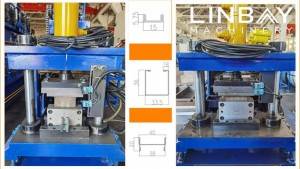
Перфил

Ламели для рольставней — важнейший компонент рольставней, и на различных региональных рынках предпочтение отдаётся различным профилям. Линии холодной прокатки — распространённый и эффективный выбор для их производства.
Команда Linbay может предложить подходящие производственные решения, основанные на нашем опыте, производственных требованиях к каждому профилю и потребностях в штамповке.
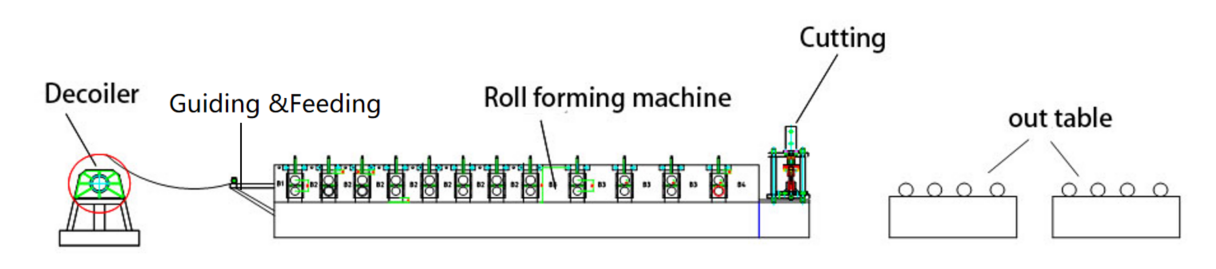
Реальная схема дела
Гидравлический разматыватель--Направляющий--Профилегибочная машина--Гидравлический отрезной станок--Выходной стол
Реальный случай — основные технические параметры
1.Скорость линии: 0-12 м/мин, регулируемая
2.Подходящий материал:Оцинкованная сталь
3.Толщина материала: 0,6-0,8 мм
4.Профилегибочная машина: чугунная конструкция
5.Система привода: цепная система привода
6. Система резки: гидравлический привод. Для остановки резки необходимо остановить роликовый формовщик.
7. Шкаф ПЛК: система Siemens.
Реальный случай-Машины
1.Ручной разматыватель*1
2.Профилегибочная машина*1
3. Гидравлический режущий станок*1 (для каждого профиля рольставней требуется 1 отдельный режущий диск)
4.Выходной стол*2
5. Шкаф управления ПЛК*1
6.Гидравлическая станция*1
7. Коробка с запасными частями (бесплатно)*1
Реальный случай-Описание
Разматыватель

● Планки рольставней:Благодаря своей меньшей толщине и ширине,ручные и моторизованныеразматывателей достаточно для удовлетворения требований по размотке.
● Ручная версия:Неприводной, с использованием силы формующих роликов для протягивания рулона стали. Низкая эффективность разматывания и несколько меньшая безопасность. Расширение оправки осуществляется вручную. Этот метод экономически эффективен, но не подходит для крупносерийного непрерывного производства.
●Мотор версия:Приводимый в действие двигателем, он повышает эффективность разматывания и снижает необходимость ручного вмешательства, экономя затраты на рабочую силу.
Дополнительный тип разматывателя: разматыватель с двойной головкой
● Универсальная ширина:Двухголовочный разматыватель может хранить рулоны стали различной ширины, подходящие для двухрядных профилегибочных машин.
● Непрерывная работа:Пока одна головка разматывает рулон, другая может загружать и готовить новый рулон. Когда один рулон израсходован, разматыватель может повернуть на 180 градусов, чтобы…
Путеводитель
● Основная функция:Выравнивание рулона стали по осевой линии машины с целью предотвращения несоосности, которая может привести к скручиванию, изгибу, образованию заусенцев и проблемам с размерами готового изделия.
● Направляющие устройства:Множество направляющих устройств на загрузочном отверстии и внутри профилегибочной машины усиливают направляющий эффект.
● Техническое обслуживание:Регулярно калибруйте расстояние направляющих устройств, особенно после транспортировки и при длительном использовании.
● Предварительная обработка:Команда Linbay измеряет и записывает ширину направляющей в руководство пользователя для калибровки клиента после получения.
Профилегибочная машина
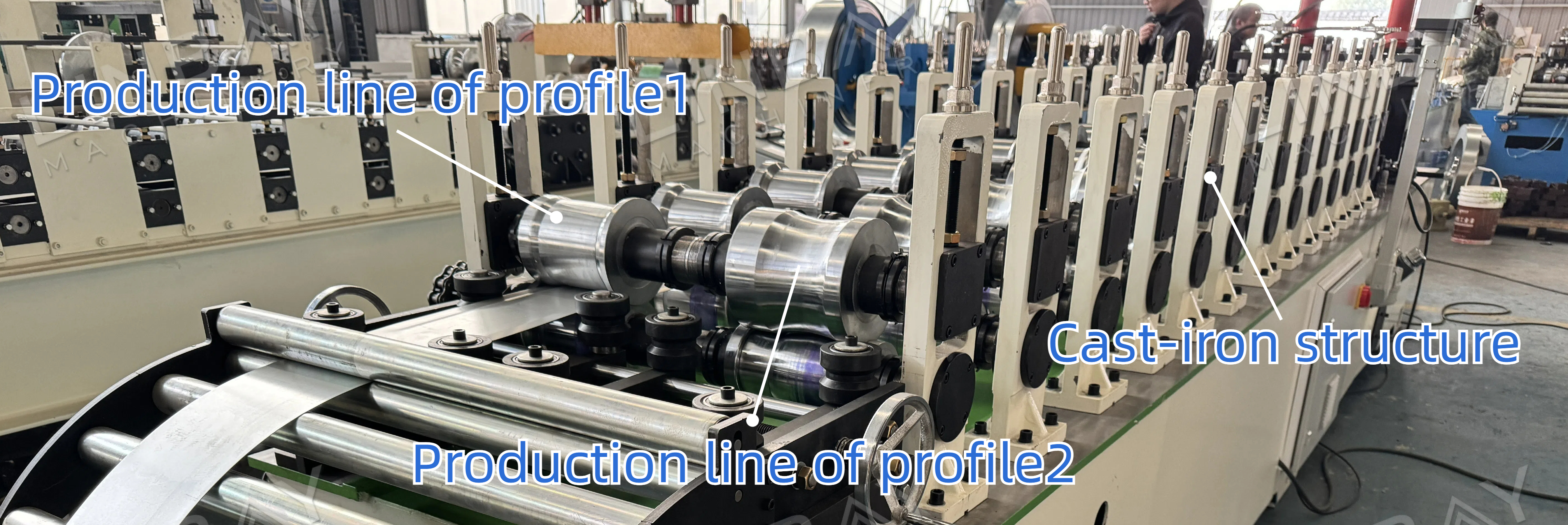
● Универсальные формы:Двухрядная конструкция позволяет использовать ламели рольставней двух разных форм, что позволяет клиентам сократить расходы на оборудование и пространство.
