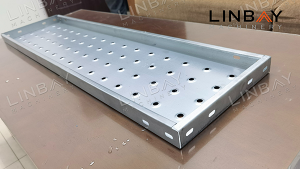
Perfil

Ši valcavimo staklės skirtos gaminti dviejų skirtingų dydžių drenažo groteles. Profiliai yra 1,5 mm storio ir pagaminti iš aukštos kokybės cinkuoto plieno. Šios grotelės užtikrina drenažą, neslidumą, apkrovos palaikymą ir kvapų kontrolę, todėl idealiai tinka dušams ir grindų drenažams. Mašina gali veikti iki 12 metrų per minutę greičiu.
Kiekvieną įrenginį galima pritaikyti pagal kliento specifikacijas ir biudžetą. Prieš išsiunčiant, kiekvienas įrenginys yra kruopščiai išbandomas, siekiant užtikrinti, kad jis atitiktų gamybos standartus ir laikui bėgant užtikrintų stabilų veikimą.
Kiekvienos dalies gamybos linija ir parametrai
()Parametrų lentelė)
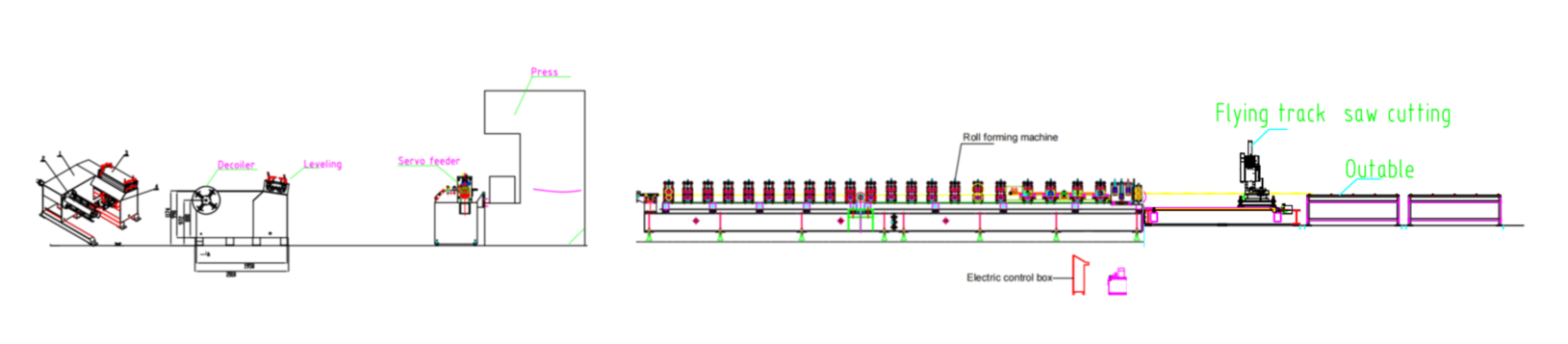
Išsamus kiekvienos gamybos linijos dalies aprašymas
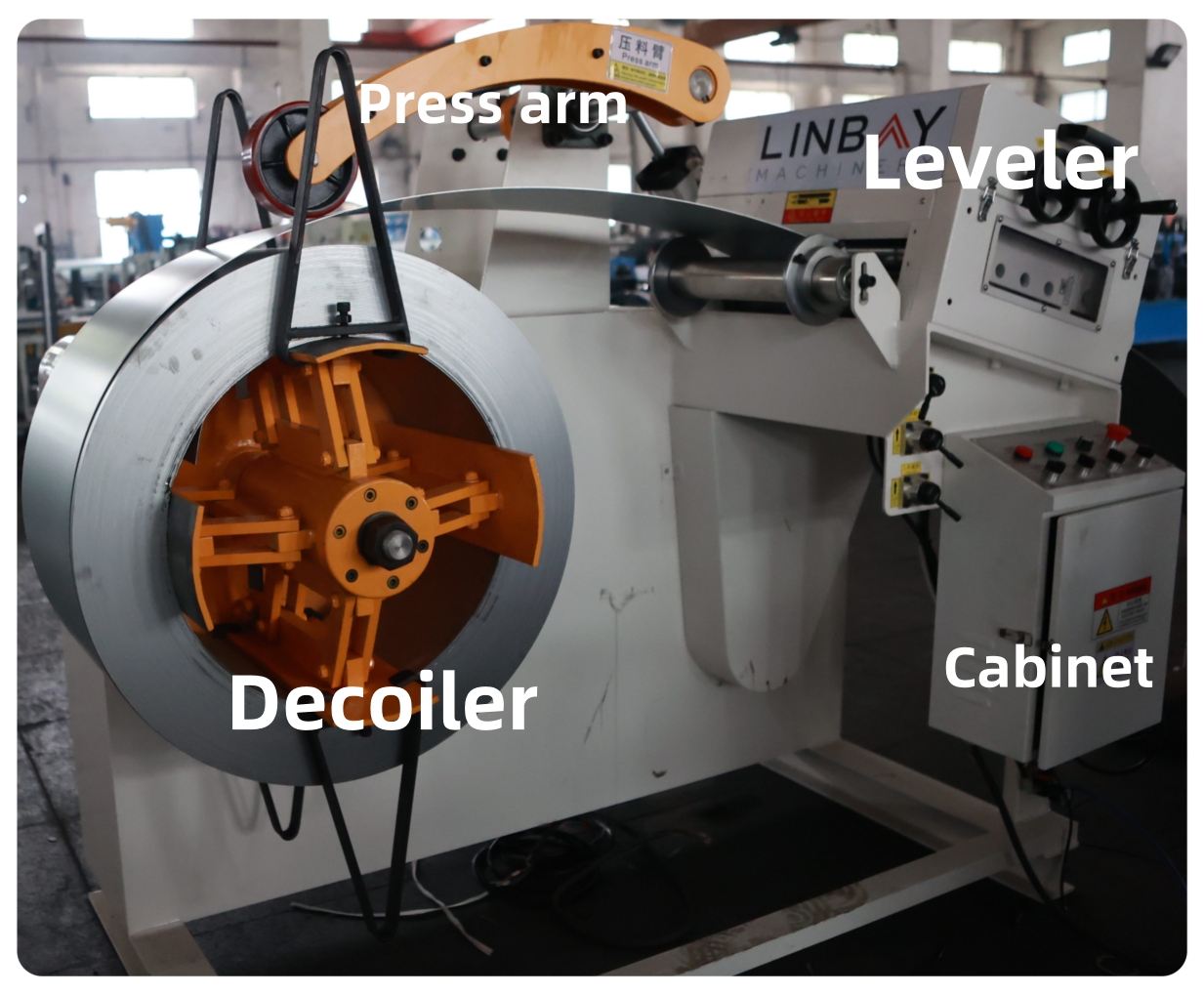
Devyniotuvas:Gamybos linijos pradžioje yra integruotas išvyniotuvas ir lyginimo blokas. Išvyniotuve yra prispaudimo svirtis, neleidžianti plieno ritiniui staiga išsivynioti, taip sumažinant operatorių sužalojimo riziką. Šis mechanizmas taip pat pritvirtina ritinį vietoje, užtikrindamas saugų darbą.
Greta išvyniotuvo yra lyginimo sekcija, kurią sudaro 7 lyginimo voleliai ir 4 prispaudimo voleliai. Šis procesas atpalaiduoja vidinius plieno ritės įtempius ir sukuria lygesnį paviršių, paruošdamas medžiagą perforavimo etapui.
Naudojant kombinuotą išvyniotuvą ir išlygintuvą, erdvės panaudojimas yra efektyvesnis, palyginti su atskirų įrenginių naudojimu. Nors nepriklausomiems įrenginiams reikia 3–4 metrų atstumo tarp jų, integruota sistema sumažina šį atstumą ir supaprastina gamybos liniją.
Limiter:Tarp ritinėlio ir perforavimo preso įrengtas ribos jutiklis. Jis sujungtas su perforavimo mašina ir skirtas plieninės juostos padėčiai nustatyti.

