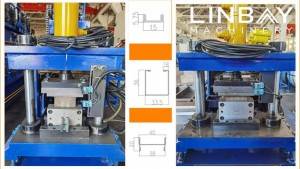
پرفیل

تیغههای کرکره غلتکی جزء مهمی از کرکرههای غلتکی هستند که پروفیلهای طراحی متفاوتی در بازارهای منطقهای مختلف ترجیح داده میشوند. خطوط نورد سرد یک انتخاب رایج و کارآمد برای تولید این تیغهها هستند.
تیم Linbay میتواند بر اساس تجربه، الزامات تولید برای هر پروفیل و نیازهای پانچ، راهحلهای تولیدی مناسبی ارائه دهد.
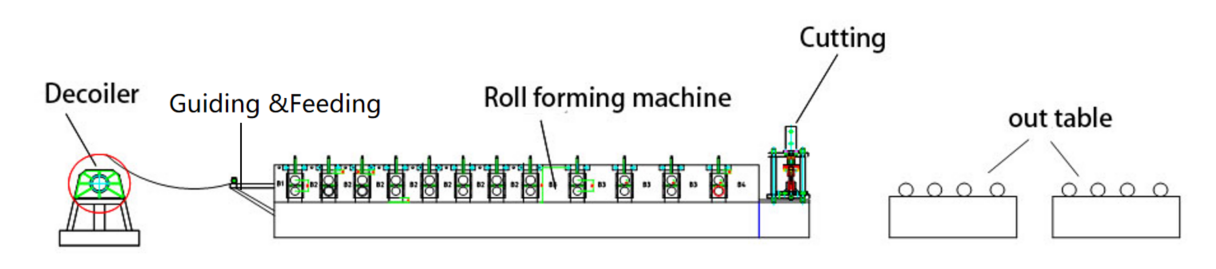
نمودار جریان مورد واقعی
کویل بازکن هیدرولیک - راهنما - دستگاه رول فرمینگ - دستگاه برش هیدرولیک - میز خروجی
پارامترهای فنی اصلی مورد واقعی
سرعت خط: 0-12 متر در دقیقه، قابل تنظیم
2. مواد مناسب: فولاد گالوانیزه
ضخامت مواد: 0.6-0.8 میلی متر
دستگاه رول فرمینگ ۴. ساختار چدنی
سیستم رانندگی 5.Driving: سیستم رانندگی زنجیره ای
۶. سیستم برش: نیروی هیدرولیک. برای برش توقف کنید، دستگاه رول فرمینگ هنگام برش باید متوقف شود.
کابینت 7.PLC: سیستم زیمنس.
ماشین آلات مورد واقعی
1. کویل بازکن دستی * 1
دستگاه رول فرمینگ * 1
۳. دستگاه برش هیدرولیک * ۱ (هر پروفیل تخته سنگ کرکرهای به ۱ تیغه برش جداگانه نیاز دارد)
میز ۴.Out * ۲
کابینت کنترل 5.PLC * 1
۶. ایستگاه هیدرولیک * ۱
۷. جعبه قطعات یدکی (رایگان) * ۱
شرح مورد واقعی
کویل بازکن

