








Профил

Тези стоманени стенни продукти се използват в различни приложения, като носещи стени, окачени фасади, подови греди и покривни ферми.
Шпилки, релси, омеги и други тънки профили обикновено се произвеждат чрез линии за студено валцоване. Размерите на профила и моделите на щанцоване могат да бъдат персонализирани.
Реален случай - Блок-схема
Развивач -- Насочващ -- Валцов апарат -- Летящ хидравличен щанц -- Летящ хидравличен изключвател -- Маса
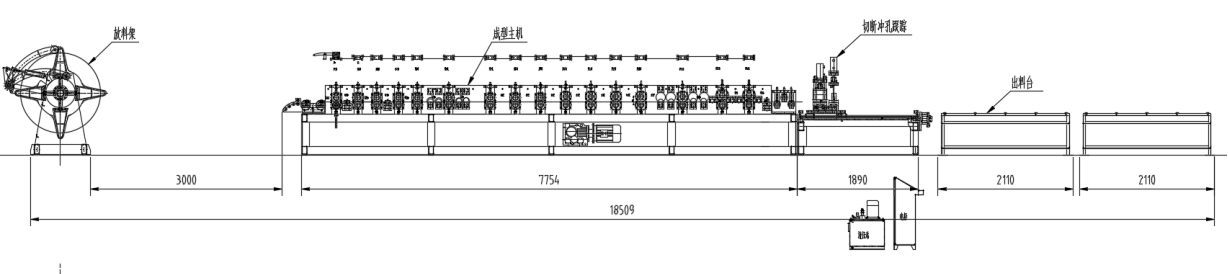
Реален случай - Основни технически параметри
1. Скорост на линията: 0-15 м/мин с перфорация, регулируема
2. Скорост на формоване: 0-40 м/мин
3. Подходящ материал: Поцинкована стомана
4. Дебелина на материала: 0,4-0,8 мм
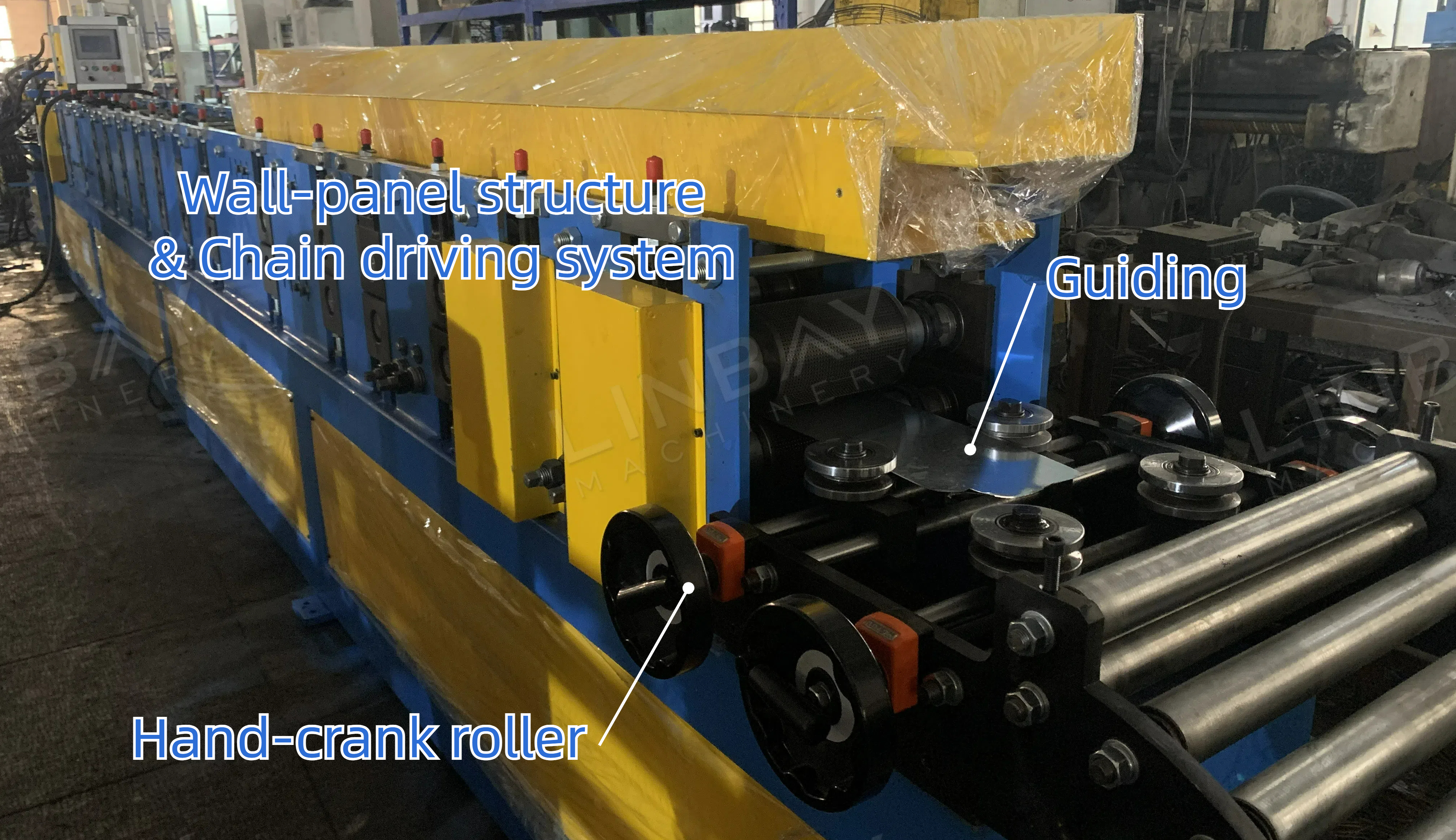
5. Машина за валцоване: Структура на стенния панел
6. Система за задвижване: Система за задвижване на веригата
7. Система за щанцоване и рязане: Хидравлична. Летящ тип, ролковият бивш не спира при рязане.
8. PLC шкаф: система Siemens. Преносим тип.
Реални машини за корпуси
1. Развивач*1
2. Машина за валцоване * 1
3. Летяща хидравлична перфораторна машина * 1
4. Летяща машина за рязане * 1
5. Извън масата*2
6. PLC контролен шкаф * 1
7. Хидравлична станция*1
8. Кутия с резервни части (безплатна) * 1
Размер на контейнера: 1x20GP
Описание на реалния случай
Ръчен размотавач
●Поради тънкостта на профилите на шпилките от 0,4-0,8 мм, ръчният размотавач може да отговори на нуждите от размотаване.
●Неефективно: Въпреки това, липсва му собствена мощност и разчита на ролковата машина, за да издърпа стоманената намотка.
●Изисква ръчна помощ: Опъването на дорника също се извършва ръчно, което води до по-ниска ефективност и изпълнява само основните изисквания за развиване.