Perforavimo presas:Perforavimo zonoje naudojamas 160 tonų presas, galintis atlikti nuo 35 iki 50 smūgių per minutę. Šis presas yra greitesnis nei standartinis hidraulinis presas, todėl pagerėja bendras gamybos linijos efektyvumas. Kiekvienam gaminio dydžiui reikalingas atskiras formų rinkinys, tai reiškia, kad iš viso naudojami 2 rinkiniai. Keičiant gamybos dydžius, prese reikia pakeisti atitinkamas formas.
Presas taip pat aprūpintas servovariklio tiektuvu, užtikrinančiu tikslų padėties nustatymą perforavimo metu ir greitą medžiagos padavimą. Perforatoriaus valdymas atliekamas per atskirą elektros spintelę. Pateikiamas išsamus vadovas, kuriame klientui paaiškinama, kaip tinkamai valdyti mašiną.

Limiteris:Tarp perforatoriaus ir ritinėlio formavimo įrenginio yra rėmas su ribiniais jutikliais. Rėme yra du jutikliai: viršutinis yra prijungtas prie ritinėlio formavimo įrenginio ir sustabdo mašiną, jei plieninė juosta liečiasi, signalizuodamas, kad ji veikia per greitai. Apatinis jutiklis yra prijungtas prie perforatoriaus ir sustabdo jos veikimą, jei juosta jį liečia, signalizuodamas apie per didelį greitį.
Ši sistema padeda reguliuoti skirtingų gamybos linijos sekcijų greitį, užtikrinant saugų darbą ir apsaugant įrangą nuo galimų pažeidimų.
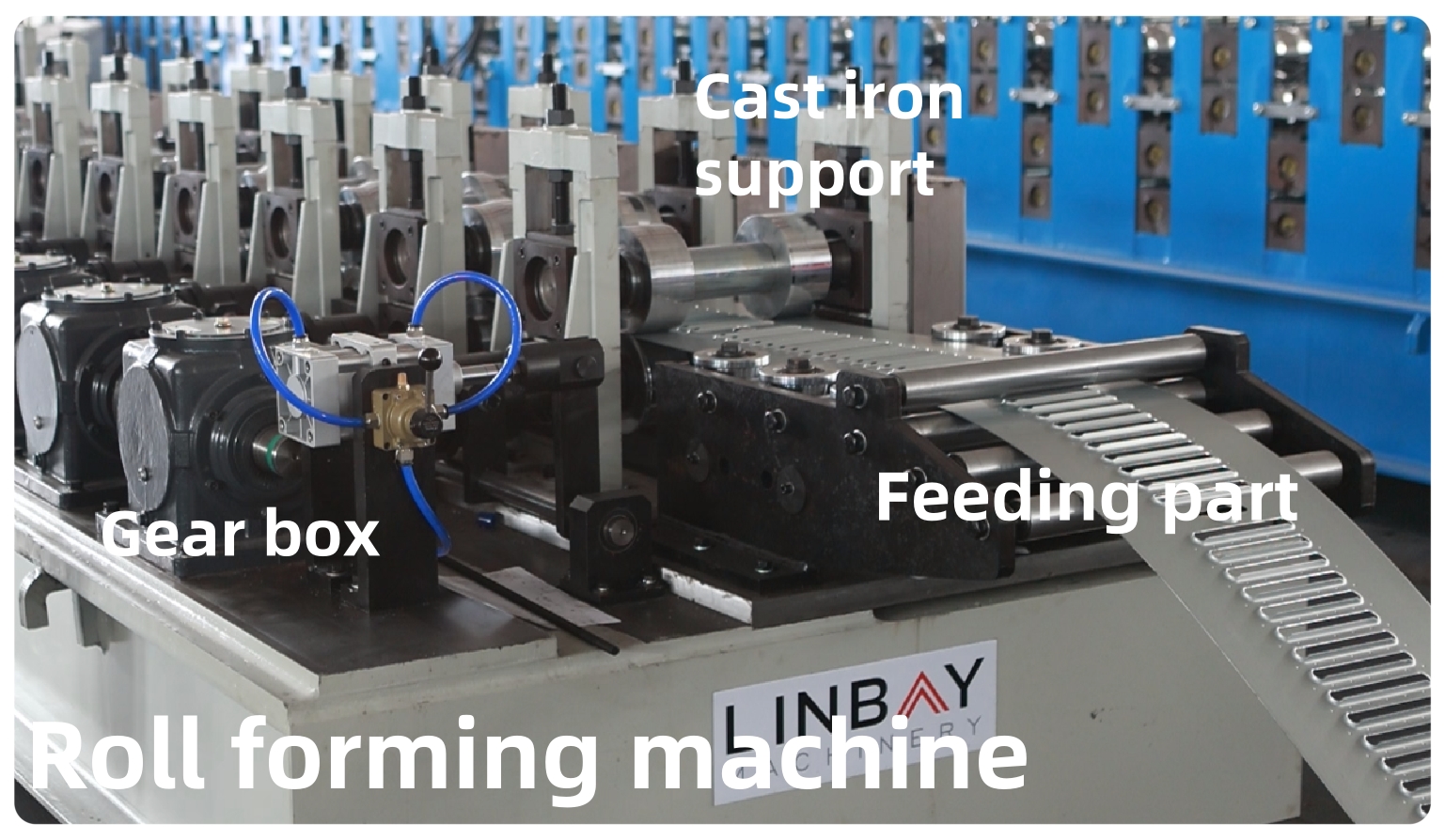

