कंपनी प्रोफ़ाइल

रोलिंग शटर स्लैट्स रोलिंग शटर का एक महत्वपूर्ण घटक हैं, और विभिन्न क्षेत्रीय बाज़ारों में अलग-अलग डिज़ाइन प्रोफ़ाइल पसंद की जाती हैं। इन स्लैट्स के उत्पादन के लिए कोल्ड रोल फॉर्मिंग लाइनें एक आम और कुशल विकल्प हैं।
लिनबे टीम हमारे अनुभव, प्रत्येक प्रोफ़ाइल के लिए उत्पादन आवश्यकताओं और छिद्रण आवश्यकताओं के आधार पर उपयुक्त उत्पादन समाधान प्रदान कर सकती है।
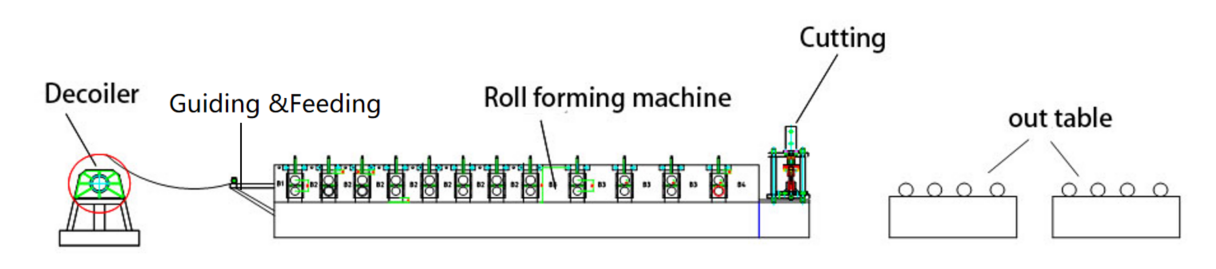
वास्तविक मामला-प्रवाह चार्ट
हाइड्रोलिक डिकोइलर--गाइडिंग--रोल बनाने की मशीन--हाइड्रोलिक कटिंग मशीन--आउट टेबल
वास्तविक मामला-मुख्य तकनीकी पैरामीटर
1.लाइन गति: 0-12 मीटर/मिनट, समायोज्य
2. उपयुक्त सामग्री: जस्ती इस्पात
3.सामग्री की मोटाई: 0.6-0.8 मिमी
4.रोल बनाने की मशीन: कच्चा लोहा संरचना
5.ड्राइविंग सिस्टम: चेन ड्राइविंग सिस्टम
6.काटने की प्रणाली: हाइड्रोलिक पावर। काटने के लिए रुकें, काटने के दौरान रोल फॉर्मर को रुकना होगा।
7.पीएलसी कैबिनेट: सीमेंस प्रणाली.
वास्तविक मामला-मशीनरी
1.मैनुअल डिकोइलर*1
2.रोल बनाने की मशीन*1
3.हाइड्रोलिक कटिंग मशीन*1 (प्रत्येक रोलिंग शटर स्लैट प्रोफाइल के लिए 1 अलग कटिंग ब्लेड की आवश्यकता होती है)
4.आउट टेबल*2
5.पीएलसी नियंत्रण कैबिनेट*1
6.हाइड्रोलिक स्टेशन*1
7.स्पेयर पार्ट्स बॉक्स (निःशुल्क)*1
वास्तविक मामला-विवरण
डेकोइलर

