








Profil

Disse stålstenderveggproduktene brukes i ulike bruksområder, for eksempel bærende vegger, fasader, gulvbjelker og takstoler.
Stifter, skinner, omegaer og andre lette profiler produseres vanligvis av kaldvalsede formingslinjer. Profildimensjonene og stansemønstrene kan tilpasses.
Flytskjema for virkeligheten
Avkveiler--Styring--Valsformer--Flygende hydraulisk stempel--Flygende hydraulisk kutt--Ut-bord
Virkelig tilfelle - Hovedtekniske parametere
1. Linjehastighet: 0-15 m/min med perforering, justerbar
2. Formingshastighet: 0-40m/min
3. Egnet materiale: Galvanisert stål
4. Materialtykkelse: 0,4–0,8 mm
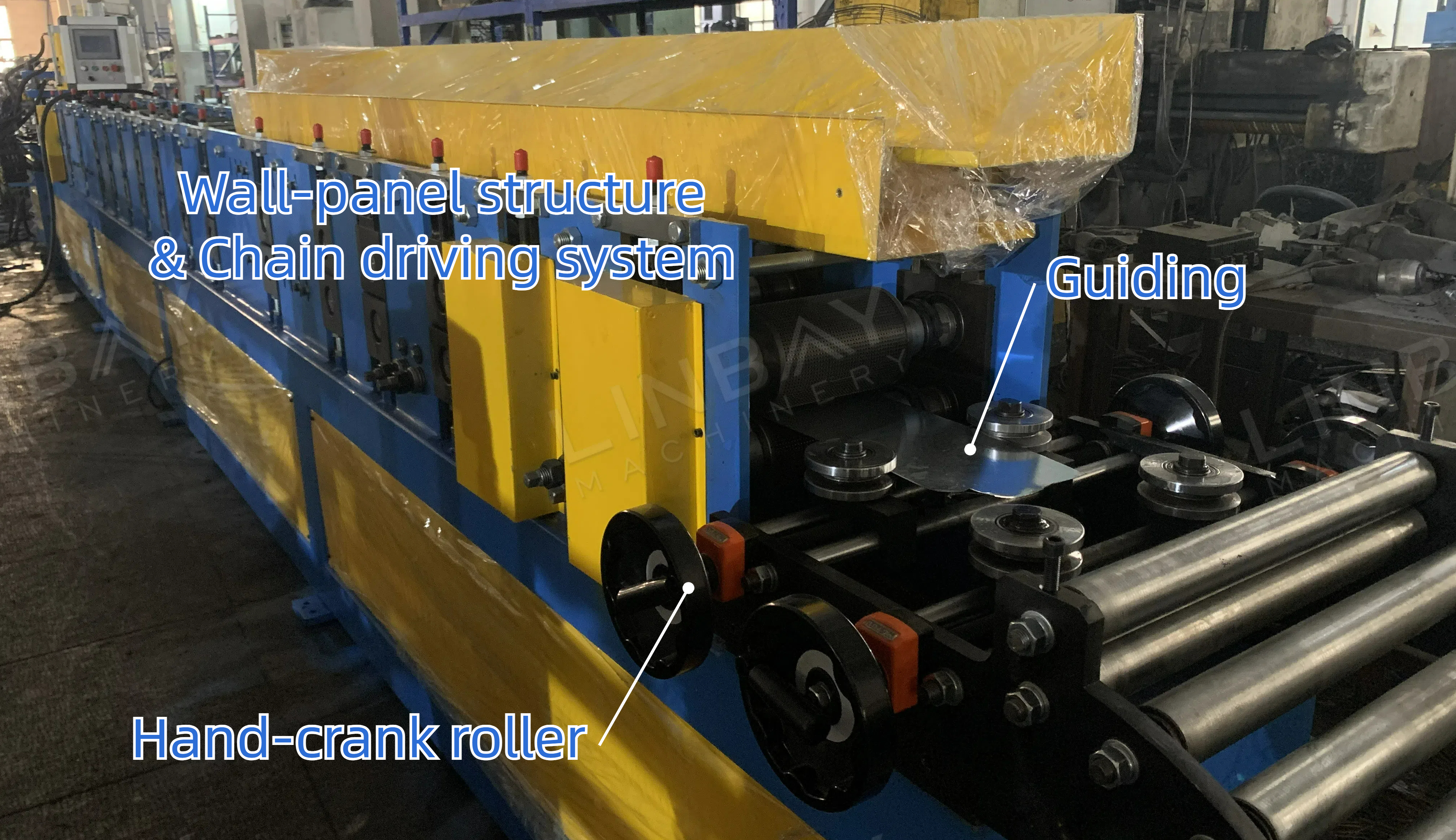
5.Rullformingsmaskin: Veggpanelstruktur
6. Drivsystem: Kjedekjøringssystem
7. Stanse- og skjæresystem: Hydraulisk kraft. Flygende type, valseformeren stopper ikke ved skjæring.
8. PLS-skap: Siemens-system. Bærbar type.
Ekte maskineri
1. Avspoler*1
2. Valseformemaskin * 1
3. Flygende hydraulisk stansemaskin * 1
4. Flygende skjæremaskin * 1
5. Utebord * 2
6. PLS-kontrollskap * 1
7. Hydraulisk stasjon * 1
8. Reservedelsboks (gratis) * 1
Beholderstørrelse: 1x20GP
Beskrivelse av det virkelige tilfellet
Manuell avspoler
●På grunn av tynnheten til stiftprofilene på 0,4–0,8 mm, kan en manuell avvikler dekke avviklingsbehovene.
●Ineffektiv: Den mangler imidlertid egen kraft og er avhengig av valseformingsmaskinen for å trekke stålspolen.
●Krever manuell assistanse: Dorstrammingen gjøres også manuelt, noe som resulterer i lavere effektivitet og oppfyller bare grunnleggende avviklingskrav.

