Profil

Rulleportlameller er en viktig komponent i rulleporter, med forskjellige designprofiler som foretrekkes i ulike regionale markeder. Kaldvalsingslinjer er et vanlig og effektivt valg for å produsere disse lamellene.
Linbay-teamet kan tilby passende produksjonsløsninger basert på vår erfaring, produksjonskravene for hver profil og stansebehovene.
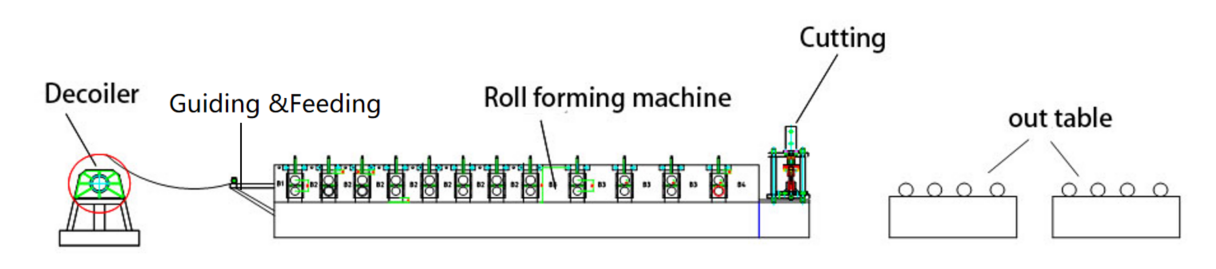
Flytskjema for virkeligheten
Hydraulisk avspoler -- Føring -- Valseformingsmaskin -- Hydraulisk skjæremaskin -- Utbord
Virkelig tilfelle - Hovedtekniske parametere
1. Linjehastighet: 0-12 m/min, justerbar
2. Egnet materiale: Galvanisert stål
3. Materialtykkelse: 0,6–0,8 mm
4. Valseformingsmaskin: Støpejernsstruktur
5. Drivsystem: Kjedekjøringssystem
6. Skjæresystem: Hydraulisk kraft. Stopp for å skjære, valseformeren må stoppe under skjæring.
7. PLS-skap: Siemens-system.
Ekte maskineri
1. Manuell avspoler * 1
2. Valseformemaskin * 1
3. Hydraulisk skjæremaskin * 1 (Hver rulleportprofil krever 1 separat skjæreblad)
4. Utebord * 2
5. PLS-kontrollskap * 1
6. Hydraulisk stasjon * 1
7. Reservedelsboks (gratis) * 1
Beskrivelse av det virkelige tilfellet
Avspoler