● रोलर शटर स्लैट्स:उनकी छोटी मोटाई और चौड़ाई के कारण,मैनुअल और मोटर चालितडिकॉइलर, अनकॉइलिंग आवश्यकताओं को पूरा करने के लिए पर्याप्त हैं।
● मैनुअल संस्करण:यह बिना बिजली के चलता है, स्टील कॉइल को आगे खींचने के लिए फॉर्मिंग रोलर्स के बल पर निर्भर करता है। इसकी अनकॉइलिंग दक्षता कम होती है और सुरक्षा भी थोड़ी कम होती है। मैंड्रेल विस्तार मैन्युअल रूप से किया जाता है। यह लागत-प्रभावी है, लेकिन बड़े पैमाने पर निरंतर उत्पादन के लिए उपयुक्त नहीं है।
●मोटर संस्करण:मोटर द्वारा संचालित होने के कारण, यह अनकॉइलिंग दक्षता को बढ़ाता है तथा मैनुअल हस्तक्षेप की आवश्यकता को कम करता है, जिससे श्रम लागत में बचत होती है।
वैकल्पिक डेकोइलर प्रकार: डबल-हेड डेकोइलर
● बहुमुखी चौड़ाई:एक डबल-हेड डिकोइलर विभिन्न चौड़ाई के स्टील कॉइल को संग्रहीत कर सकता है, जो डबल-पंक्ति फॉर्मिंग मशीनों के लिए उपयुक्त है।
● निरंतर संचालन:जब एक हेड कॉइल खोल रहा होता है, तो दूसरा हेड नई कॉइल लोड और तैयार कर सकता है। जब एक कॉइल खत्म हो जाती है, तो डिकॉयलर 180 डिग्री घूम सकता है।
गाइडिंग
● प्राथमिक कार्य:स्टील कॉइल को मशीन की केंद्र रेखा के साथ संरेखित करना, जिससे गलत संरेखण को रोका जा सके, जो तैयार उत्पाद में घुमाव, झुकाव, गड़गड़ाहट और आयामी मुद्दों का कारण बन सकता है।
● मार्गदर्शक उपकरण:फीड इनलेट पर और रोल फॉर्मिंग मशीन के भीतर कई मार्गदर्शक उपकरण मार्गदर्शक प्रभाव को बढ़ाते हैं।
● रखरखाव:मार्गदर्शक उपकरणों की दूरी को नियमित रूप से कैलिब्रेट करें, विशेष रूप से परिवहन के बाद और दीर्घकालिक उपयोग के दौरान।
● प्री-शिपमेंट:लिनबे टीम ग्राहक के अंशांकन के लिए गाइडिंग चौड़ाई को मापती है और प्राप्ति पर उपयोगकर्ता मैनुअल में रिकॉर्ड करती है।
रोल बनाने की मशीन
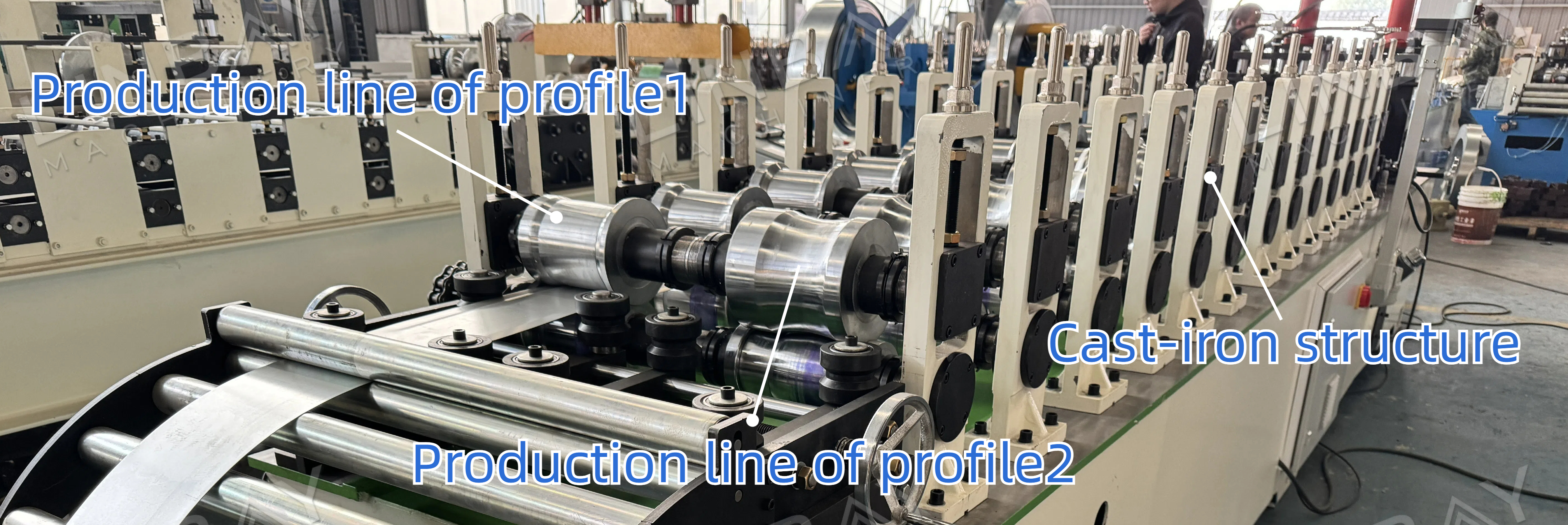
● बहुमुखी आकार:दोहरी पंक्ति संरचना दो अलग-अलग आकृतियों के रोलिंग शटर स्लैट्स को संभाल सकती है, जिससे ग्राहकों के लिए मशीन और स्थान की लागत कम हो जाती है।