Valgfri avspolingstype: Motorisert avspolingsenhet
● Drevet av en motor øker den avviklingseffektiviteten og reduserer behovet for manuell inngripen og arbeidskostnader.
Valgfri avspoler: Hydraulisk avspoler
● Stabil og robust ramme:Brukes til lasting av stålspoler. Den hydraulisk drevne avkveileren sikrer en mer effektiv og sikker matingsprosess inn i produksjonslinjen.
● Kjerneutvidelsesenhet:Hydraulisk drevet dorn eller aksel utvides og trekkes sammen for å passe stålspoler med indre diameter på 490–510 mm(eller tilpasset), og fester spolene for jevn avvikling.
● Trykk-væpne:Den hydrauliske pressen-Armen holder spolen på plass, og forhindrer plutselig utløsning av indre belastninger som kan skade arbeiderne.
● Spoleholder:Den er godt festet til dornbladene med skruer og muttere, og hindrer at spolen glir av akselen. Den kan enkelt monteres og fjernes.
● Kontrollsystem:Utstyrt med PLS og kontrollpanel med nødstoppknapp for økt sikkerhet.
Veiledning
● Primærfunksjon:For å føre stålspolen langs maskinens senterlinje, og forhindre feiljustering som kan forårsake vridning, bøying, grader og dimensjonsproblemer i det ferdige produktet.
● Styreanordninger:Flere føringsruller er plassert ved inngangen og inne i valseformingsmaskinen for å forbedre føringseffekten.
● Vedlikehold:Kalibrer avstanden til føringsinnretningene regelmessig, spesielt etter transport og ved langvarig bruk.
● Før forsendelse:Vi, Linbay-teamet, måler og registrerer føringsbredden i brukerhåndboken for klientkalibrering ved mottak.
● Føringsbredden kan finjusteres med håndsveivrullen.
Rullformmaskin
● Flere dimensjoner er tilgjengelige: Denne produksjonslinjen kan manuelt justere formepunktene på rullene for å produsere tre forskjellige størrelser på stendere. Vi tilbyr manualer, igangkjøringsvideoer, videosamtaler og veiledning på stedet fra ingeniører for å hjelpe kundenes arbeidere med å lære hvordan de bytter ruller.
Klikk på bildet nedenfor for å se hvordan du endrer rulleavstanden:

● Asymmetrisk profil:I motsetning til konvensjonelle stenderprofiler har denne Montante construcción en seco-profilen to asymmetriske høye kanter, noe som krever mer presis utforming av formemaskinens valser.
● Økonomisk og passende konfigurasjon:Har en veggpanelstruktur og et kjededriftssystem, noe som er ganske passende når stålspolen er 0,4–0,8 mm tykk.
● Pregevalser:Stålspolen passerer gjennom et sett med pregevalser, som preger punktmønstre på profiloverflaten for å øke friksjonen og forbedre sementenheftingen.
● Kjededeksel:Kjedene er dekket av en metallboks, som sikrer arbeidernes sikkerhet og beskytter kjedene mot skader forårsaket av luftbårne partikler.
● Ruller:Forkrommet og varmebehandlet for rust- og korrosjonsbestandighet, noe som forlenger levetiden.
● Hovedmotor:Standard 380V, 50Hz, 3Ph, med tilpasning tilgjengelig.
Flygende hydraulisk slag og flygende hydraulisk kutt