Допълнителен тип размотач: Моторизиран размотач
● Задвижван от мотор, той увеличава ефективността на развиване и намалява нуждата от ръчна намеса и разходите за труд.
Допълнителен размотавач: Хидравличен размотавач
● Стабилна и здрава рамка:Използва се за зареждане на стоманени рулони. Хидравлично задвижваният размотавач осигурява по-ефективен и безопасен процес на подаване в производствената линия.
● Устройство за разширяване на ядрото:Хидравлично задвижван дорник или ос се разширява и свива, за да пасне на стоманени рулони с вътрешен диаметър 490-510 мм(или персонализирано), закрепвайки намотките за плавно развиване.
● Натиснете-ръка:Хидравличната преса-Рамото държи бобината на място, предотвратявайки внезапно освобождаване на вътрешно напрежение, което би могло да навреди на работниците.
● Фиксатор на бобината:Здраво закрепен към лопатките на дорника с винтове и гайки, той предотвратява изплъзване на бобината от вала. Може лесно да се монтира и сваля.
● Система за управление:Оборудван с PLC и контролен панел, включващ бутон за аварийно спиране за повишена безопасност.
Водещи
● Основна функция:За насочване на стоманената намотка по централната линия на машината, предотвратявайки неправилно подравняване, което може да причини усукване, огъване, изкривявания и проблеми с размерите на готовия продукт.
● Направляващи устройства:На входа и във вътрешността на ролковата машина са разположени множество водещи ролки, за да се подобри водещият ефект.
● Поддръжка:Редовно калибрирайте разстоянието на направляващите устройства, особено след транспортиране и при продължителна употреба.
● Предварителна подготовка:Ние, екипът на Linbay, измерваме и записваме ширината на направляване в ръководството за потребителя за калибриране от клиента при получаване.
● Ширината на насочване може да се регулира фино с помощта на ръчната ролка.
Ролкова формамашина
● Предлагат се множество размери: Тази производствена линия може ръчно да регулира точките на формоване на ролките, за да произведе три различни размера шипове. Предоставяме ръководства, видеоклипове за въвеждане в експлоатация, видео разговори и насоки на място от инженери, за да помогнем на работниците на клиентите да се научат как да сменят ролките.
Кликнете върху снимката по-долу, за да видите как да промените разстоянието между ролките:

