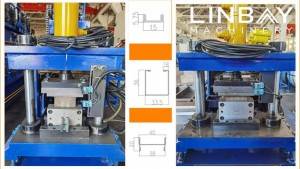
ਪਰਫਿਲ

ਰੋਲਿੰਗ ਸ਼ਟਰ ਸਲੈਟ ਰੋਲਿੰਗ ਸ਼ਟਰਾਂ ਦਾ ਇੱਕ ਮਹੱਤਵਪੂਰਨ ਹਿੱਸਾ ਹਨ, ਵੱਖ-ਵੱਖ ਖੇਤਰੀ ਬਾਜ਼ਾਰਾਂ ਵਿੱਚ ਵੱਖ-ਵੱਖ ਡਿਜ਼ਾਈਨ ਪ੍ਰੋਫਾਈਲਾਂ ਨੂੰ ਤਰਜੀਹ ਦਿੱਤੀ ਜਾਂਦੀ ਹੈ। ਇਹਨਾਂ ਸਲੈਟਾਂ ਦੇ ਉਤਪਾਦਨ ਲਈ ਕੋਲਡ ਰੋਲ ਫਾਰਮਿੰਗ ਲਾਈਨਾਂ ਇੱਕ ਆਮ ਅਤੇ ਕੁਸ਼ਲ ਵਿਕਲਪ ਹਨ।
ਲਿਨਬੇ ਟੀਮ ਸਾਡੇ ਤਜ਼ਰਬੇ, ਹਰੇਕ ਪ੍ਰੋਫਾਈਲ ਲਈ ਉਤਪਾਦਨ ਜ਼ਰੂਰਤਾਂ, ਅਤੇ ਪੰਚਿੰਗ ਜ਼ਰੂਰਤਾਂ ਦੇ ਆਧਾਰ 'ਤੇ ਢੁਕਵੇਂ ਉਤਪਾਦਨ ਹੱਲ ਪ੍ਰਦਾਨ ਕਰ ਸਕਦੀ ਹੈ।
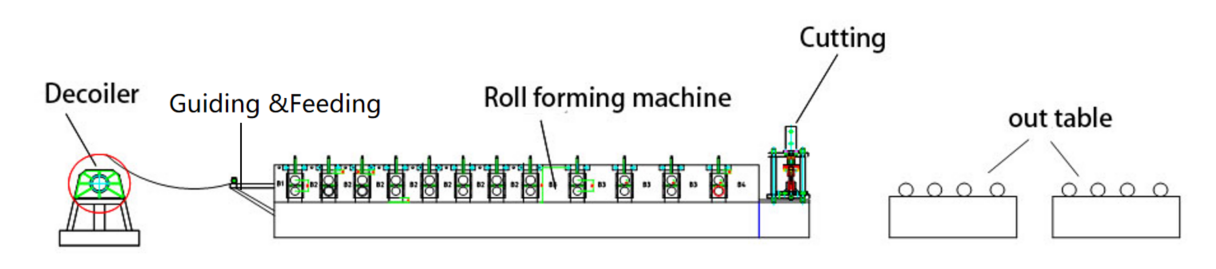
ਅਸਲ ਕੇਸ-ਫਲੋ ਚਾਰਟ
ਹਾਈਡ੍ਰੌਲਿਕ ਡੀਕੋਇਲਰ--ਗਾਈਡਿੰਗ--ਰੋਲ ਬਣਾਉਣ ਵਾਲੀ ਮਸ਼ੀਨ--ਹਾਈਡ੍ਰੌਲਿਕ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ--ਆਊਟ ਟੇਬਲ
ਅਸਲ ਕੇਸ-ਮੁੱਖ ਤਕਨੀਕੀ ਮਾਪਦੰਡ
1. ਲਾਈਨ ਸਪੀਡ: 0-12m/ਮਿੰਟ, ਐਡਜਸਟੇਬਲ
2. ਢੁਕਵੀਂ ਸਮੱਗਰੀ: ਗੈਲਵੇਨਾਈਜ਼ਡ ਸਟੀਲ
3. ਸਮੱਗਰੀ ਦੀ ਮੋਟਾਈ: 0.6-0.8mm
4. ਰੋਲ ਬਣਾਉਣ ਵਾਲੀ ਮਸ਼ੀਨ: ਕਾਸਟ-ਆਇਰਨ ਬਣਤਰ