●टिप्पणी:दोनों उत्पादन लाइनें एक साथ नहीं चल सकतीं। दोनों प्रोफाइलों की उच्च उत्पादन माँग के लिए, दो अलग-अलग उत्पादन लाइनों का उपयोग करने की अनुशंसा की जाती है।
●संरचना:इसमें कच्चा लोहा स्टैंड और चेन ड्राइव प्रणाली की सुविधा है।
●चेन कवर:जंजीरों को धातु की जाली से सुरक्षित किया जाता है, जिससे श्रमिकों की सुरक्षा सुनिश्चित होती है और मलबे से जंजीरों को नुकसान पहुंचने से रोका जा सकता है।
●रोलर्स:जंग और संक्षारण प्रतिरोध के लिए क्रोम-प्लेटेड और ताप-उपचारित, जिससे उनका जीवनकाल बढ़ जाता है।
●मुख्य मोटर:मानक 380V, 50Hz, 3-चरण, अनुकूलन उपलब्ध है।
हाइड्रोलिक कटिंग मशीन 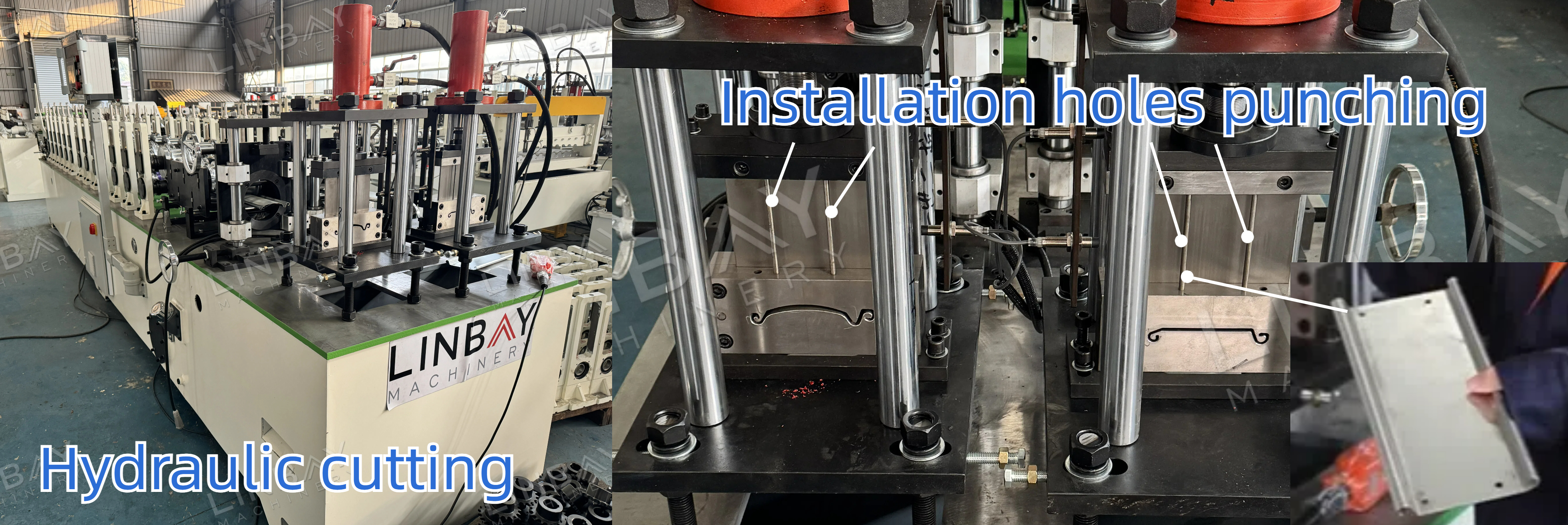
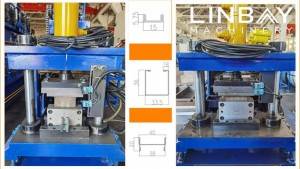
●परिशुद्धता-इंजीनियर ब्लेड:रोलिंग शटर स्लैट विनिर्देशों से मेल खाने के लिए डिज़ाइन किया गया, जिससे चिकनी, विरूपण-मुक्त और गड़गड़ाहट-मुक्त कटिंग किनारे सुनिश्चित होते हैं।
●उच्च काटने लंबाई सटीकता:±1 मिमी के भीतर सहनशीलता, स्टील कॉइल की अग्रिम लंबाई मापने वाले एक एनकोडर का उपयोग करके प्राप्त की जाती है, जो इसे विद्युत संकेतों में परिवर्तित करता है, और इस डेटा को पीएलसी कैबिनेट में वापस भेजता है। कर्मचारी पीएलसी स्क्रीन पर कटिंग की लंबाई, उत्पादन मात्रा और गति निर्धारित कर सकते हैं।
वैकल्पिक उपकरण: स्थापना छेद छिद्रण
●अंत छेद:रोलिंग शटर स्लैट्स के प्रत्येक सिरे पर माउंटिंग फास्टनरों से मेल खाते दो छेद होते हैं। ये छेद फॉर्मिंग लाइन पर भी बनाए जा सकते हैं, जिससे मैन्युअल ड्रिलिंग का समय और लागत कम हो जाती है।
●छिद्रण और काटना:काटने वाले ब्लेड के पहले और बाद में दो पंच लगाए जाते हैं, जो एक ही हाइड्रोलिक स्टेशन को साझा करते हैं, जिससे एक साथ काटने और छिद्रण की सुविधा मिलती है।
●अनुकूलन योग्य छिद्रण:छेद का आकार और किनारे से दूरी को अनुकूलित किया जा सकता है।
वैकल्पिक उपकरण: स्टैंडअलोन हाइड्रोलिक पंच मशीन