● Асиметричен профил:За разлика от конвенционалните профили на шпилки, този профил от типа Montante construcción en seco се отличава с два асиметрични високи ръба, което изисква по-прецизен дизайн на ролките на формовъчната машина.
● Икономична и подходяща конфигурация:Разполага със стенна панелна конструкция и система за задвижване с верига, което е доста подходящо, когато стоманената намотка е с дебелина 0,4-0,8 мм.
● Релефни ролки:Стоманената намотка преминава през набор от релефни ролки, отпечатвайки точкови шарки върху повърхността на профила, за да се увеличи триенето и да се подобри адхезията на цимента.
● Капак на веригата:Веригите са покрити с метална кутия, което гарантира безопасността на работниците и ги предпазва от повреди, причинени от частици във въздуха.
● Ролки:Хромирани и термично обработени за устойчивост на ръжда и корозия, което удължава живота им.
● Главен двигател:Стандартно 380V, 50Hz, 3Ph, с възможност за персонализиране.
Летящ хидравличен перфоратор и летящ хидравличен разрез

● По-висока ефективност:Машините за щанцоване и рязане споделят една и съща основа, което им позволява да се движат напред със същата скорост като формовъчната машина. Това поддържа зоните за щанцоване и рязане относително неподвижни, което позволява непрекъсната работа на формовъчната машина и в крайна сметка подобрява цялостната ефективност на производството.
● Двустанционен дизайн:Щанцоването и рязането се извършват в две отделни хидравлични станции, което предлага по-голяма гъвкавост. Щанцовите форми могат да бъдат персонализирани според чертежите на клиента.
● Висока точност на дължината на рязане:Толеранс в рамките на ±1 мм, постигнат с помощта на енкодер за измерване на дължината на придвижване на стоманената намотка, преобразуването ѝ в електрически сигнали и подаването на тези данни обратно към PLC шкафа. Работниците могат да зададат дължината на рязане, количеството на продукцията и скоростта на екрана на PLC.
Допълнително рентабилно решение: Стоп-щанцоване и Стоп-рязане
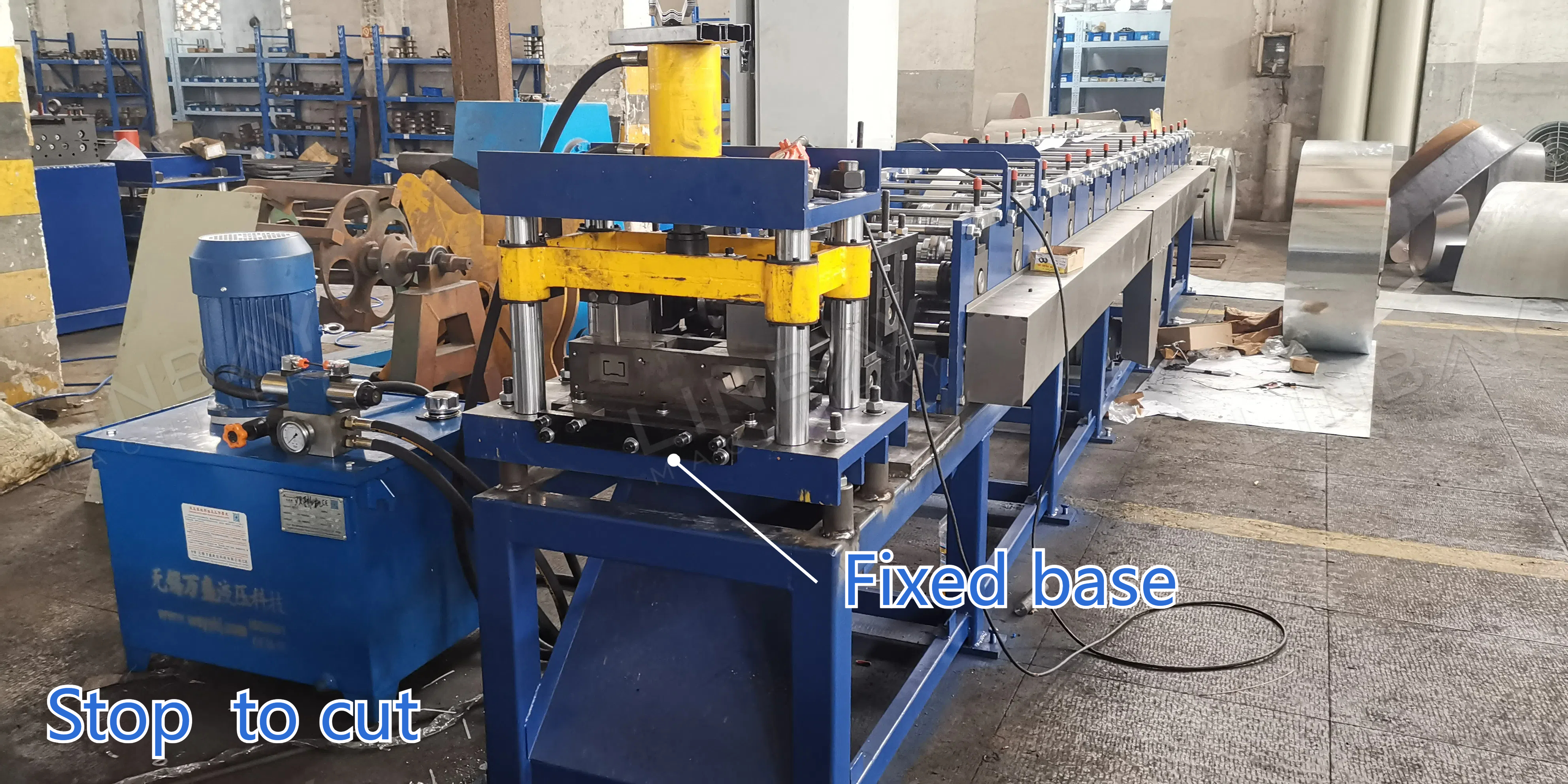
Запо-ниски производствени изисквания и ограничени бюджетиМогат да се използват конфигурации с прекъсване на щанцоването и прекъсване на рязането. По време на щанцоването и рязането, формовъчната машина трябва да спре, за да се справи с тези процеси. Въпреки че това води до по-ниска ефективност, качеството на щанцоването и рязането остава високо.
1. Развивач

2. Хранене

3. Пробиване

4. Стендове за валцоване

5. Система за задвижване

6. Система за рязане

Други

Аут маса

Изпратете ни вашето съобщение:
-

Машина за предварително боядисани поцинковани стоманени CZ греди
-

Пълноавтоматична лазерно заваръчна ролка за квадратни тръби с диаметър 2 мм ...
-

Перфиладора де Каналонес
-

Двоен ред-Стоп за рязане на ролково формоване на шапка...
-

Машина за валцоване на канали Strut
-

Conformadora para caballete para galvateja con ...