5. ਡਰਾਈਵਿੰਗ ਸਿਸਟਮ: ਚੇਨ ਡਰਾਈਵਿੰਗ ਸਿਸਟਮ
6.ਕਟਿੰਗ ਸਿਸਟਮ: ਹਾਈਡ੍ਰੌਲਿਕ ਪਾਵਰ।ਕੱਟਣ ਲਈ ਰੁਕੋ, ਕੱਟਣ ਵੇਲੇ ਰੋਲ ਫਾਰਮਰ ਨੂੰ ਰੁਕਣਾ ਪੈਂਦਾ ਹੈ।
7.PLC ਕੈਬਨਿਟ: ਸੀਮੇਂਸ ਸਿਸਟਮ।
ਅਸਲ ਕੇਸ-ਮਸ਼ੀਨਰੀ
1. ਮੈਨੂਅਲ ਡੀਕੋਇਲਰ*1
2. ਰੋਲ ਬਣਾਉਣ ਵਾਲੀ ਮਸ਼ੀਨ*1
3. ਹਾਈਡ੍ਰੌਲਿਕ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ*1 (ਹਰੇਕ ਰੋਲਿੰਗ ਸ਼ਟਰ ਸਲੇਟ ਪ੍ਰੋਫਾਈਲ ਲਈ 1 ਵੱਖਰਾ ਕੱਟਣ ਵਾਲਾ ਬਲੇਡ ਚਾਹੀਦਾ ਹੈ)
4. ਆਊਟ ਟੇਬਲ*2
5.PLC ਕੰਟਰੋਲ ਕੈਬਨਿਟ*1
6. ਹਾਈਡ੍ਰੌਲਿਕ ਸਟੇਸ਼ਨ*1
7. ਸਪੇਅਰ ਪਾਰਟਸ ਬਾਕਸ (ਮੁਫ਼ਤ)*1
ਅਸਲ ਕੇਸ-ਵਰਣਨ
ਡੀਕੋਇਲਰ

● ਰੋਲਰ ਸ਼ਟਰ ਸਲੈਟਸ:ਆਪਣੀ ਛੋਟੀ ਮੋਟਾਈ ਅਤੇ ਚੌੜਾਈ ਦੇ ਕਾਰਨ,ਹੱਥੀਂ ਅਤੇ ਮੋਟਰਾਈਜ਼ਡਡੀਕੋਇਲਰ ਅਨਕੋਇਲਿੰਗ ਜ਼ਰੂਰਤਾਂ ਨੂੰ ਪੂਰਾ ਕਰਨ ਲਈ ਕਾਫ਼ੀ ਹਨ।
● ਦਸਤੀ ਸੰਸਕਰਣ:ਬਿਨਾਂ ਪਾਵਰ ਵਾਲਾ, ਸਟੀਲ ਕੋਇਲ ਨੂੰ ਅੱਗੇ ਖਿੱਚਣ ਲਈ ਫਾਰਮਿੰਗ ਰੋਲਰਾਂ ਦੀ ਤਾਕਤ 'ਤੇ ਨਿਰਭਰ ਕਰਦਾ ਹੈ। ਇਸਦੀ ਅਨਕੋਇਲਿੰਗ ਕੁਸ਼ਲਤਾ ਘੱਟ ਹੈ ਅਤੇ ਸੁਰੱਖਿਆ ਥੋੜ੍ਹੀ ਘੱਟ ਹੈ। ਮੈਂਡਰਲ ਦਾ ਵਿਸਥਾਰ ਹੱਥੀਂ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਇਹ ਲਾਗਤ-ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਹੈ ਪਰ ਵੱਡੇ ਪੱਧਰ 'ਤੇ ਨਿਰੰਤਰ ਉਤਪਾਦਨ ਲਈ ਢੁਕਵਾਂ ਨਹੀਂ ਹੈ।
●ਮੋਟਰ ਸੰਸਕਰਣ:ਮੋਟਰ ਦੁਆਰਾ ਸੰਚਾਲਿਤ, ਇਹ ਅਨਕੋਇਲਿੰਗ ਕੁਸ਼ਲਤਾ ਨੂੰ ਵਧਾਉਂਦਾ ਹੈ ਅਤੇ ਹੱਥੀਂ ਦਖਲਅੰਦਾਜ਼ੀ ਦੀ ਜ਼ਰੂਰਤ ਨੂੰ ਘਟਾਉਂਦਾ ਹੈ, ਜਿਸ ਨਾਲ ਲੇਬਰ ਦੀ ਲਾਗਤ ਬਚਦੀ ਹੈ।
ਵਿਕਲਪਿਕ ਡੀਕੋਇਲਰ ਕਿਸਮ: ਡਬਲ-ਹੈੱਡ ਡੀਕੋਇਲਰ
● ਬਹੁਪੱਖੀ ਚੌੜਾਈ:ਇੱਕ ਡਬਲ-ਹੈੱਡ ਡੀਕੋਇਲਰ ਵੱਖ-ਵੱਖ ਚੌੜਾਈ ਦੇ ਸਟੀਲ ਕੋਇਲਾਂ ਨੂੰ ਸਟੋਰ ਕਰ ਸਕਦਾ ਹੈ, ਜੋ ਕਿ ਡਬਲ-ਰੋਅ ਬਣਾਉਣ ਵਾਲੀਆਂ ਮਸ਼ੀਨਾਂ ਲਈ ਢੁਕਵੇਂ ਹਨ।
● ਨਿਰੰਤਰ ਕਾਰਜ:ਜਦੋਂ ਇੱਕ ਹੈੱਡ ਖੋਲ੍ਹ ਰਿਹਾ ਹੁੰਦਾ ਹੈ, ਤਾਂ ਦੂਜਾ ਲੋਡ ਕਰ ਰਿਹਾ ਹੁੰਦਾ ਹੈ ਅਤੇ ਇੱਕ ਨਵੀਂ ਕੋਇਲ ਤਿਆਰ ਕਰ ਰਿਹਾ ਹੁੰਦਾ ਹੈ। ਜਦੋਂ ਇੱਕ ਕੋਇਲ ਵਰਤੀ ਜਾਂਦੀ ਹੈ, ਤਾਂ ਡੀਕੋਇਲਰ 180 ਡਿਗਰੀ ਘੁੰਮ ਸਕਦਾ ਹੈ
ਮਾਰਗਦਰਸ਼ਨ
