








پرفیل

این محصولات دیوار گلمیخ فولادی در کاربردهای مختلفی مانند دیوارهای باربر، دیوارهای پردهای، تیرچههای کف و خرپاهای سقف مورد استفاده قرار میگیرند.
گلمیخها، ریلها، امگاها و سایر پروفیلهای سبک معمولاً توسط خطوط نورد سرد تولید میشوند. ابعاد پروفیل و الگوهای پانچ را میتوان سفارشی کرد.
نمودار جریان مورد واقعی
کویل بازکن--هدایت کننده--رول فرم دهنده--پانچ هیدرولیک متحرک--برش هیدرولیک متحرک--میز خروجی
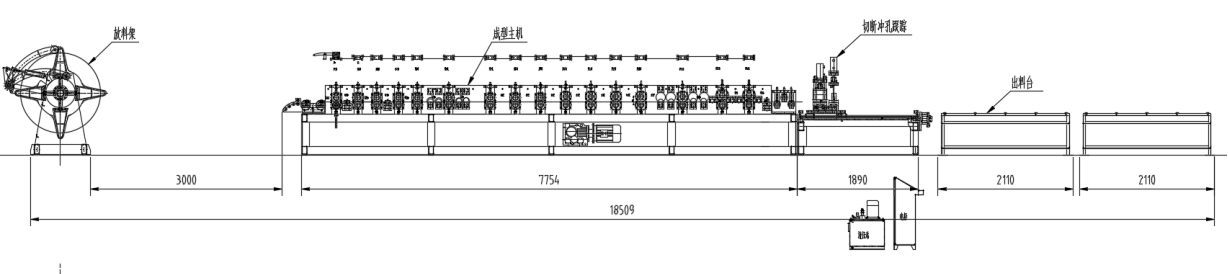
پارامترهای فنی اصلی مورد واقعی
سرعت خط: 0-15 متر در دقیقه با سوراخکاری، قابل تنظیم
سرعت قالبگیری: 0-40 متر در دقیقه
3. مواد مناسب: فولاد گالوانیزه
ضخامت مواد: 0.4-0.8 میلی متر
دستگاه رول فرمینگ ۵. ساختار پنل دیواری
6. سیستم رانندگی: سیستم رانندگی زنجیره ای
۷. سیستم پانچ و برش: هیدرولیک. نوع پروازی، رول فرمینگ هنگام برش متوقف نمیشود.
8. کابینت PLC: سیستم زیمنس. نوع قابل حمل.
ماشین آلات مورد واقعی
1. کویل بازکن * 1
دستگاه رول فرمینگ * 1
3. دستگاه پانچ هیدرولیک پرنده * 1
دستگاه برش پرنده * 1
میز ۵.Out * ۲
کابینت کنترل 6.PLC * 1
۷. ایستگاه هیدرولیک * ۱
۸. جعبه قطعات یدکی (رایگان)*۱
اندازه کانتینر: 1x20GP
شرح مورد واقعی
کویل بازکن دستی
●با توجه به نازکی پروفیلهای گلمیخ ۰.۴ تا ۰.۸ میلیمتر، یک دستگاه رولگردان دستی میتواند نیازهای رولپیچ کردن را برآورده کند.
●ناکارآمد: با این حال، فاقد قدرت خود است و برای کشیدن کویل فولادی به دستگاه رول فرمینگ متکی است.
●نیاز به کمک دستی: کشش مندرل نیز به صورت دستی انجام میشود که منجر به راندمان پایینتر و تنها برآورده کردن الزامات اولیه باز کردن کلاف میشود.

نوع کویل بازکن اختیاری: کویل بازکن موتوری
● با نیروی موتور، راندمان باز کردن کلاف را افزایش داده و نیاز به مداخله دستی و هزینههای نیروی کار را کاهش میدهد.
کویل بازکن هیدرولیک (اختیاری):
● قاب پایدار و مستحکم:برای بارگیری کویلهای فولادی استفاده میشود. کویلشکن هیدرولیکی، فرآیند تغذیه کارآمدتر و ایمنتر را به خط تولید تضمین میکند.
● دستگاه انبساط هسته:مندرل یا آربور هیدرولیکی منبسط و منقبض میشود تا با کویلهای فولادی با قطر داخلی ۴۹۰-۵۱۰ میلیمتر سازگار شود(یا سفارشی)، محکم کردن کویلها برای باز شدن روان.
● مطبوعات-بازو:پرس هیدرولیک-این بازو، سیمپیچ را در جای خود نگه میدارد و از آزاد شدن ناگهانی تنش داخلی که میتواند به کارگران آسیب برساند، جلوگیری میکند.
● نگهدارنده کویل:این قطعه که با پیچ و مهره محکم به تیغههای مندرل متصل شده است، مانع از لغزش سیمپیچ از روی شفت میشود. به راحتی قابل نصب و جداسازی است.
● سیستم کنترل:مجهز به PLC و پنل کنترل، دارای دکمه توقف اضطراری برای افزایش ایمنی.
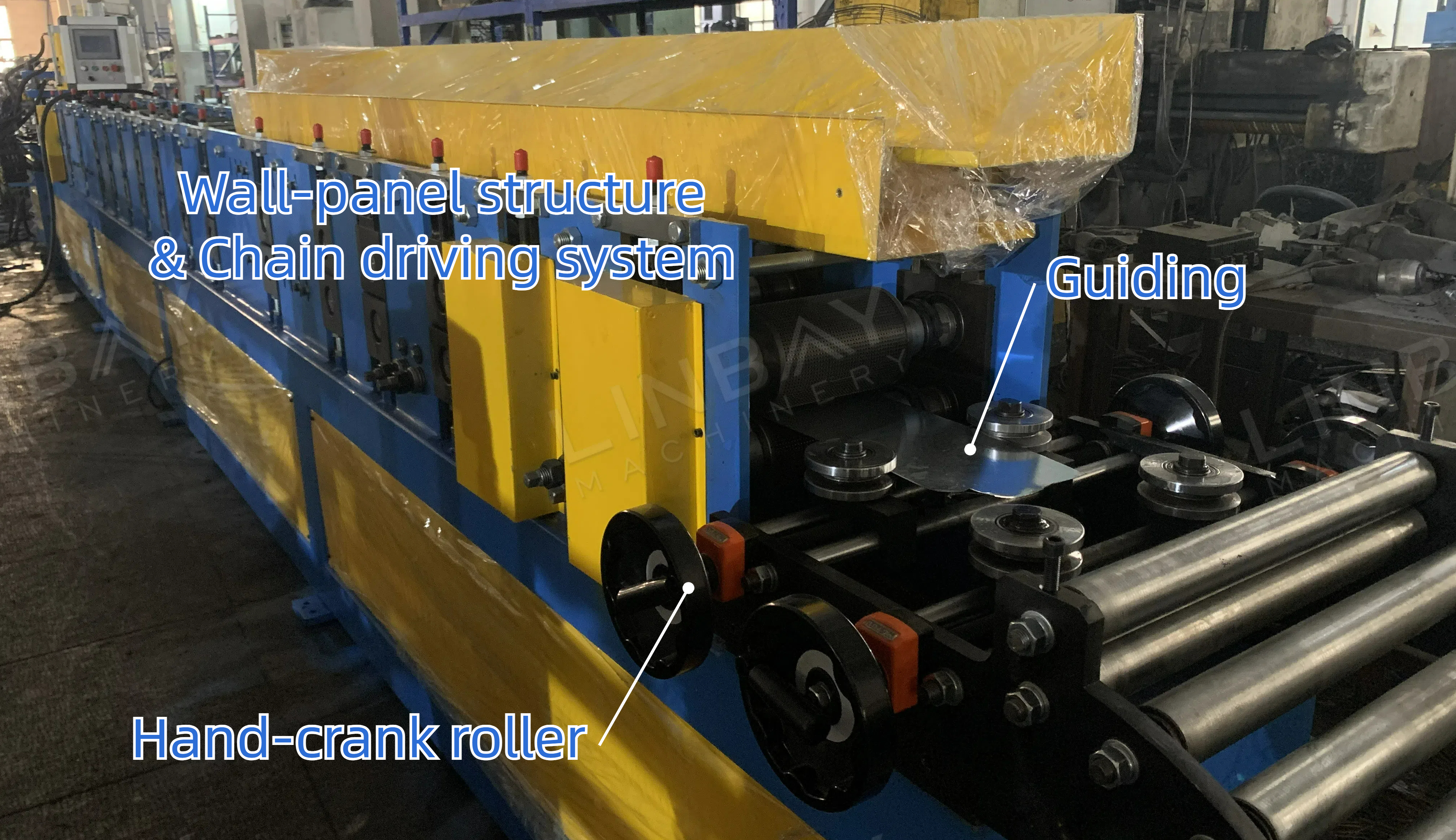
هدایت
● عملکرد اصلی:برای هدایت کلاف فولادی در امتداد خط مرکزی دستگاه، جلوگیری از ناهمترازی که ممکن است باعث پیچش، خمیدگی، پلیسه و مشکلات ابعادی در محصول نهایی شود.
● وسایل هدایت:چندین غلتک هدایتکننده در ورودی و درون دستگاه رولفرمینگ قرار گرفتهاند تا اثر هدایت را افزایش دهند.
● نگهداری:مرتباً فاصله وسایل راهنما را کالیبره کنید، مخصوصاً پس از حمل و نقل و در طول استفاده طولانی مدت.
● پیش ارسال:ما، تیم لینبی، عرض راهنما را برای کالیبراسیون مشتری پس از دریافت، اندازهگیری و در دفترچه راهنمای کاربر ثبت میکنیم.
● عرض هدایت را میتوان با استفاده از غلتک میللنگ دستی به دقت تنظیم کرد.
فرم رولدستگاه ing
● ابعاد چندگانه در دسترس است: این خط تولید میتواند نقاط شکلدهی روی غلتکها را به صورت دستی تنظیم کند تا سه اندازه مختلف گلمیخ تولید کند. ما دفترچههای راهنما، ویدیوهای راهاندازی، تماسهای ویدیویی و راهنمایی در محل از سوی مهندسان را ارائه میدهیم تا به کارگران مشتریان کمک کنیم نحوه تعویض غلتکها را یاد بگیرند.
برای مشاهده نحوه تغییر فضای غلتک، روی تصویر زیر کلیک کنید:

● نیمرخ نامتقارن:برخلاف پروفیلهای ناودانی مرسوم، این پروفیل Montante construccón en seco دارای دو لبه بلند نامتقارن است که نیاز به طراحی دقیقتر غلتکهای دستگاه شکلدهی دارد.
● پیکربندی اقتصادی و مناسب:دارای ساختار پنل دیواری و سیستم محرک زنجیریکه وقتی ضخامت کویل فولادی 0.4-0.8 میلیمتر باشد، کاملاً مناسب است.
● غلتکهای برجستهکاری:کویل فولادی از میان مجموعهای از غلتکهای برجسته عبور میکند و الگوهای نقطهای را روی سطح پروفیل حک میکند تا اصطکاک را افزایش داده و چسبندگی سیمان را بهبود بخشد.
● پوشش زنجیر:زنجیرها توسط یک جعبه فلزی پوشانده شدهاند که ایمنی کارگران را تضمین کرده و زنجیرها را از آسیب ناشی از ذرات معلق در هوا محافظت میکند.
● غلتکها:برای مقاومت در برابر زنگزدگی و خوردگی، با کروم آبکاری و عملیات حرارتی شدهاند و طول عمر آنها را افزایش میدهند.
● موتور اصلی:استاندارد ۳۸۰ ولت، ۵۰ هرتز، ۳ فاز، با قابلیت سفارشیسازی.
پانچ هیدرولیک پرنده و برش هیدرولیک پرنده

