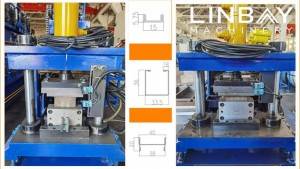
Profil

Rulleportlameller er en afgørende komponent i rulleporte, og forskellige designprofiler foretrækkes på forskellige regionale markeder. Koldvalsningslinjer er et almindeligt og effektivt valg til produktion af disse lameller.
Linbay-teamet kan tilbyde passende produktionsløsninger baseret på vores erfaring, produktionskravene for hver profil og stansebehovene.
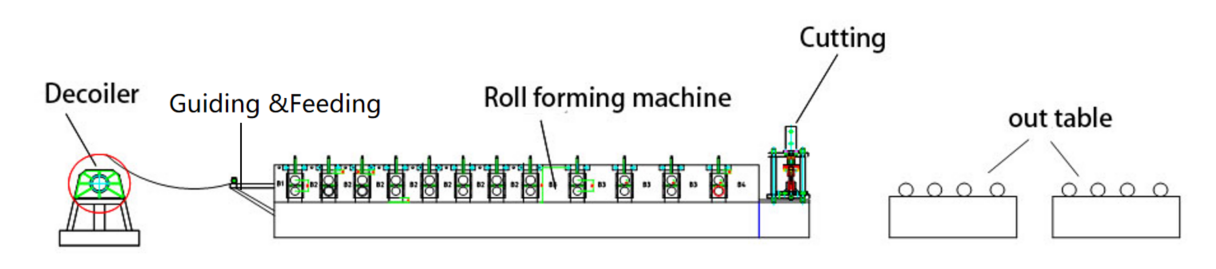
Virkelig case-flowdiagram
Hydraulisk afruller--Styring--Rulleformemaskine--Hydraulisk skæremaskine--Udbord
Virkelig sag - Vigtigste tekniske parametre
1. Linjehastighed: 0-12m/min, justerbar
2. Egnet materiale: Galvaniseret stål
3. Materialetykkelse: 0,6-0,8 mm
4. Valsformningsmaskine: Støbejernsstruktur
5. Drivsystem: Kædedriftssystem
6. Skæresystem: Hydraulisk kraft. Stop for at skære, valseformen skal stoppe under skæring.
7. PLC-skab: Siemens-system.
Ægte kassemaskiner
1. Manuel afruller * 1
2. Valsningsformemaskine * 1
3. Hydraulisk skæremaskine * 1 (Hver rulleportsprofil kræver 1 separat skæreblad)
4. Udendørsbord * 2
5. PLC-styreskab * 1
6. Hydraulisk station * 1
7. Reservedelskasse (gratis) * 1
Beskrivelse af den virkelige case
Afruller