● ਮੁੱਖ ਕਾਰਜ:ਸਟੀਲ ਕੋਇਲ ਨੂੰ ਮਸ਼ੀਨ ਦੀ ਸੈਂਟਰਲਾਈਨ ਨਾਲ ਇਕਸਾਰ ਕਰਨ ਲਈ, ਗਲਤ ਅਲਾਈਨਮੈਂਟ ਨੂੰ ਰੋਕਣਾ ਜੋ ਤਿਆਰ ਉਤਪਾਦ ਵਿੱਚ ਮਰੋੜ, ਮੋੜ, ਬਰਰ ਅਤੇ ਆਯਾਮੀ ਸਮੱਸਿਆਵਾਂ ਦਾ ਕਾਰਨ ਬਣ ਸਕਦਾ ਹੈ।
● ਗਾਈਡਿੰਗ ਡਿਵਾਈਸਾਂ:ਫੀਡ ਇਨਲੇਟ ਅਤੇ ਰੋਲ ਫਾਰਮਿੰਗ ਮਸ਼ੀਨ ਦੇ ਅੰਦਰ ਕਈ ਗਾਈਡਿੰਗ ਡਿਵਾਈਸ ਗਾਈਡਿੰਗ ਪ੍ਰਭਾਵ ਨੂੰ ਵਧਾਉਂਦੇ ਹਨ।
● ਰੱਖ-ਰਖਾਅ:ਗਾਈਡਿੰਗ ਯੰਤਰਾਂ ਦੀ ਦੂਰੀ ਨੂੰ ਨਿਯਮਿਤ ਤੌਰ 'ਤੇ ਕੈਲੀਬਰੇਟ ਕਰੋ, ਖਾਸ ਕਰਕੇ ਆਵਾਜਾਈ ਤੋਂ ਬਾਅਦ ਅਤੇ ਲੰਬੇ ਸਮੇਂ ਦੀ ਵਰਤੋਂ ਦੌਰਾਨ।
● ਪ੍ਰੀ-ਸ਼ਿਪਮੈਂਟ:ਲਿਨਬੇ ਟੀਮ ਪ੍ਰਾਪਤੀ 'ਤੇ ਗਾਹਕ ਕੈਲੀਬ੍ਰੇਸ਼ਨ ਲਈ ਉਪਭੋਗਤਾ ਮੈਨੂਅਲ ਵਿੱਚ ਗਾਈਡਿੰਗ ਚੌੜਾਈ ਨੂੰ ਮਾਪਦੀ ਹੈ ਅਤੇ ਰਿਕਾਰਡ ਕਰਦੀ ਹੈ।
ਰੋਲ ਬਣਾਉਣ ਵਾਲੀ ਮਸ਼ੀਨ
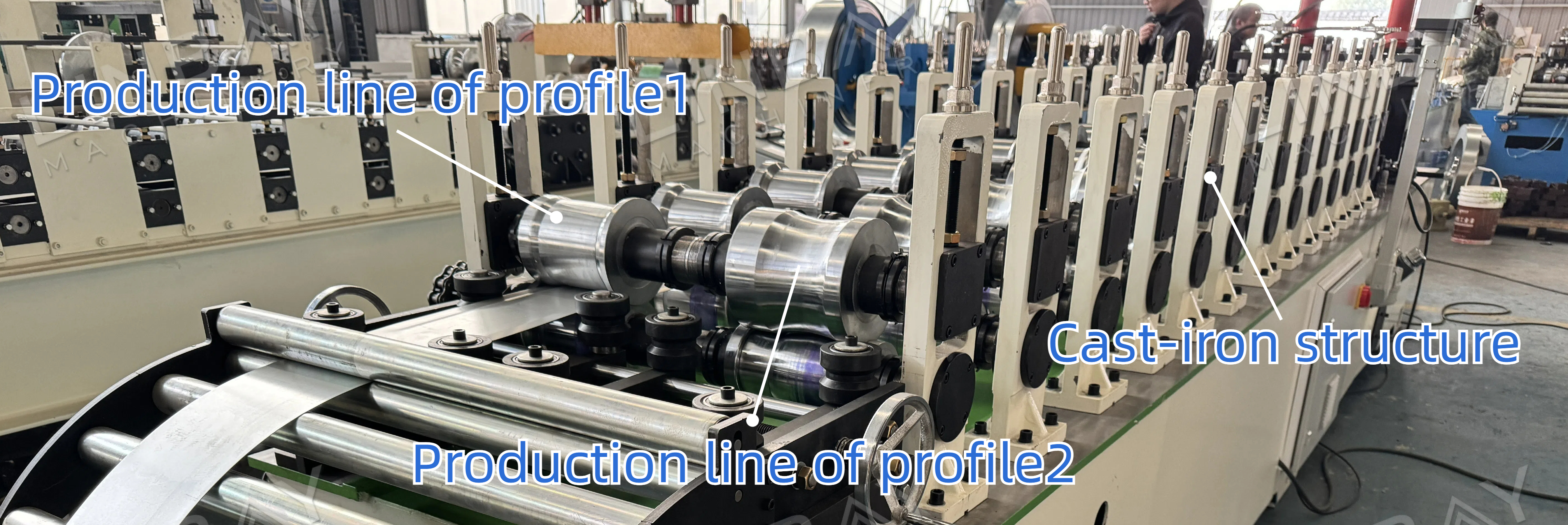
● ਬਹੁਪੱਖੀ ਆਕਾਰ:ਦੋਹਰੀ-ਕਤਾਰ ਵਾਲੀ ਬਣਤਰ ਦੋ ਵੱਖ-ਵੱਖ ਆਕਾਰਾਂ ਦੇ ਰੋਲਿੰਗ ਸ਼ਟਰ ਸਲੈਟਾਂ ਨੂੰ ਸੰਭਾਲ ਸਕਦੀ ਹੈ, ਜਿਸ ਨਾਲ ਗਾਹਕਾਂ ਲਈ ਮਸ਼ੀਨ ਅਤੇ ਜਗ੍ਹਾ ਦੀ ਲਾਗਤ ਘਟਦੀ ਹੈ।
