







profil

Nuestra máquina conformadora está diseñada para fabricar rejillas de drenaje en dos medidas diferentes. Los perfiles producidos tienen un grosor aproximado de 1,5 mm y se elaboran con acero galvanizado de alta calidad. Estas rejillas combinan propiedades de evacuación de agua, resistencia al deslizamiento, capacidad de carga y bloqueo de olores, lo que las hace muy prácticas en baños y sistemas de desagüe de suelos. La línea de producción puede trabajar a velocidades de hasta 12m/min.
Ofrecemos soluciones totalmente adaptables: cada equipo se construye según los planos, especificaciones y presupuesto del cliente. Antes de ser enviada, la máquina pasa por un estricto proceso de pruebas para comprobar su rendimiento, asegurando así una operación confiable y stable durante años de uso.
La línea de producción y parámetros de cada parte
(Tabla de parámetros)
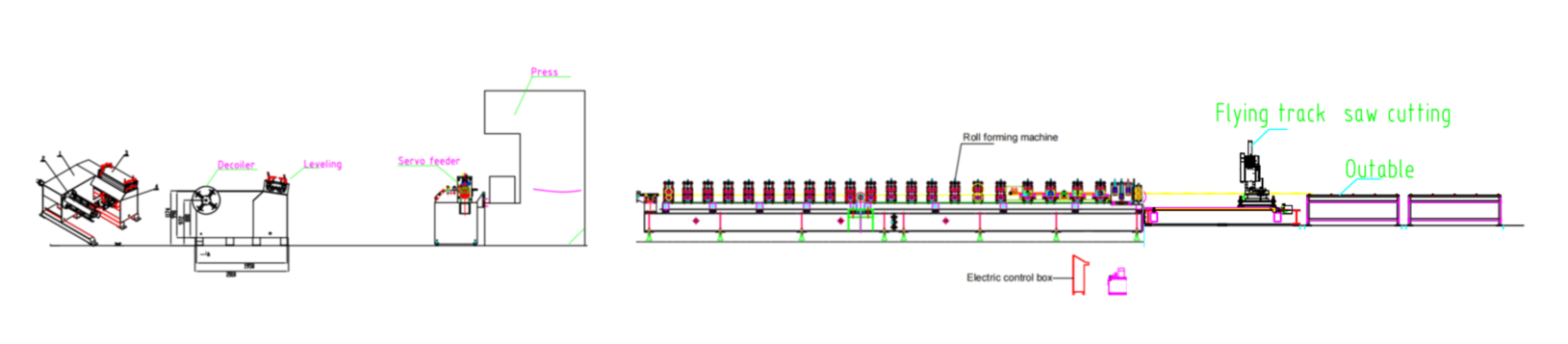
Detallada de cada parte de la línea de producción

Desbobinador:En la parte inicial de la línea se encuentra un equipo que integra tanto el desbobinador como la niveladora. El desbobinador incorpora un brazo de presión cuya función es impedir que la bobina se desplace de manera brusca, reduciendo así el riesgo de accidentes para los operarios. Este sistema de sujeción también asegura que la bobina permanezca en la posición correcta durante el trabajo.
A continuación, se ubica la unidad de nivelado, compuesta por 7 rodillos que corrigen la planicidad y 4 rodillos de presión. Gracias a este proceso, el material libera tensiones internas y adquiere una superficie más uniforme, ary ny vokatra fototra ho an'ny etapa de punzonado.
El uso de una máquina combinada de desenrollado y nivelación ofrece ventajas claras frente a equipos independientes, ya que optimiza el espacio disponible. Mientras que con máquinas separadas se necesita un distancia de 3 a 4 metros entre ellas, con este sistema integrado la línea se vuelve más compacta y eficiente.
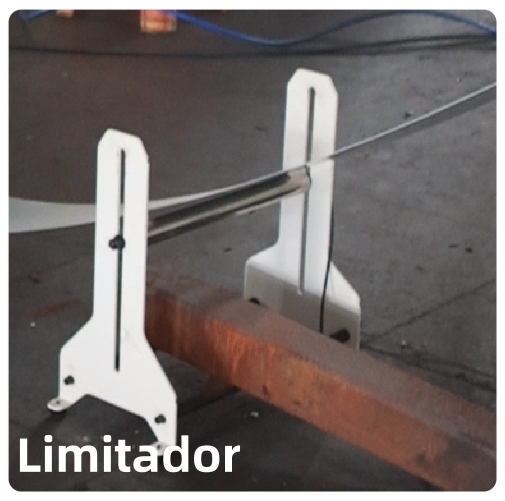
Limitador:Entre el desbobinador y la prensa se coloca un sensor de límite, el cual está vinculado directamente con la punzonadora y sirve para identificar la posición de la tira de acero.

