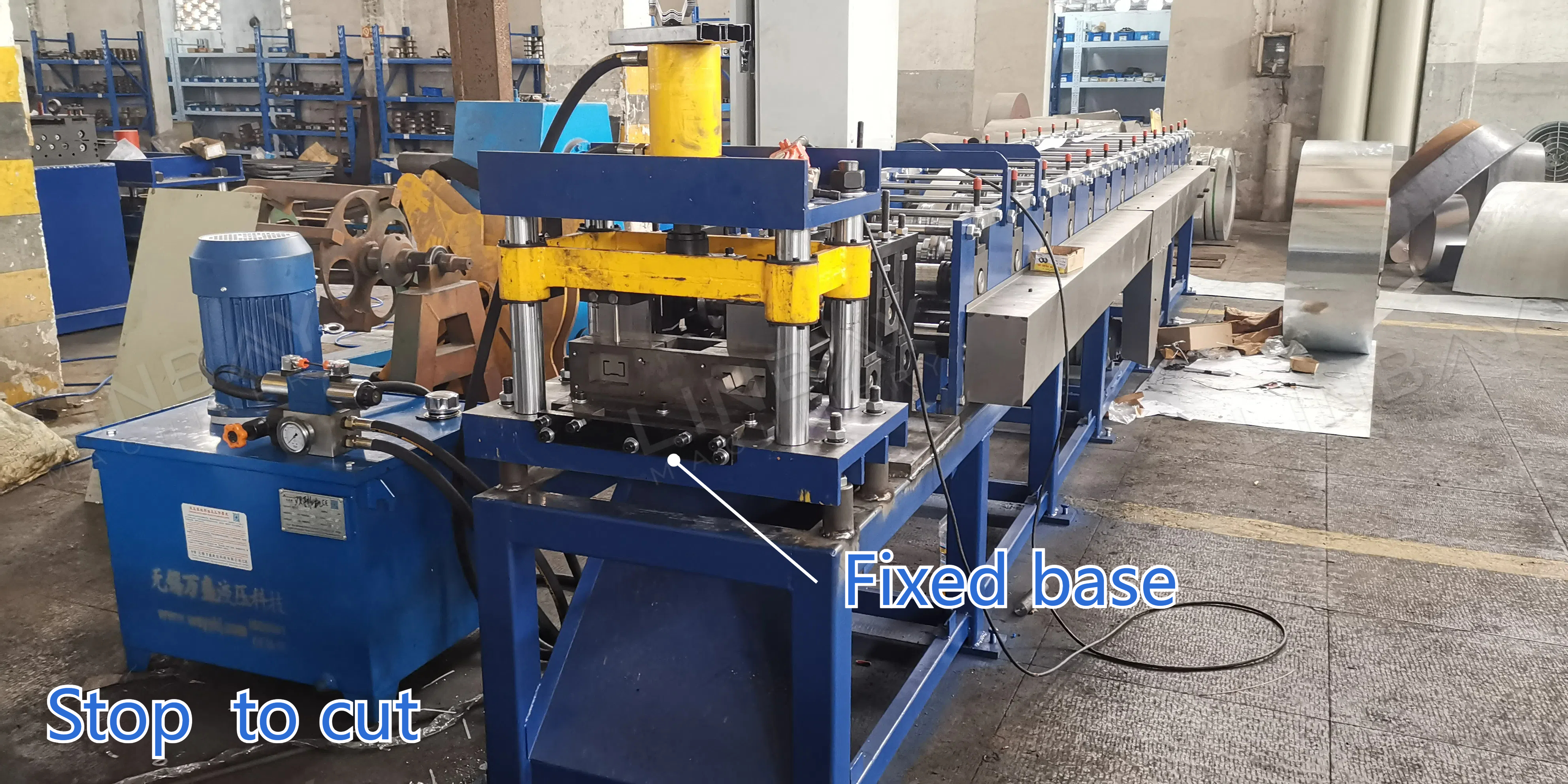
Дляніжэйшыя патрабаванні да вытворчасці і абмежаваныя бюджэтыМожна выкарыстоўваць канфігурацыі з прыпыненай штампоўкай і прыпыненай рэзкай. Падчас штампоўкі і рэзкі фармовачная машына павінна спыняцца, каб выканаць гэтыя працэсы. Хоць гэта прыводзіць да зніжэння эфектыўнасці, якасць штампоўкі і рэзкі застаецца высокай.
1. Размотчык

2. Кармленне

3. Штампоўка

4. Станды для прафілявання

5. Сістэма кіравання

6. Сістэма рэзкі

Іншыя

Аўт-стол