● Rulleportlameller:På grund af deres mindre tykkelse og bredde,manuel og motoriseretAfspolere er tilstrækkelige til at opfylde afspolingskravene.
● Manuel version:Ikke-motoriseret, afhængig af kraften fra formningsvalserne til at trække stålspolen fremad. Den har lav afrulningseffektivitet og lidt lavere sikkerhed. Dornekspansion udføres manuelt. Det er omkostningseffektivt, men ikke egnet til kontinuerlig produktion i stor skala.
●Motor version:Drevet af en motor øger den afrulningseffektiviteten og reducerer behovet for manuel indgriben, hvilket sparer lønomkostninger.
Valgfri afrullertype: Dobbelthovedafruller
● Alsidige bredder:En dobbelthovedafruller kan opbevare stålruller i forskellige bredder, der er egnet til dobbeltrækkede formemaskiner.
● Kontinuerlig drift:Mens det ene hoved afvikles, kan det andet indlæse og forberede en ny spole. Når den ene spole er brugt op, kan afvikleren rotere 180 grader for at
Vejledning
● Primær funktion:For at justere stålspolen med maskinens centerlinje og dermed forhindre fejljustering, der kan forårsage vridning, bøjning, grater og dimensionsproblemer i det færdige produkt.
● Styreanordninger:Flere føringer ved fødeindløbet og i valseformemaskinen forstærker føringeffekten.
● Vedligeholdelse:Kalibrer regelmæssigt afstanden til føringsanordningerne, især efter transport og ved langvarig brug.
● Før forsendelse:Linbay-teamet måler og registrerer føringsbredden i brugermanualen til kundekalibrering ved modtagelse.
Valsningsformningsmaskine
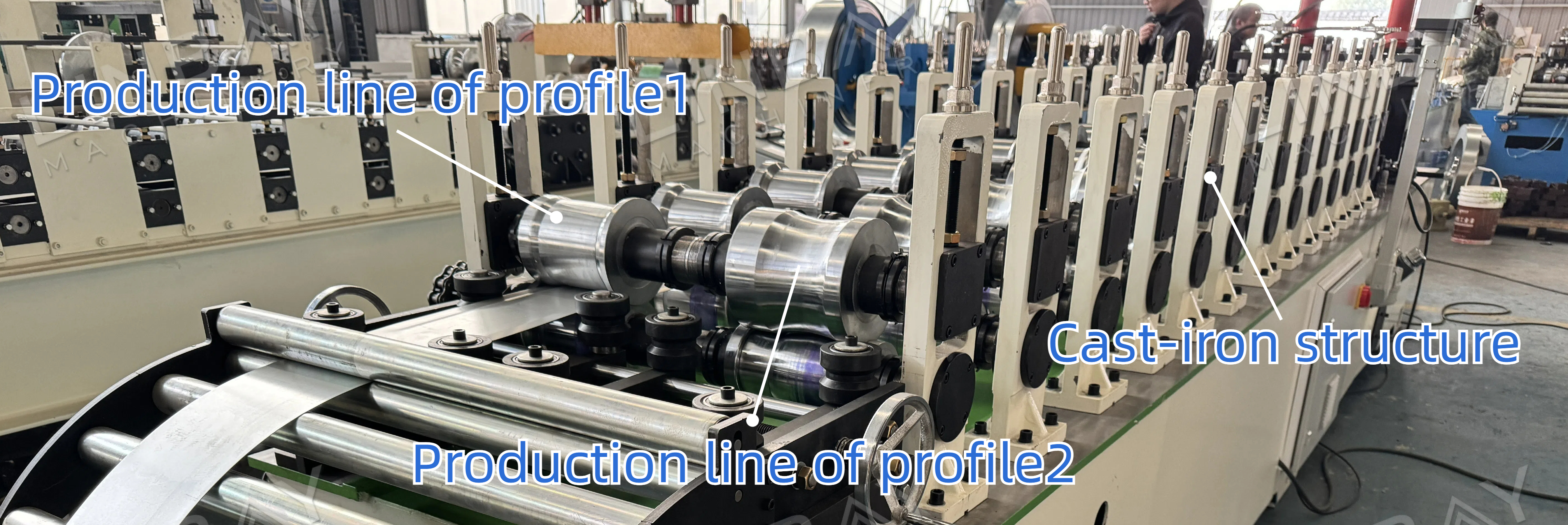
● Alsidige former:Den dobbeltrækkede struktur kan håndtere rulleportlameller i to forskellige former, hvilket reducerer maskin- og pladsomkostninger for kunderne.
●Note:De to produktionslinjer kan ikke køre samtidigt. Ved høje produktionskrav til begge profiler anbefales det at bruge to separate produktionslinjer.
●Struktur:Har et støbejernsstativ og kædedrevsystem.
●Kædedæksel:Kæderne er beskyttet af et metalnet, der sikrer medarbejdernes sikkerhed og forhindrer, at snavs beskadiger kæderne.
●Ruller:Forkromet og varmebehandlet for rust- og korrosionsbestandighed, hvilket forlænger deres levetid.