Ritininio formavimo mašina:Ritininis formavimo įrenginys pagamintas iš ketaus atraminio rėmo ir perduoda galią per pavarų dėžes, todėl konstrukcija yra labai stabili ir ilgaamžė. Kad būtų galima naudoti du skirtingus dydžius, mašina turi 2 volelių (kasečių) rinkinius. Keičiant gamybos dydžius, reikia pakeisti atitinkamą kasetę – šis procesas paprastai trunka nuo 30 iki 60 minučių, tačiau įgyjant patirties jis tampa greitesnis.
Be to, voleliai yra chromuoti, kad padidėtų atsparumas korozijai ir pailgėtų jų tarnavimo laikas, užtikrinant patikimą veikimą laikui bėgant.
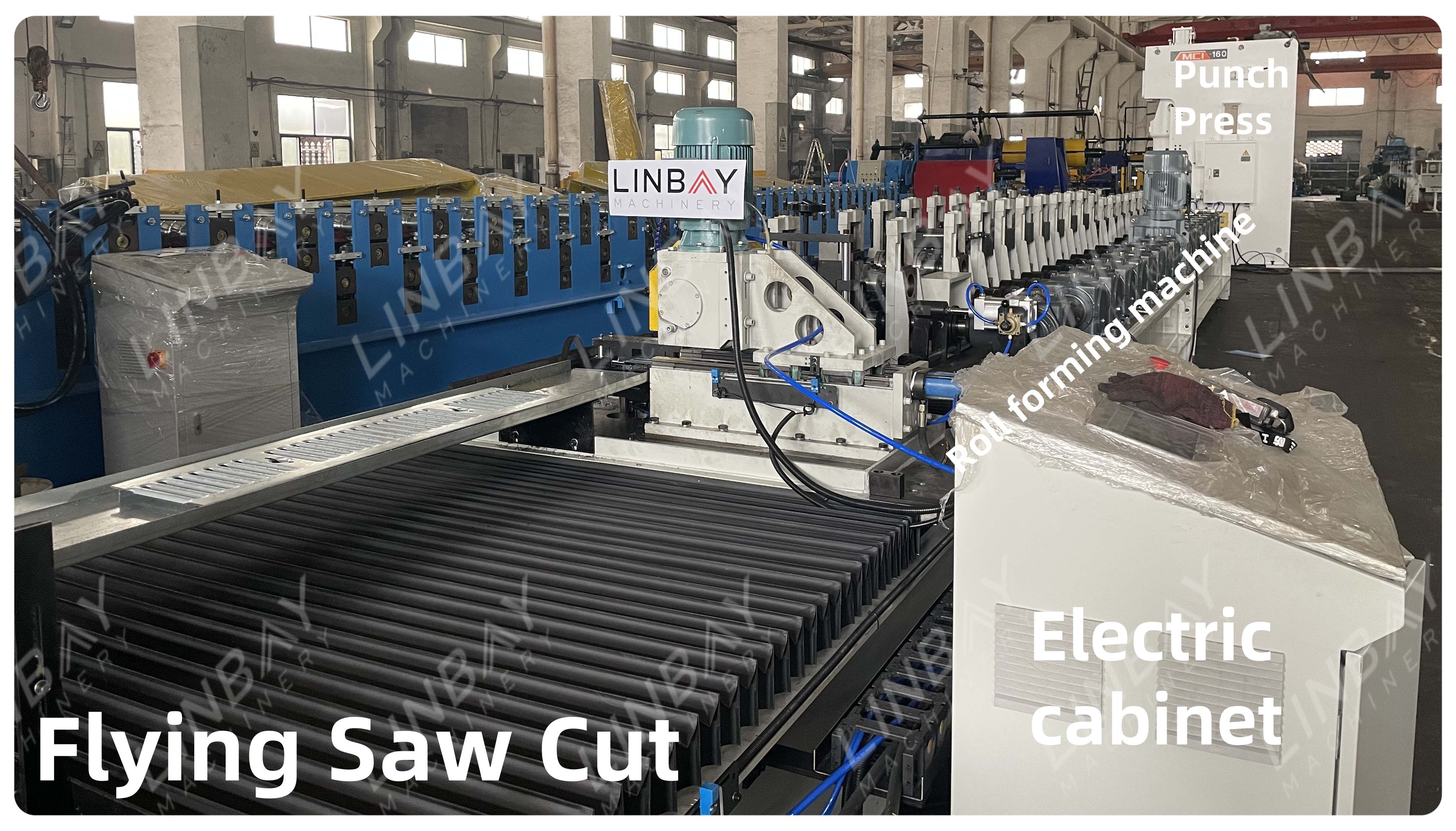
Skraidančio pjūklo pjovimas:Pjovimo zonoje naudojama „skraidančio pjūklo“ sistema. Pjovimo metu tiekiamas aušinimo skystis, kad diskas būtų vėsus ir sumažėtų metalo drožlių išsibarstymas. „Skraidantis pjovimas“ leidžia ritininiam formavimo įrenginiui veikti pjaunant profilį, taip pagerinant bendrą gamybos efektyvumą.
Pjovimo dalies judėjimą valdo servo variklis, kad būtų užtikrintas tikslus sekimas. Prieš pjovimą profilis praeina per tiesintuvą, kad būtų užtikrintas tiesumas. Gauti supjaustyti ruošiniai yra švarūs ir be šerpetojančių atplaišų, paruošti naudoti iš karto.