●ਨੋਟ:ਦੋਵੇਂ ਉਤਪਾਦਨ ਲਾਈਨਾਂ ਇੱਕੋ ਸਮੇਂ ਨਹੀਂ ਚੱਲ ਸਕਦੀਆਂ। ਦੋਵਾਂ ਪ੍ਰੋਫਾਈਲਾਂ ਦੀ ਉੱਚ ਉਤਪਾਦਨ ਮੰਗ ਲਈ, ਦੋ ਵੱਖਰੀਆਂ ਉਤਪਾਦਨ ਲਾਈਨਾਂ ਦੀ ਵਰਤੋਂ ਕਰਨ ਦੀ ਸਿਫਾਰਸ਼ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।
●ਬਣਤਰ:ਇਸ ਵਿੱਚ ਇੱਕ ਕਾਸਟ-ਆਇਰਨ ਸਟੈਂਡ ਅਤੇ ਚੇਨ ਡਰਾਈਵ ਸਿਸਟਮ ਹੈ।
●ਚੇਨ ਕਵਰ:ਚੇਨਾਂ ਨੂੰ ਧਾਤ ਦੇ ਜਾਲ ਨਾਲ ਸੁਰੱਖਿਅਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਜੋ ਕਰਮਚਾਰੀਆਂ ਦੀ ਸੁਰੱਖਿਆ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਂਦਾ ਹੈ ਅਤੇ ਮਲਬੇ ਨੂੰ ਚੇਨਾਂ ਨੂੰ ਨੁਕਸਾਨ ਪਹੁੰਚਾਉਣ ਤੋਂ ਰੋਕਦਾ ਹੈ।
●ਰੋਲਰ:ਜੰਗਾਲ ਅਤੇ ਖੋਰ ਪ੍ਰਤੀਰੋਧ ਲਈ ਕ੍ਰੋਮ-ਪਲੇਟੇਡ ਅਤੇ ਹੀਟ-ਟਰੀਟਡ, ਉਹਨਾਂ ਦੀ ਉਮਰ ਵਧਾਉਂਦੇ ਹਨ।
●ਮੁੱਖ ਮੋਟਰ:ਸਟੈਂਡਰਡ 380V, 50Hz, 3-ਪੜਾਅ, ਅਨੁਕੂਲਤਾ ਉਪਲਬਧ ਹੈ।
ਹਾਈਡ੍ਰੌਲਿਕ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ 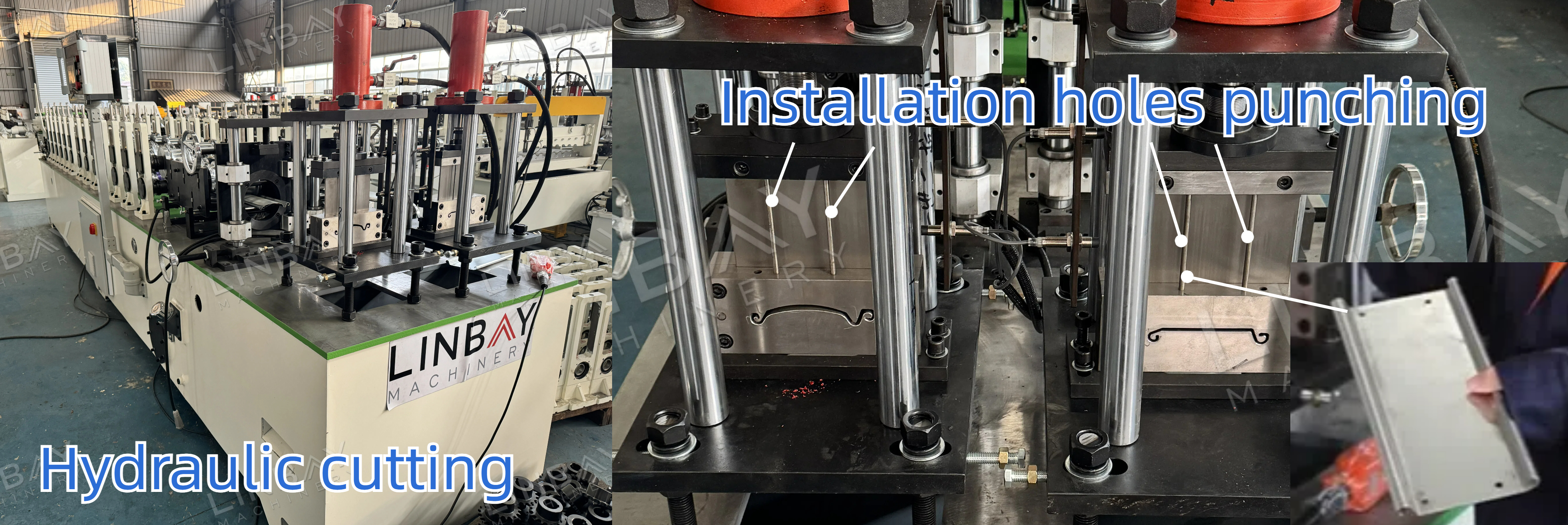