Troqueladora:En la zona de punzonado, la línea cuenta con una troqueladora de 160 tons que puede opear a un velocidad de 35 à 50 golpes pour minute. Este equipo permite un perforado más rápido que una prensa hidráulica convencional, aumentando la productividad de toda la línea. Para cada tamaño de pieza se requiere un juego específico de moldes, sumando un total de 2 juegos disponibles. Al cambiar el tamaño de producción, es necesario reemplazar los moldes correspondientes.
La troqueladora está equipada con un alimentador servo que assegura tanto la rapidez en la alimentación del material como la precisión en la position de perforación. Además, el equipo se controla mediante un armario eléctrico independiente. Para facilitar su uso, se entrega un manual detallado que guía al operador en todas las funciones de la máquina.

sensor kely:Entre la troqueladora y la conformadora se encuentra un marco equipado con sensores de límite. En este bastidor hay dos sensores: el superior está conectado a la conformadora y, al ser activado por el contacto con la banda de acero, indica que la conformadora está operando a una velocidad demasiado alta, deteniéndose automaticamente. El sensor inferior está vinculado a la punzonadora y cumple la misma función, deteniendo la máquina si se excede la velocidad permitida.
Este system permite regular la velocidad de las diferentes secciones de la línea de producción, asegurando la protección de los equipos y un funcionamiento seguro y coordinado.
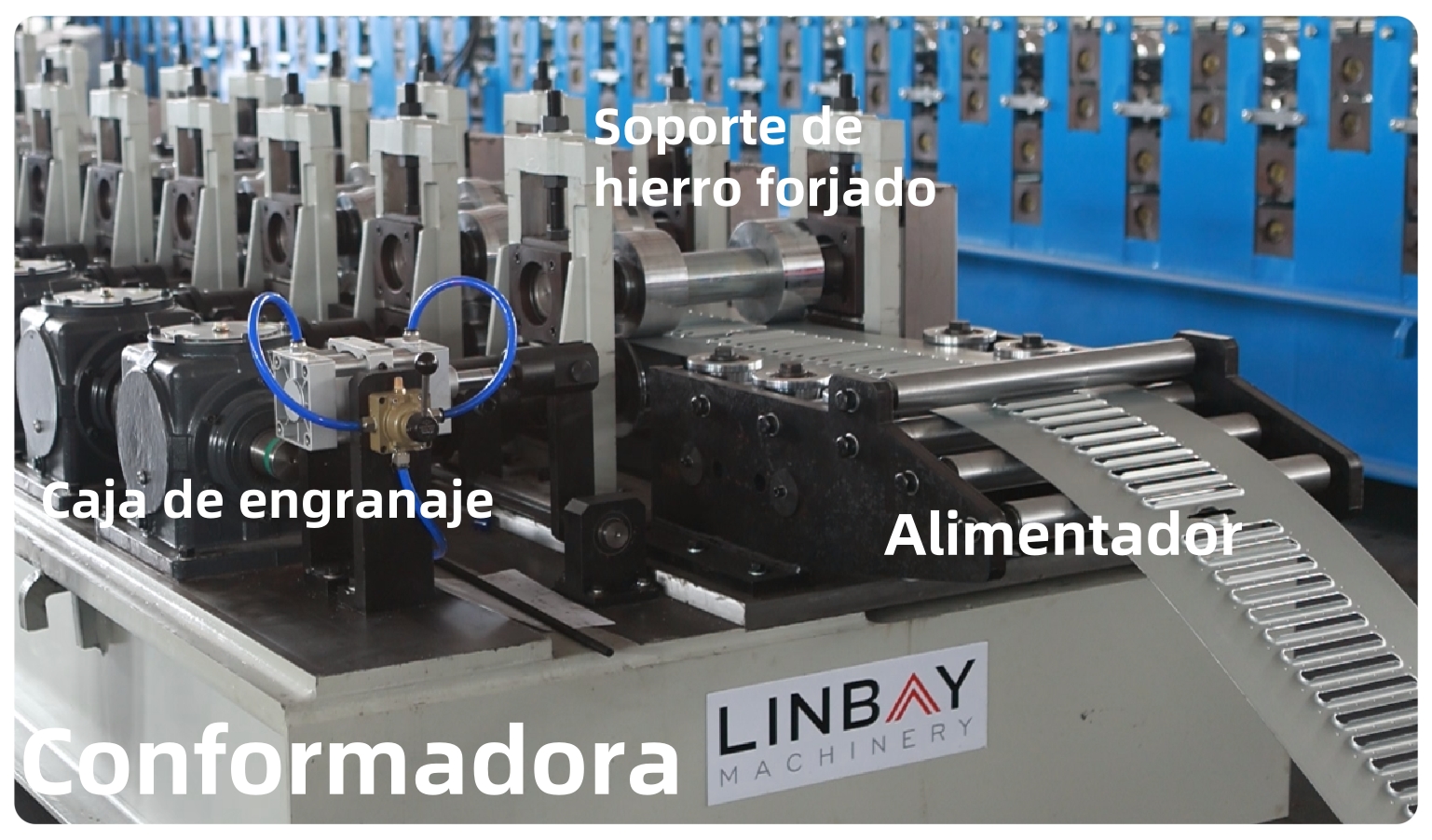