Atsarginių dalių dėžutė / Montavimo vaizdo įrašas / Vadovas:Savo klientams teikiame išsamų atsarginių dalių rinkinį, apimantį visus svarbiausius komponentus, kad būtų galima greitai pakeisti, jei kuri nors mašinos dalis būtų pažeista. Siekdami užtikrinti, kad gamybos linija būtų tinkamai paruošta pristatymo metu, pridedame nuoseklų montavimo vaizdo įrašą. Be to, pateikiamas išsamus naudotojo vadovas anglų ir kitomis kalbomis, jei reikia, kuriame operatoriams pateikiama visa reikalinga informacija apie efektyvų ir saugų mašinos valdymą.
Mūsų įmonė valdo gamyklą Kinijoje, taip pat biurą ir saloną Meksikoje. Mūsų inžinierių komanda, laisvai kalbanti angliškai ir ispaniškai, teikia profesionalią garantinio aptarnavimo paslaugą, spręsdama dažną riboto aptarnavimo problemą, kylančią perkant įrangą tiesiogiai iš Kinijos.
Tikras korpusas-Mašinos
| Drenažo grotelių ritininio formavimo mašina | |||
| Nr. | Dalis | Specifikacija | Pasirinktinai |
| 1 | Žaliava | Tipas: cinkuotas plienas | |
| Storis (mm): 1,5 mm | |||
| Takumo riba: 250–550 MPa | |||
| 2 | Greitis (m/min) | 0–12 m/min. | Reguliuojamas |
| 3 | Formavimo stotis | 18 | Priklauso nuo profilio |
| 4 | Devyniotuvas | Hidraulinis devyniolis ir lygintuvas | |
| 5 | Formavimo variklis | Kinijos-vokiečių | Siemens |
| 6 | UAB | Panasonic | Siemens |
| 7 | Inverteris | Jaskava | |
| 8 | Perdavimo sistema | Pavarų dėžė | |
| 9 | Volelių medžiaga | GCr15 | |
| 10 | Struktūra | Ketaus atrama | |
| 11 | Profilio dydžių keitimo metodas | Rankinis kasečių keitimas | |
| 12 | Perforatorius | 160 tonų, 35–50 kartų/min. | Hidraulinė stotis |
| 13 | Pelėsių skaičius | 2 | |
| 14 | Iškirpti | Skraidančio pjūklo pjovimas | |
| 15 | Energija | 380 V 50 Hz 3 fazės | Arba paprašius |
| 16 | Spalva | Balta | Arba paprašius |
1. Ritintuvas

2. Maitinimas

3. Perforavimas

4. Valcavimo stovai

5. Vairavimo sistema

6. Pjovimo sistema

Kiti

Išorinis stalas