●निरंतर या सघन छिद्रण के लिए उपयुक्त:उच्च आवृत्ति छिद्रण आवश्यकताओं के लिए आदर्श।
●कुशल उत्पादन समन्वय:जब छिद्रित रोलिंग शटर की मांग गैर-छिद्रित शटर की तुलना में कम होती है, तो छिद्रण और निर्माण प्रक्रियाओं को दो स्वतंत्र उत्पादन लाइनों में विभाजित करने से समग्र दक्षता में वृद्धि हो सकती है।
●कस्टम पंचिंग डाईज़:यदि ग्राहक के पास रसीद के बाद नई पंचिंग डाई शैलियाँ हैं, तो हम मूल हाइड्रोलिक पंच मशीन की फीड चौड़ाई सीमा के भीतर नई डाई को अनुकूलित कर सकते हैं।
परीक्षण

● हमारे इंजीनियर शिपमेंट से पहले डबल-रो मशीन के प्रत्येक चरण को कैलिब्रेट करेंगे ताकि यह सुनिश्चित किया जा सके कि प्राप्ति के तुरंत बाद उत्पादन शुरू हो सके।
● उत्पादित रोलिंग शटर की तुलना चित्रों के साथ 1:1 अनुपात में की जाएगी।
● हम लगभग 2 मीटर प्रोफ़ाइल भी काटेंगे और 3-4 टुकड़े जोड़ेंगे ताकि यह जांचा जा सके कि शटर बिना ढीले हुए कसकर फिट हो जाएं और उचित अंतराल के साथ रोल हो जाएं।
1. डेकोइलर

2. खिलाना

3. छिद्रण

4. रोल बनाने वाले स्टैंड

5. ड्राइविंग सिस्टम

6. काटने की प्रणाली

अन्य

बाहर की मेज



1-300x168.jpg)