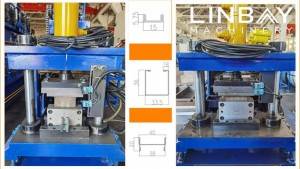
Профил

Ламелите на ролетните щори са ключов компонент от тях, като различните дизайнерски профили са предпочитани на различните регионални пазари. Линиите за студено валцоване са често срещан и ефикасен избор за производството на тези ламели.
Екипът на Linbay може да предостави подходящи производствени решения въз основа на нашия опит, производствените изисквания за всеки профил и нуждите от щанцоване.
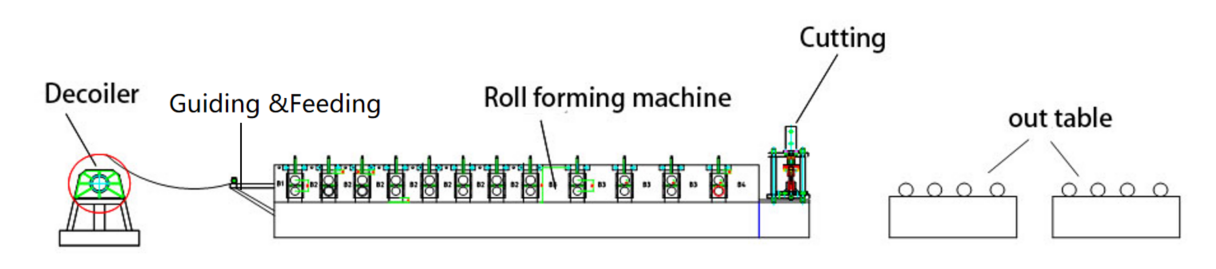
Реален случай - Блок-схема
Хидравличен размотавач -- Насочване -- Валцова машина -- Хидравлична машина за рязане -- Външна маса
Реален случай - Основни технически параметри
1. Скорост на линията: 0-12 м/мин, регулируема
2. Подходящ материал: Поцинкована стомана
3. Дебелина на материала: 0,6-0,8 мм
4. Машина за валцоване: Чугунена конструкция
5. Система за задвижване: Система за задвижване на веригата
6. Система за рязане: Хидравлична. Спрете за рязане, валцовъчният барабан трябва да спре при рязане.
7. PLC шкаф: система Siemens.
Реални машини за корпуси
1. Ръчно размотаване*1
2. Машина за валцоване * 1
3. Хидравлична машина за рязане*1 (Всеки профил на ламела на ролетна щора изисква 1 отделен режещ нож)
4. Извън масата*2
5. PLC контролен шкаф * 1
6. Хидравлична станция*1
7. Кутия с резервни части (безплатна) * 1
Описание на реалния случай
Развивач