Conformadora:La conformadora cuenta con un marco robusto de hierro forjado y transmite la potencia mediante cajas de engranajes, garantizando así una estructura stable y de larga duración. Para producir dos tamaños distintos, se utilizan un total de 2 juegos de rodillos o casetes. Al cambiar de tamaño de producción, se debe reemplazar el casete correspondiente; normalmente esta operación requiere entre 30 y 60 minutos, aunque con la práctica se puede realizar más rápido.
Los rodillos están recubiertos con cromo, lo que mejora su resistencia a la corrosión y extiende significativamente su vida útil, asegurando un desempeño confiable durante años de trabajo.

Corte hidraulico en movimiento:En la zona de corte se emplea un sistema de sierra en movimiento continuo. Durante el proceso, se aplica un líquido refrigerante sobre la hoja para mantenerla fría y minimizar la dispersión de virutas. El corte en movimiento permite que la roladora continúe operando mientras se realiza el corte del perfil, incrementando así la eficiencia de producción.
La part de corte se controla mediante un motor servo que regula su seguimiento. Antes de cortar, el perfil pasa por una enderezadora para asegurar su rectitud. Ny vokatra farany dia ny tsy fisian'ny cortado sin rebabas, listo para su uso na ensamblaje posterior.

Caja de repuestos / Video de installación / Manual:Ofrecemos a nuestros clientes un conjunto de piezas derepuestoque incluye varios componentes esenciales, lo que permite una rápida sustitución en caso de que alguna part de la máquina sufra daños. Para asegurar que la línea de producción esté correctamente configurada al recibir el equipo, incluimosun video de instalaciónque orienta a través de cada paso del proceso. Además, proporcionamosun manual de instruccionesdetallado, disponible en español y en otros idiomas según sea necesario, que ofrece toda la información esencial para que los operarios manejen la máquina de manera eficiente.
Tenemos una fábrica en China y, al mismo tiempo,una oficina y un showroom en México. Hemos contratadoingenieros que hablan inglés y españolpara ofrecer servicio postventa a nuestros clientes, solucionando así el problem de la falta de un buen soporte después de comprar máquinas de China.
Tena raharaha-Machinery
| Conformadora de rejilla para desagüe | |||
| Nom. | Parte | Especificación | Opcional |
| 1 | Material prima | Tipo: Acero galvanizado | |
| Haavony (mm): 1.5mm | |||
| Resistencia a la fluencia: 250 - 550MPa | |||
| 2 | Velocidad (m/min) | 0-12m/min | Ajustable |
| 3 | Paso de conformar | 18 | Depende del perfil |
| 4 | Desbobinador | Desbobinador hidraulico y aplanador | |
| 5 | Motor de conformar | Sino-Alemana | Siemens |
| 6 | PLC | Fitetezana PANASONIC | Siemens |
| 7 | Inversor | Yaskawa | |
| 8 | Systema de transmission | Caja de engranaje | |
| 9 | Material de rodillos | GCr15 | |
| 10 | Estructura | Soporte de hierro forjado | |
| 11 | Forma de cambiar tamaños de perfil | Cambio manual de casetes | |
| 12 | Troqueladora | 160ton, 35-50 veces/min | Prensa hidraulica |
| 13 | Cantidad de matrices | 2 | |
| 14 | Corte | Corte con disco en movimiento | |
| 15 | Energy | 380V 50Hz 3Ph | O a su demanda |
| 16 | loko | Blanco | O a su demanda |
1. Decoiler

2. Mamahana

3. Tohoka

4. Fijoroana fanamboarana horonana

5. Rafitra mitondra fiara

6. rafitra fanapahana

Ny hafa

Out table