● تیغههای کرکره غلتکی:به دلیل ضخامت و عرض کمتر،دستی و موتوریکویل بازکنها برای برآورده کردن الزامات کویل بازکنی کافی هستند.
● نسخه دستی:بدون نیرو، با تکیه بر نیروی غلتکهای شکلدهنده برای کشیدن کلاف فولادی به جلو. راندمان باز کردن کلاف کم و ایمنی کمی پایینتری دارد. انبساط مندرل به صورت دستی انجام میشود. مقرون به صرفه است اما برای تولید مداوم در مقیاس بزرگ مناسب نیست.
●موتور نسخه:با استفاده از موتور، راندمان باز کردن کویل را افزایش داده و نیاز به مداخله دستی را کاهش میدهد و در نتیجه در هزینههای نیروی کار صرفهجویی میکند.
نوع کویل بازکن اختیاری: کویل بازکن دو سره
● عرضهای متنوع:یک کویل بازکن دو سره میتواند کویلهای فولادی با عرضهای مختلف را که برای ماشینهای فرمدهی دو ردیفه مناسب هستند، ذخیره کند.
● کارکرد مداوم:در حالی که یک سر در حال باز شدن است، سر دیگر میتواند در حال بارگیری و آمادهسازی یک کویل جدید باشد. هنگامی که یک کویل تمام میشود، کویلزدایی میتواند ۱۸۰ درجه بچرخد تا
هدایت
● عملکرد اصلی:برای تراز کردن کلاف فولادی با خط مرکزی دستگاه، جلوگیری از ناهمترازی که میتواند باعث پیچش، خمیدگی، پلیسه و مشکلات ابعادی در محصول نهایی شود.
● وسایل هدایت:چندین دستگاه هدایت کننده در ورودی تغذیه و درون دستگاه رول فرمینگ، اثر هدایت را افزایش میدهند.
● نگهداری:مرتباً فاصله وسایل راهنما را کالیبره کنید، مخصوصاً پس از حمل و نقل و در طول استفاده طولانی مدت.
● پیش ارسال:تیم Linbay عرض راهنما را اندازهگیری و در دفترچه راهنمای کاربر ثبت میکند تا پس از دریافت، توسط مشتری کالیبراسیون شود.
دستگاه رول فرمینگ
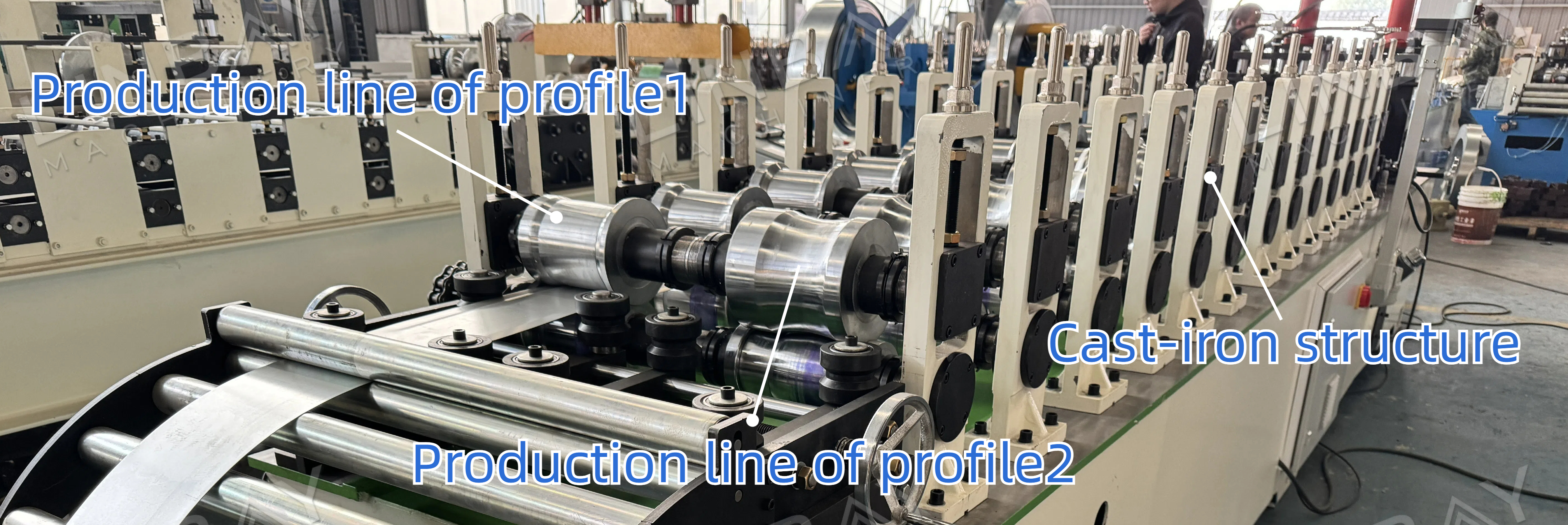
● اشکال متنوع:این ساختار دو ردیفه میتواند تیغههای کرکره غلتکی با دو شکل مختلف را تحمل کند و هزینههای ماشینآلات و فضا را برای مشتریان کاهش دهد.
●توجه:دو خط تولید نمیتوانند همزمان کار کنند. برای تقاضای بالای تولید هر دو پروفیل، توصیه میشود از دو خط تولید جداگانه استفاده شود.
●ساختار:دارای پایه چدنی و سیستم محرک زنجیری.
●پوشش زنجیر:زنجیرها توسط یک توری فلزی محافظت میشوند که ایمنی کارگران را تضمین کرده و از آسیب دیدن زنجیرها توسط آوار جلوگیری میکند.
●غلتکها:برای مقاومت در برابر زنگزدگی و خوردگی، با کروم آبکاری و عملیات حرارتی شدهاند و طول عمر آنها را افزایش میدهند.
●موتور اصلی:استاندارد ۳۸۰ ولت، ۵۰ هرتز، سه فاز، با قابلیت سفارشیسازی.
دستگاه برش هیدرولیک 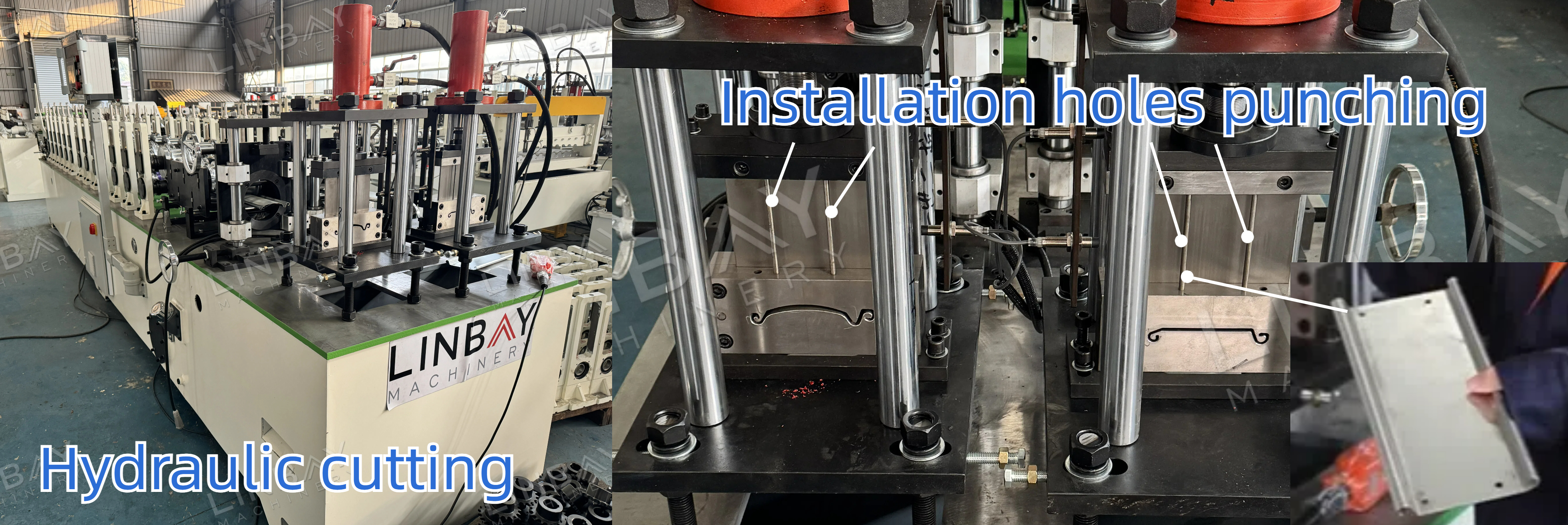
●تیغههای مهندسیشدهی دقیق:طراحی شده برای مطابقت با مشخصات تیغه کرکره غلتکی، تضمین لبههای برش صاف، بدون تغییر شکل و بدون پلیسه.
●دقت بالای طول برش:تلورانس در محدوده ±1 میلیمتر، با استفاده از یک انکودر برای اندازهگیری طول پیشروی کویل فولادی، تبدیل آن به سیگنالهای الکتریکی و ارسال این دادهها به کابینت PLC حاصل میشود. کارگران میتوانند طول برش، مقدار تولید و سرعت را روی صفحه PLC تنظیم کنند.
دستگاه اختیاری: پانچ سوراخهای نصب
●سوراخهای انتهایی:هر انتهای تیغههای کرکره غلتکی دو سوراخ دارد که با بستهای نصب مطابقت دارند. این سوراخها را میتوان روی خط فرمدهی نیز ایجاد کرد و زمان و هزینه سوراخکاری دستی را کاهش داد.
●پانچ و برش:دو پانچ قبل و بعد از تیغههای برش قرار دارند و از یک ایستگاه هیدرولیک مشترک استفاده میکنند تا برش و پانچ همزمان امکانپذیر باشد.
●پانچ قابل تنظیم:اندازه سوراخ و فاصله از لبه قابل تنظیم است.
دستگاه اختیاری: دستگاه پانچ هیدرولیک مستقل