●Hovedmotor:Standard 380V, 50Hz, 3-faset, med mulighed for tilpasning.
Hydraulisk skæremaskine 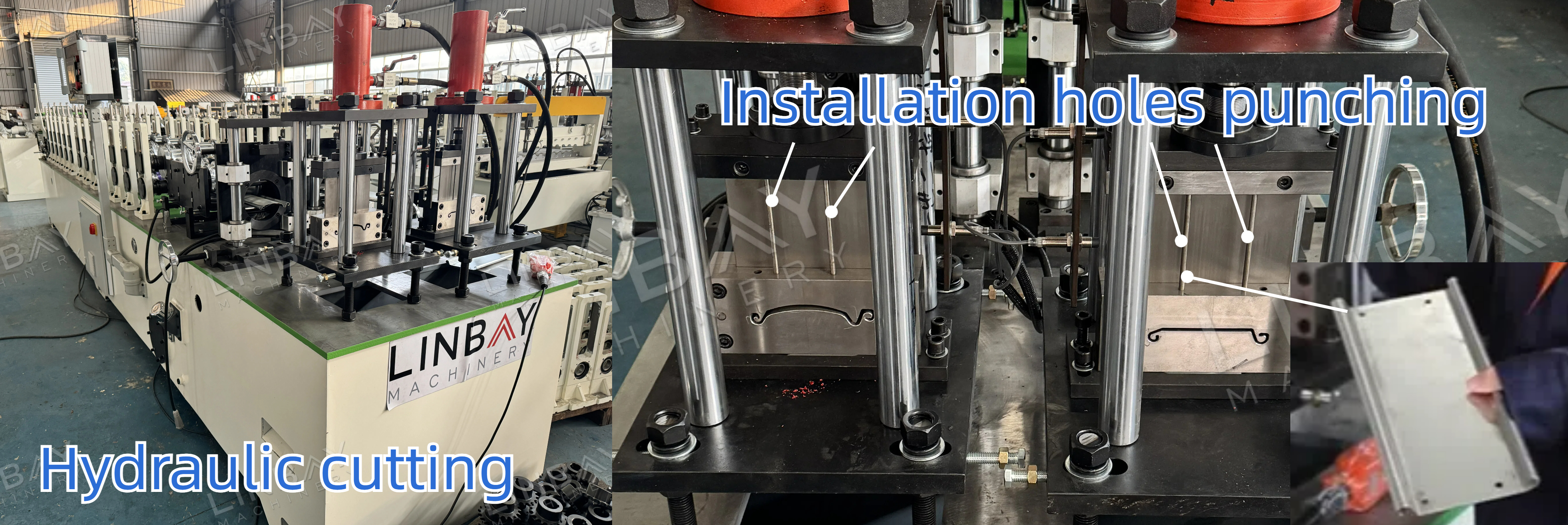
●Præcisionskonstruerede klinger:Designet til at matche specifikationerne for rulleportens lameller, hvilket sikrer glatte, deformationsfri og gratfri skærekanter.
●Høj præcision i skærelængden:Tolerance inden for ±1 mm, opnået ved hjælp af en encoder til at måle stålspolens fremføringslængde, konvertere den til elektriske signaler og sende disse data tilbage til PLC-skabet. Medarbejdere kan indstille skærelængde, produktionsmængde og hastighed på PLC-skærmen.
Valgfri enhed: Hulning af installationshuller
●Endehuller:Hver ende af rulleportens lameller har to huller, der passer til monteringsbeslagene. Disse huller kan også laves på formningslinjen, hvilket reducerer manuel boretid og -omkostninger.
●Stansning og skæring:To stempler er placeret før og efter skærebladene, der deler en enkelt hydraulisk station for at muliggøre samtidig skæring og stempling.
●Tilpasset stansning:Hulstørrelse og afstand fra kanten kan tilpasses.
Valgfri enhed: Selvstændig hydraulisk stansemaskine

●Velegnet til kontinuerlig eller tæt stansning:Ideel til behov for højfrekvent stansning.
●Effektiv produktionskoordinering:Når efterspørgslen efter stansede rulleporte er lavere end for ikke-stansede porte, kan det forbedre den samlede effektivitet at opdele stanse- og formeprocesserne i to uafhængige produktionslinjer.
●Brugerdefinerede stansematricer:Hvis kunden har nye stansematricer efter modtagelsen, kan vi tilpasse nye matricer inden for den originale hydrauliske stansemaskines fremføringsbreddeområde.
Testning

● Vores ingeniører kalibrerer hvert trin i dobbeltrækkemaskinen før afsendelse for at sikre, at produktionen kan starte rettidigt efter modtagelsen.
● De producerede rulleporte vil blive sammenlignet 1:1 med tegningerne.
● Vi skærer også cirka 2 meter profil og samler 3-4 stykker for at teste, at skodderne sidder tæt uden at løsne sig, og ruller op med det passende mellemrum.
1. Afruller

2. Fodring

3. Stansning

4. Valsningsformningsstativer

5. Køresystem

6. Skæresystem

Andre

Udenbord



1-300x168.jpg)