● Høyere effektivitet:Stanse- og skjæremaskinene deler en enkelt base, slik at de kan bevege seg fremover med samme hastighet som formemaskinen. Dette holder stanse- og skjæreområdene relativt stasjonære, noe som muliggjør kontinuerlig drift av formemaskinen og til slutt forbedrer den generelle produksjonseffektiviteten.
● Design med to stasjoner:Stansing og skjæring utføres i to separate hydrauliske stasjoner, noe som gir større fleksibilitet. Stansingsformer kan tilpasses i henhold til kundens tegninger.
● Høy nøyaktighet i skjærelengden:Toleranse innenfor ±1 mm, oppnådd ved hjelp av en koder for å måle stålspolens fremføringslengde, konvertere den til elektriske signaler og mate disse dataene tilbake til PLS-skapet. Arbeidere kan stille inn skjærelengde, produksjonsmengde og hastighet på PLS-skjermen.
Valgfri kostnadseffektiv løsning: Stopp-stansing og stopp-kutting
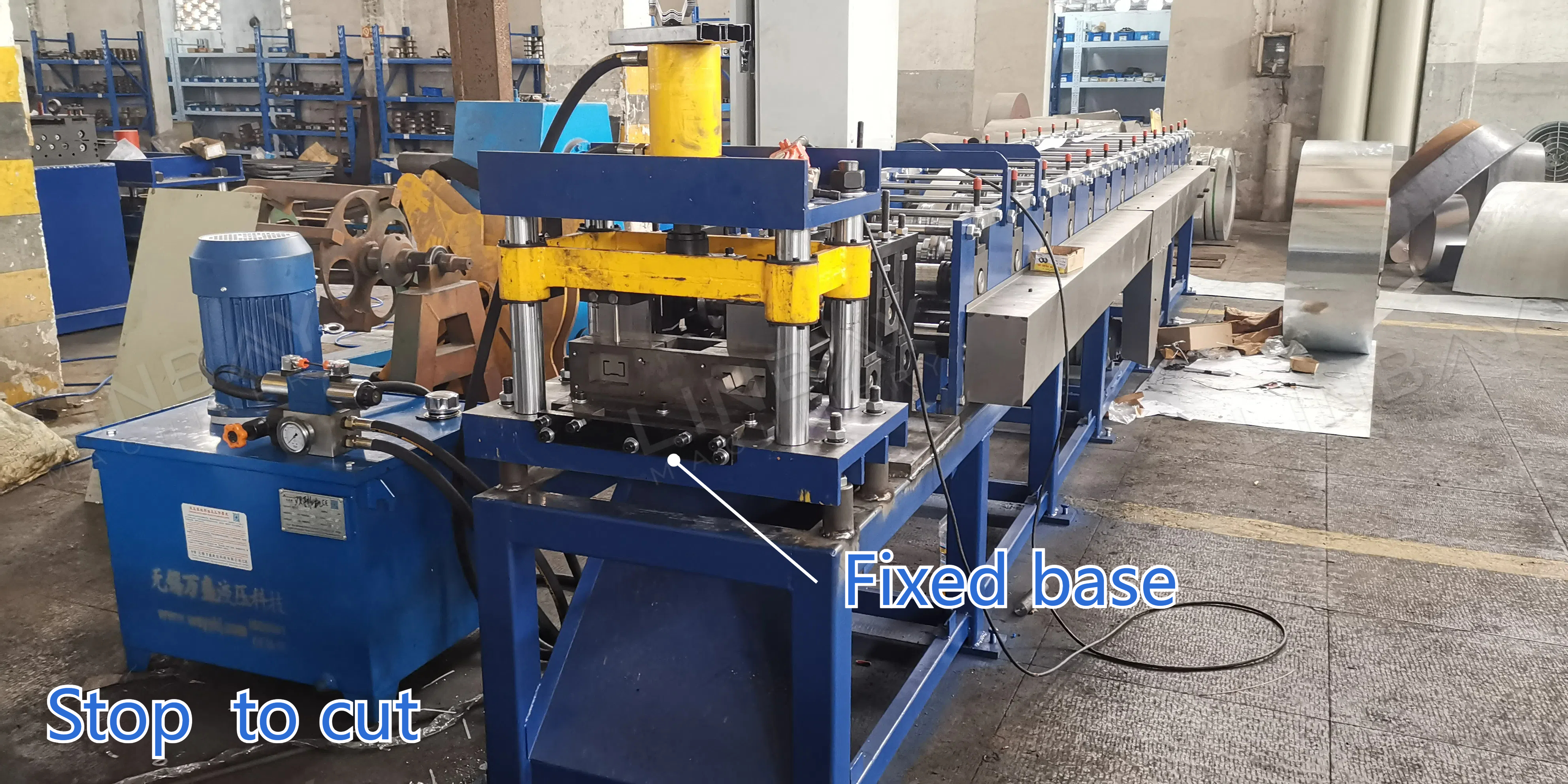
Tillavere produksjonskrav og begrensede budsjetter, stoppstansing og stoppkuttingskonfigurasjoner kan brukes. Under stansing og kutting må formemaskinen pause for å håndtere disse prosessene. Selv om dette resulterer i lavere effektivitet, forblir kvaliteten på stansing og kutting høy.
1. Avspoler

2. Fôring

3. Stansing

4. Valseformingsstativer

5. Kjøresystem

6. Skjæresystem

Andre

Utebord