●ਸ਼ੁੱਧਤਾ-ਇੰਜੀਨੀਅਰਡ ਬਲੇਡ:ਰੋਲਿੰਗ ਸ਼ਟਰ ਸਲੇਟ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਨਾਲ ਮੇਲ ਕਰਨ ਲਈ ਤਿਆਰ ਕੀਤਾ ਗਿਆ ਹੈ, ਨਿਰਵਿਘਨ, ਵਿਗਾੜ-ਮੁਕਤ, ਅਤੇ ਬੁਰ-ਮੁਕਤ ਕੱਟਣ ਵਾਲੇ ਕਿਨਾਰਿਆਂ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਂਦਾ ਹੈ।
●ਉੱਚ ਕੱਟਣ ਦੀ ਲੰਬਾਈ ਸ਼ੁੱਧਤਾ:±1mm ਦੇ ਅੰਦਰ ਸਹਿਣਸ਼ੀਲਤਾ, ਸਟੀਲ ਕੋਇਲ ਦੀ ਐਡਵਾਂਸ ਲੰਬਾਈ ਨੂੰ ਮਾਪਣ ਲਈ ਇੱਕ ਏਨਕੋਡਰ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਪ੍ਰਾਪਤ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਇਸਨੂੰ ਇਲੈਕਟ੍ਰੀਕਲ ਸਿਗਨਲਾਂ ਵਿੱਚ ਬਦਲਿਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਇਸ ਡੇਟਾ ਨੂੰ PLC ਕੈਬਨਿਟ ਵਿੱਚ ਵਾਪਸ ਫੀਡ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਕਰਮਚਾਰੀ PLC ਸਕ੍ਰੀਨ 'ਤੇ ਕੱਟਣ ਦੀ ਲੰਬਾਈ, ਉਤਪਾਦਨ ਮਾਤਰਾ ਅਤੇ ਗਤੀ ਸੈੱਟ ਕਰ ਸਕਦੇ ਹਨ।
ਵਿਕਲਪਿਕ ਡਿਵਾਈਸ: ਇੰਸਟਾਲੇਸ਼ਨ ਹੋਲ ਪੰਚਿੰਗ