● راندمان بالاتر:دستگاههای پانچ و برش دارای یک پایه مشترک هستند که به آنها اجازه میدهد با همان سرعت دستگاه شکلدهی به جلو حرکت کنند. این امر باعث میشود نواحی پانچ و برش نسبتاً ثابت بمانند و امکان عملکرد مداوم دستگاه شکلدهی و در نهایت بهبود راندمان کلی تولید را فراهم میکند.
● طراحی دو ایستگاهه:پانچ و برش در دو ایستگاه هیدرولیک جداگانه انجام میشود که انعطافپذیری بیشتری را ارائه میدهد. قالبهای پانچ را میتوان طبق نقشههای مشتری سفارشیسازی کرد.
● دقت بالای طول برش:تلورانس در محدوده ±1 میلیمتر، با استفاده از یک انکودر برای اندازهگیری طول پیشروی کویل فولادی، تبدیل آن به سیگنالهای الکتریکی و ارسال این دادهها به کابینت PLC حاصل میشود. کارگران میتوانند طول برش، مقدار تولید و سرعت را روی صفحه PLC تنظیم کنند.
راه حل مقرون به صرفه اختیاری: توقف پانچ و توقف برش
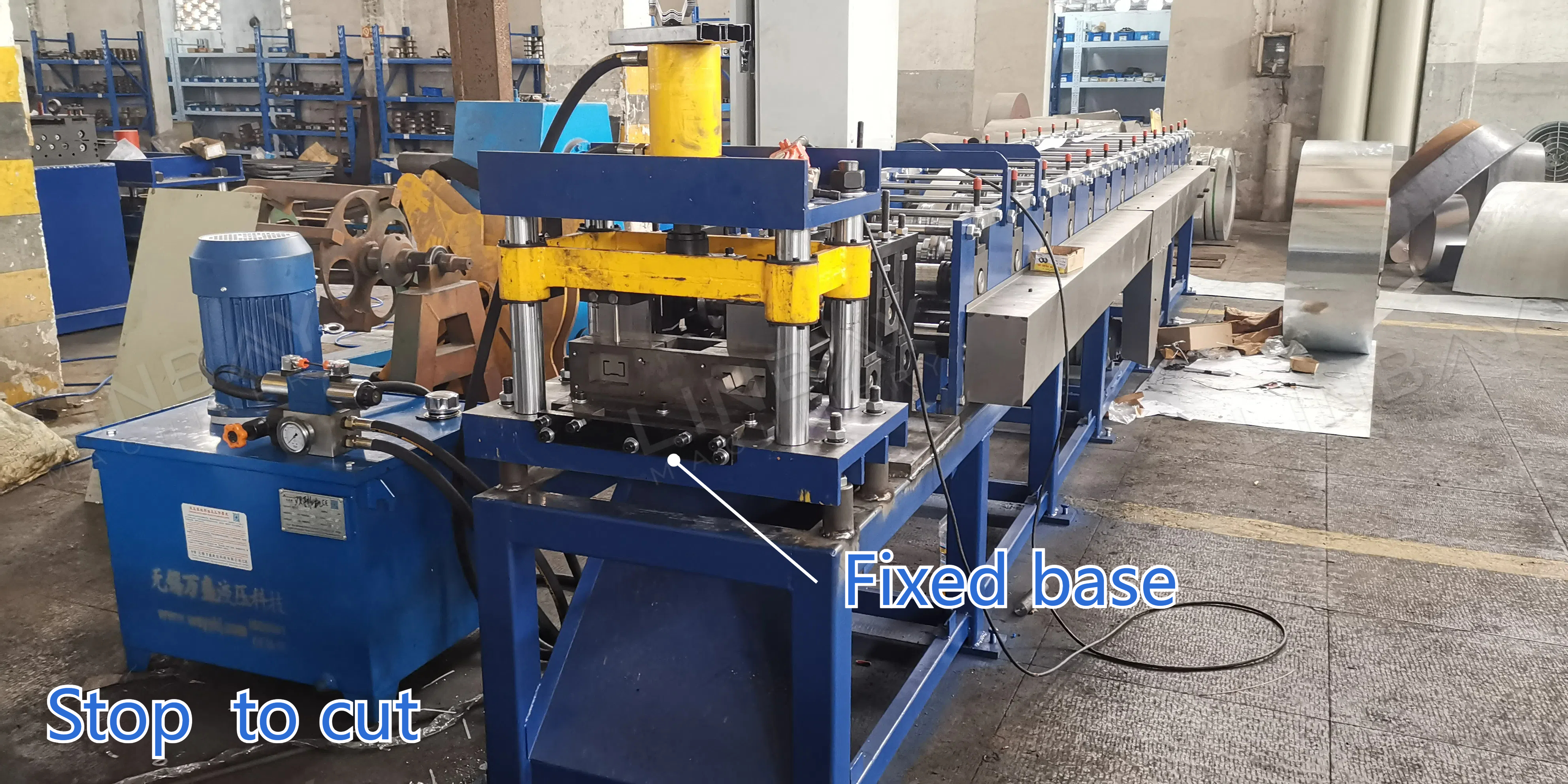
برایتقاضای تولید کمتر و بودجه محدودمیتوان از پیکربندیهای توقف پانچ و توقف برش استفاده کرد. در حین پانچ و برش، دستگاه شکلدهی باید برای تطبیق با این فرآیندها مکث کند. اگرچه این امر منجر به کاهش راندمان میشود، اما کیفیت پانچ و برش همچنان بالا باقی میماند.
1. کویل بازکن

۲. تغذیه

3. پانچ کردن

4. غرفههای رول فرمینگ

۵. سیستم رانندگی

6. سیستم برش

دیگران

میز بیرون