● Ламели на ролетни щори:Поради по-малката им дебелина и ширина,ръчни и моторизираниРазвивачите са достатъчни, за да отговорят на изискванията за размотаване.
● Ръчна версия:Без двигател, разчита на силата на формоващите ролки, за да издърпват стоманената рулона напред. Има ниска ефективност на развиване и малко по-ниска безопасност. Разширяването на дорника се извършва ръчно. Ефективно е от гледна точка на разходите, но не е подходящо за мащабно непрекъснато производство.
●Мотор версия:Задвижван от мотор, той увеличава ефективността на развиване и намалява нуждата от ръчна намеса, спестявайки разходи за труд.
Допълнителен тип размотач: Размотач с двойна глава
● Универсални ширини:Двуглавият размотавач може да съхранява стоманени рулони с различна ширина, подходящи за двуредови формовъчни машини.
● Непрекъсната работа:Докато едната глава развива, другата може да зарежда и подготвя нова намотка. Когато едната намотка се изразходва, размотачът може да се завърти на 180 градуса, за да...
Водещи
● Основна функция:За подравняване на стоманената намотка с централната линия на машината, предотвратявайки неправилно подравняване, което може да причини усукване, огъване, изкривявания и проблеми с размерите на готовия продукт.
● Направляващи устройства:Множество направляващи устройства на входа за подаване и във вътрешността на ролковото формоване усилват насочващия ефект.
● Поддръжка:Редовно калибрирайте разстоянието на направляващите устройства, особено след транспортиране и при продължителна употреба.
● Предварителна подготовка:Екипът на Linbay измерва и записва ширината на насочване в ръководството за потребителя за калибриране от клиента при получаване.
Машина за валцоване
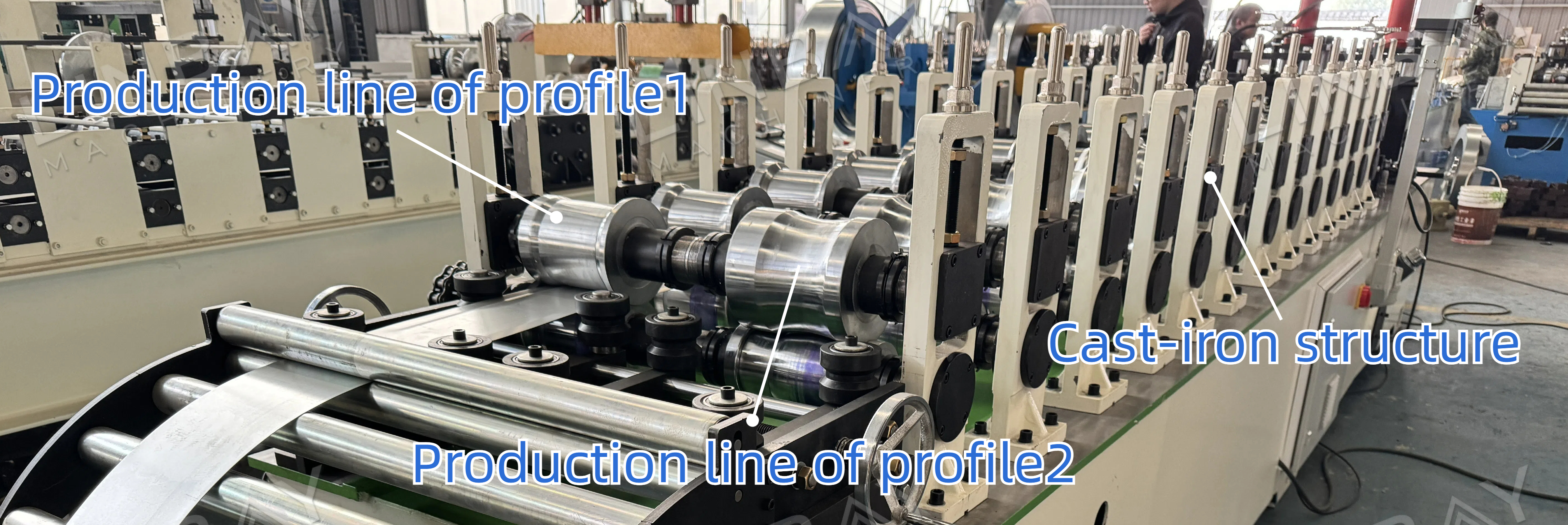
● Универсални форми:Двуредовата конструкция може да обработва ламели на ролетни щори с две различни форми, което намалява разходите за машини и пространство за клиентите.
●Забележка:Двете производствени линии не могат да работят едновременно. За високи производствени изисквания и за двата профила се препоръчва използването на две отделни производствени линии.
●Структура:Разполага с чугунена стойка и система за верижно задвижване.
●Капак на веригата:Веригите са защитени от метална мрежа, което гарантира безопасността на работниците и предотвратява повредата им от отломки.
●Ролки:Хромирани и термично обработени за устойчивост на ръжда и корозия, което удължава живота им.