●ਅੰਤ ਦੇ ਛੇਕ:ਰੋਲਿੰਗ ਸ਼ਟਰ ਸਲੈਟਾਂ ਦੇ ਹਰੇਕ ਸਿਰੇ ਵਿੱਚ ਮਾਊਂਟਿੰਗ ਫਾਸਟਨਰਾਂ ਨਾਲ ਮੇਲ ਖਾਂਦੇ ਦੋ ਛੇਕ ਹੁੰਦੇ ਹਨ। ਇਹ ਛੇਕ ਫਾਰਮਿੰਗ ਲਾਈਨ 'ਤੇ ਵੀ ਬਣਾਏ ਜਾ ਸਕਦੇ ਹਨ, ਜਿਸ ਨਾਲ ਹੱਥੀਂ ਡ੍ਰਿਲਿੰਗ ਦਾ ਸਮਾਂ ਅਤੇ ਲਾਗਤ ਘਟਦੀ ਹੈ।
●ਪੰਚਿੰਗ ਅਤੇ ਕੱਟਣਾ:ਕੱਟਣ ਵਾਲੇ ਬਲੇਡਾਂ ਤੋਂ ਪਹਿਲਾਂ ਅਤੇ ਬਾਅਦ ਵਿੱਚ ਦੋ ਪੰਚ ਸਥਿਤ ਹਨ, ਜੋ ਇੱਕੋ ਸਮੇਂ ਕੱਟਣ ਅਤੇ ਪੰਚਿੰਗ ਨੂੰ ਸਮਰੱਥ ਬਣਾਉਣ ਲਈ ਇੱਕ ਸਿੰਗਲ ਹਾਈਡ੍ਰੌਲਿਕ ਸਟੇਸ਼ਨ ਨੂੰ ਸਾਂਝਾ ਕਰਦੇ ਹਨ।
●ਅਨੁਕੂਲਿਤ ਪੰਚਿੰਗ:ਮੋਰੀ ਦਾ ਆਕਾਰ ਅਤੇ ਕਿਨਾਰੇ ਤੋਂ ਦੂਰੀ ਨੂੰ ਅਨੁਕੂਲਿਤ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।
ਵਿਕਲਪਿਕ ਯੰਤਰ: ਸਟੈਂਡਅਲੋਨ ਹਾਈਡ੍ਰੌਲਿਕ ਪੰਚ ਮਸ਼ੀਨ

●ਲਗਾਤਾਰ ਜਾਂ ਸੰਘਣੀ ਪੰਚਿੰਗ ਲਈ ਢੁਕਵਾਂ:ਉੱਚ-ਆਵਿਰਤੀ ਪੰਚਿੰਗ ਲੋੜਾਂ ਲਈ ਆਦਰਸ਼।
●ਕੁਸ਼ਲ ਉਤਪਾਦਨ ਤਾਲਮੇਲ:ਜਦੋਂ ਪੰਚਡ ਰੋਲਿੰਗ ਸ਼ਟਰਾਂ ਦੀ ਮੰਗ ਗੈਰ-ਪੰਚਡ ਸ਼ਟਰਾਂ ਨਾਲੋਂ ਘੱਟ ਹੁੰਦੀ ਹੈ, ਤਾਂ ਪੰਚਿੰਗ ਅਤੇ ਫਾਰਮਿੰਗ ਪ੍ਰਕਿਰਿਆਵਾਂ ਨੂੰ ਦੋ ਸੁਤੰਤਰ ਉਤਪਾਦਨ ਲਾਈਨਾਂ ਵਿੱਚ ਵੱਖ ਕਰਨ ਨਾਲ ਸਮੁੱਚੀ ਕੁਸ਼ਲਤਾ ਵਿੱਚ ਵਾਧਾ ਹੋ ਸਕਦਾ ਹੈ।