● Lameller for rulleporter:På grunn av deres mindre tykkelse og bredde,manuell og motorisertAvspolere er tilstrekkelige til å oppfylle avspolingskravene.
● Manuell versjon:Ikke-motorisert, avhengig av kraften fra formingsvalsene for å trekke stålspolen fremover. Den har lav avviklingseffektivitet og litt lavere sikkerhet. Dorekspansjon gjøres manuelt. Det er kostnadseffektivt, men ikke egnet for kontinuerlig produksjon i stor skala.
●Motor versjon:Drevet av en motor øker den avviklingseffektiviteten og reduserer behovet for manuell inngripen, noe som sparer arbeidskostnader.
Valgfri avspolertype: Dobbelthodet avspoler
● Allsidige bredder:En dobbelthodet avkveiler kan lagre stålspoler i forskjellige bredder, egnet for dobbeltradsformingsmaskiner.
● Kontinuerlig drift:Mens ett hode avvikles, kan det andre laste inn og forberede en ny spole. Når én spole er brukt opp, kan avvikleren rotere 180 grader for å
Veiledning
● Primærfunksjon:For å justere stålspolen med maskinens senterlinje, og forhindre feiljustering som kan forårsake vridning, bøying, grader og dimensjonsproblemer i det ferdige produktet.
● Styreanordninger:Flere føringsinnretninger ved mateinnløpet og inne i valseformingsmaskinen forsterker føringeffekten.
● Vedlikehold:Kalibrer avstanden til føringsinnretningene regelmessig, spesielt etter transport og ved langvarig bruk.
● Før forsendelse:Linbay-teamet måler og registrerer føringsbredden i brukerhåndboken for kundekalibrering ved mottak.
Valsformingsmaskin
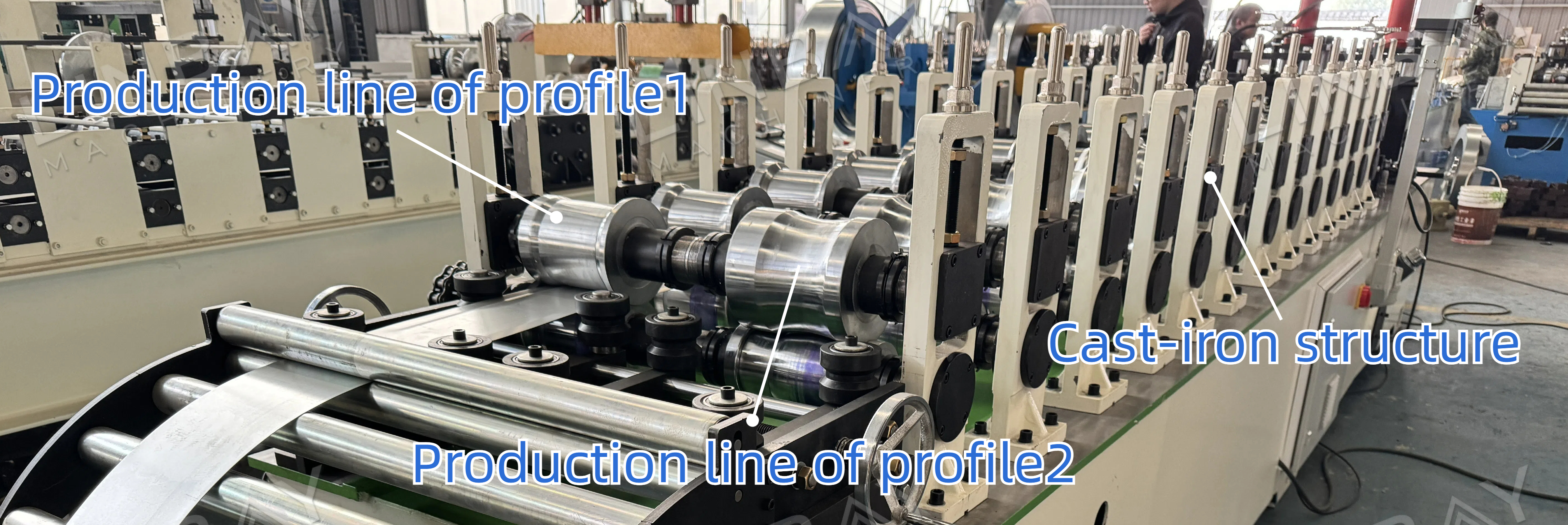
● Allsidige former:Den doble radstrukturen kan håndtere rulleportlameller i to forskjellige former, noe som reduserer maskin- og plasskostnader for kundene.
●Note:De to produksjonslinjene kan ikke kjøre samtidig. Ved høye produksjonskrav for begge profilene anbefales det å bruke to separate produksjonslinjer.
●Struktur:Har et støpejernsstativ og kjededriftssystem.
●Kjededeksel:Kjedene er beskyttet av et metallnett, noe som sikrer arbeidernes sikkerhet og forhindrer at rusk skader kjedene.
●Ruller:Forkrommet og varmebehandlet for rust- og korrosjonsbestandighet, noe som forlenger levetiden.