●Главен двигател:Стандартно 380V, 50Hz, 3-фазно, с възможност за персонализиране.
Хидравлична машина за рязане 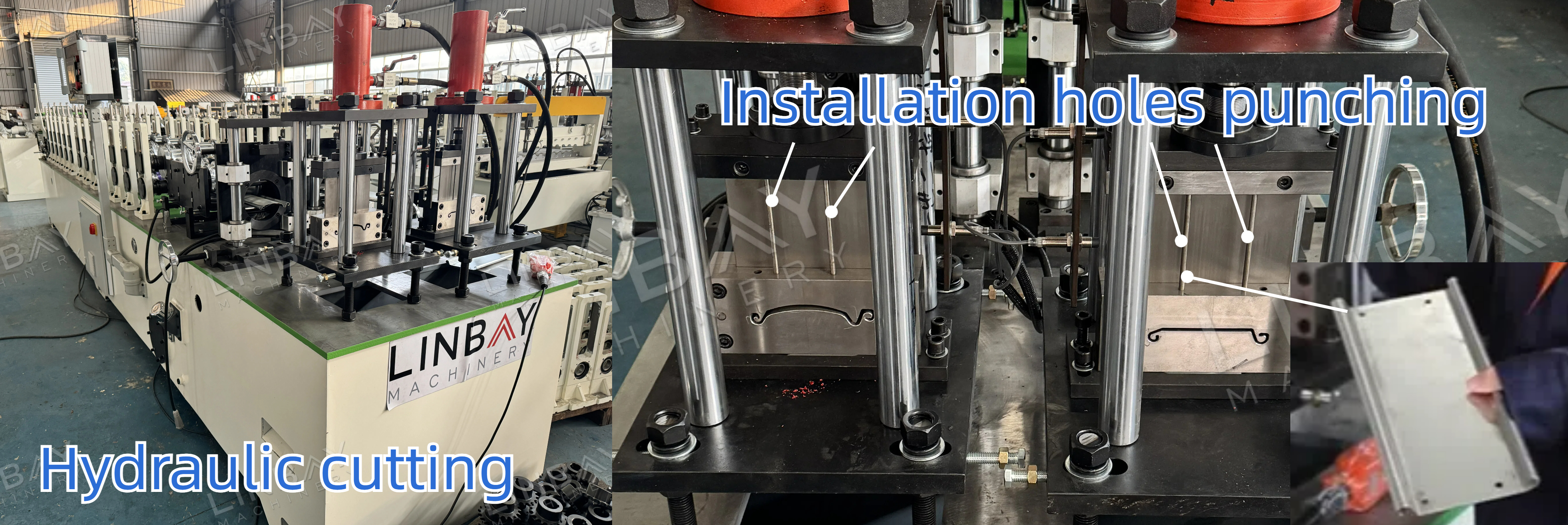
●Прецизно изработени остриета:Проектирани да отговарят на спецификациите на ламелите на ролетните щори, осигурявайки гладки, без деформации и грапавини режещи ръбове.
●Висока точност на дължината на рязане:Толеранс в рамките на ±1 мм, постигнат с помощта на енкодер за измерване на дължината на преместване на стоманената намотка, преобразуването ѝ в електрически сигнали и подаването на тези данни обратно към PLC шкафа. Работниците могат да зададат дължината на рязане, количеството продукция и скоростта на екрана на PLC.
Допълнително устройство: Пробиване на монтажни отвори
●Крайни отвори:Всеки край на ламелите на ролетната щора има два отвора, съответстващи на монтажните крепежни елементи. Тези отвори могат да се направят и на формовъчната линия, което намалява времето и разходите за ръчно пробиване.
●Щанцоване и рязане:Два щанца са разположени преди и след режещите ножове, споделяйки една хидравлична станция, за да се осигури едновременно рязане и щанцоване.
●Персонализируемо щанцоване:Размерът на отвора и разстоянието от ръба могат да бъдат персонализирани.
Допълнително устройство: Самостоятелна хидравлична перфораторна машина

●Подходящ за непрекъснато или плътно щанцоване:Идеален за нужди от високочестотно щанцоване.
●Ефективна координация на производството:Когато търсенето на щанцовани ролетни щори е по-ниско, отколкото на нещанцовани щори, разделянето на процесите на щанцоване и формоване в две независими производствени линии може да повиши общата ефективност.
●Щанци по поръчка:Ако клиентът има нови видове щанци след получаване, можем да персонализираме новите щанци в рамките на диапазона на ширина на подаване на оригиналната хидравлична щанцова машина.
Тестване

● Нашите инженери ще калибрират всеки етап от двуредовата машина преди доставка, за да гарантират, че производството може да започне веднага след получаване.
● Произведените ролетни щори ще бъдат сравнени 1:1 с чертежите.
● Ще отрежем и приблизително 2 метра профил и ще сглобим 3-4 парчета, за да проверим дали щорите прилягат плътно, без да се разхлабват, и ще се навият с подходящата хлабина.
1. Развивач

2. Хранене

3. Пробиване

4. Стендове за валцоване

5. Система за задвижване

6. Система за рязане

Други

Аут маса



1-300x168.jpg)