●ਕਸਟਮ ਪੰਚਿੰਗ ਡਾਈਜ਼:ਜੇਕਰ ਗਾਹਕ ਕੋਲ ਪ੍ਰਾਪਤੀ ਤੋਂ ਬਾਅਦ ਨਵੇਂ ਪੰਚਿੰਗ ਡਾਈ ਸਟਾਈਲ ਹਨ, ਤਾਂ ਅਸੀਂ ਅਸਲ ਹਾਈਡ੍ਰੌਲਿਕ ਪੰਚ ਮਸ਼ੀਨ ਦੀ ਫੀਡ ਚੌੜਾਈ ਸੀਮਾ ਦੇ ਅੰਦਰ ਨਵੇਂ ਡਾਈਸ ਨੂੰ ਅਨੁਕੂਲਿਤ ਕਰ ਸਕਦੇ ਹਾਂ।
ਟੈਸਟਿੰਗ

● ਸਾਡੇ ਇੰਜੀਨੀਅਰ ਡਬਲ-ਰੋਅ ਮਸ਼ੀਨ ਦੇ ਹਰੇਕ ਪੜਾਅ ਨੂੰ ਸ਼ਿਪਮੈਂਟ ਤੋਂ ਪਹਿਲਾਂ ਕੈਲੀਬਰੇਟ ਕਰਨਗੇ ਤਾਂ ਜੋ ਇਹ ਯਕੀਨੀ ਬਣਾਇਆ ਜਾ ਸਕੇ ਕਿ ਪ੍ਰਾਪਤੀ ਤੋਂ ਬਾਅਦ ਉਤਪਾਦਨ ਤੁਰੰਤ ਸ਼ੁਰੂ ਹੋ ਸਕੇ।
● ਤਿਆਰ ਕੀਤੇ ਗਏ ਰੋਲਿੰਗ ਸ਼ਟਰਾਂ ਦੀ ਤੁਲਨਾ ਡਰਾਇੰਗਾਂ ਨਾਲ 1:1 ਦੇ ਅਨੁਪਾਤ ਵਿੱਚ ਕੀਤੀ ਜਾਵੇਗੀ।
● ਅਸੀਂ ਲਗਭਗ 2 ਮੀਟਰ ਪ੍ਰੋਫਾਈਲ ਵੀ ਕੱਟਾਂਗੇ ਅਤੇ 3-4 ਟੁਕੜੇ ਇਕੱਠੇ ਕਰਾਂਗੇ ਤਾਂ ਜੋ ਇਹ ਜਾਂਚਿਆ ਜਾ ਸਕੇ ਕਿ ਸ਼ਟਰ ਬਿਨਾਂ ਢਿੱਲੇ ਕੀਤੇ ਕੱਸ ਕੇ ਫਿੱਟ ਹੁੰਦੇ ਹਨ ਅਤੇ ਢੁਕਵੇਂ ਪਾੜੇ ਨਾਲ ਰੋਲ ਅੱਪ ਹੁੰਦੇ ਹਨ।
1. ਡੀਕੋਇਲਰ

2. ਖੁਆਉਣਾ

3. ਮੁੱਕਾ ਮਾਰਨਾ

4. ਰੋਲ ਬਣਾਉਣ ਵਾਲੇ ਸਟੈਂਡ

5. ਡਰਾਈਵਿੰਗ ਸਿਸਟਮ

6. ਕੱਟਣ ਵਾਲੀ ਪ੍ਰਣਾਲੀ

ਹੋਰ

ਬਾਹਰੀ ਮੇਜ਼



1-300x168.jpg)