●مناسب برای پانچ مداوم یا متراکم:ایدهآل برای نیازهای پانچ با فرکانس بالا.
●هماهنگی تولید کارآمد:وقتی تقاضا برای کرکرههای غلتکی پانچشده کمتر از کرکرههای غیر پانچشده باشد، جداسازی فرآیندهای پانچ و شکلدهی به دو خط تولید مستقل میتواند کارایی کلی را افزایش دهد.
●قالبهای پانچ سفارشی:اگر مشتری پس از دریافت، قالبهای پانچ جدیدی با مدلهای مختلف داشته باشد، میتوانیم قالبهای جدید را در محدوده پهنای تغذیه دستگاه پانچ هیدرولیک اصلی، سفارشیسازی کنیم.
آزمایش

● مهندسان ما هر مرحله از دستگاه دو ردیفه را قبل از ارسال کالیبره میکنند تا اطمینان حاصل شود که تولید میتواند به محض دریافت، به سرعت آغاز شود.
● کرکرههای نورد تولید شده به صورت ۱:۱ با نقشهها مقایسه خواهند شد.
● ما همچنین تقریباً ۲ متر پروفیل برش میدهیم و ۳-۴ قطعه را مونتاژ میکنیم تا بررسی کنیم که کرکرهها محکم و بدون شل شدن جا میافتند و با فاصله مناسب رول میشوند.
1. کویل بازکن

۲. تغذیه

3. پانچ کردن

4. غرفههای رول فرمینگ

۵. سیستم رانندگی

6. سیستم برش

دیگران

میز بیرون



1-300x168.jpg)