●Hovedmotor:Standard 380V, 50Hz, 3-fase, med tilpasningsmuligheter.
Hydraulisk skjæremaskin 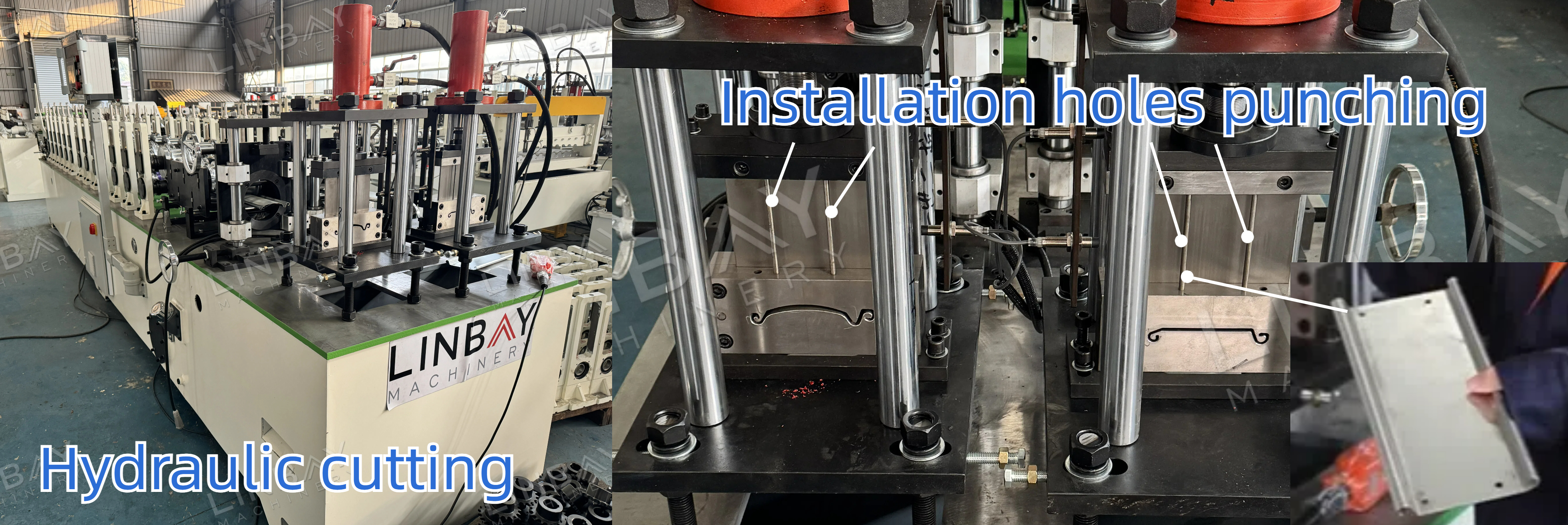
●Presisjonskonstruerte blader:Utformet for å samsvare med spesifikasjonene for rulleportlameller, noe som sikrer glatte, deformasjonsfrie og gradfrie skjærekanter.
●Høy nøyaktighet i skjærelengden:Toleranse innenfor ±1 mm, oppnådd ved hjelp av en koder for å måle stålspolens fremføringslengde, konvertere den til elektriske signaler og mate disse dataene tilbake til PLS-skapet. Arbeidere kan stille inn skjærelengde, produksjonsmengde og hastighet på PLS-skjermen.
Valgfri enhet: Installasjonshullstansing
●Endehull:Hver ende av rulleportens lameller har to hull som matcher monteringsfestene. Disse hullene kan også lages på formingslinjen, noe som reduserer manuell boringstid og kostnader.
●Stansing og skjæring:To stempler er plassert før og etter skjærebladene, og deler én hydraulisk stasjon for å muliggjøre samtidig skjæring og stansing.
●Tilpassbar stansing:Hullstørrelse og avstand fra kanten kan tilpasses.
Valgfri enhet: Frittstående hydraulisk stansemaskin

●Egnet for kontinuerlig eller tett stansing:Ideell for behov for høyfrekvent stansing.
●Effektiv produksjonskoordinering:Når etterspørselen etter stansede rulleporter er lavere enn for ikke-stansede porter, kan det å separere stanse- og formeprosessene i to uavhengige produksjonslinjer forbedre den totale effektiviteten.
●Tilpassede stansedyser:Hvis kunden har nye stanseformer etter mottak, kan vi tilpasse nye former innenfor den originale hydrauliske stansemaskinens matebreddeområde.
Testing

● Våre ingeniører vil kalibrere hvert trinn i dobbeltradsmaskinen før forsendelse for å sikre at produksjonen kan starte raskt etter mottak.
● De produserte rulleportene vil bli sammenlignet 1:1 med tegningene.
● Vi vil også kutte omtrent 2 meter profil og sette sammen 3–4 deler for å teste at skoddene sitter tett uten å løsne og rulles opp med passende avstand.
1. Avspoler

2. Fôring

3. Stansing

4. Valseformingsstativer

5. Kjøresystem

6. Skjæresystem

Andre

Utebord



1-300x168.jpg)