●Примечание:Две производственные линии не могут работать одновременно. При высокой потребности в производстве обоих профилей рекомендуется использовать две отдельные производственные линии.
●Структура:Оснащен чугунной подставкой и цепным приводом.
●Крышка цепи:Цепи защищены металлической сеткой, которая обеспечивает безопасность рабочего и предотвращает повреждение цепей мусором.
●Ролики:Хромированные и подвергнутые термической обработке для защиты от ржавчины и коррозии, что продлевает срок их службы.
●Главный двигатель:Стандарт 380 В, 50 Гц, 3 фазы, с возможностью индивидуального заказа.
Гидравлическая отрезная машина 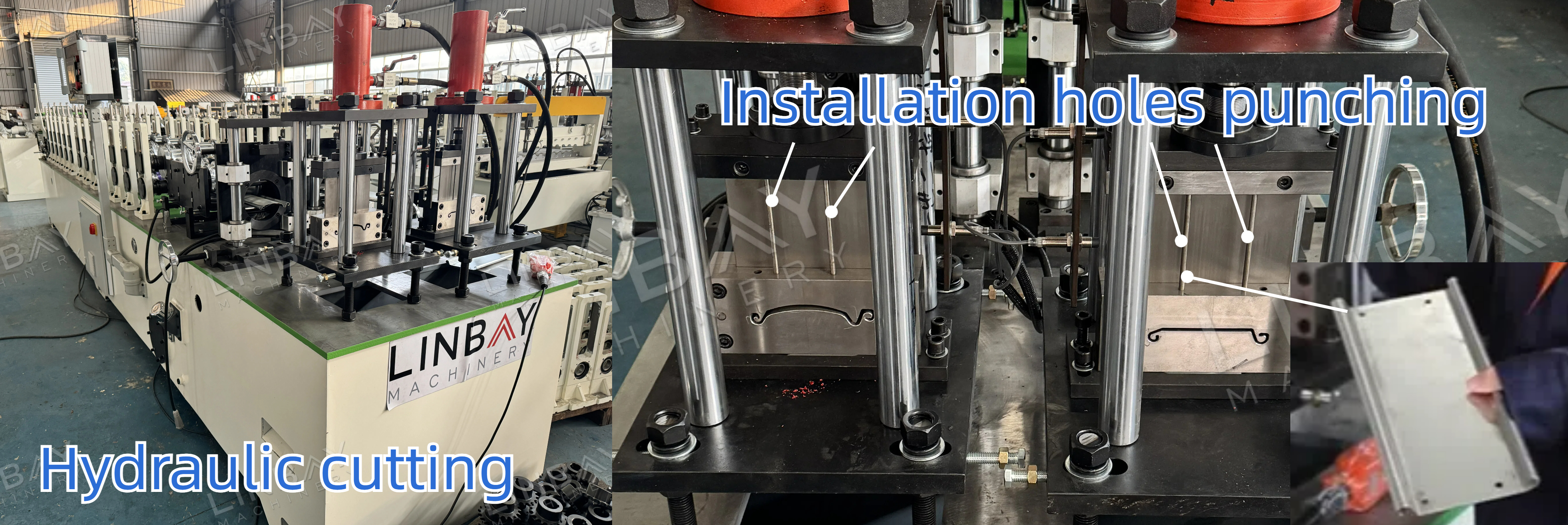
●Лезвия, изготовленные с высокой точностью:Разработаны в соответствии со спецификациями ламелей рольставней, гарантируют гладкие, не деформирующиеся и не имеющие заусенцев кромки резки.
●Высокая точность длины реза:Допуск в пределах ±1 мм достигается благодаря использованию энкодера для измерения длины подачи рулона стали, преобразования данных в электрические сигналы и передачи этих данных в шкаф ПЛК. Рабочие могут задавать длину резки, объём производства и скорость на экране ПЛК.
Дополнительное устройство: Пробивка монтажных отверстий
●Концевые отверстия:На каждом конце ламели рольставни имеются два отверстия, соответствующие крепёжным элементам. Эти отверстия также можно выполнить на линии профилирования, что сокращает время и затраты на ручное сверление.
●Штамповка и резка:Два пуансона расположены до и после режущих лезвий, используя одну гидравлическую станцию, что позволяет осуществлять одновременную резку и пробивку.
●Настраиваемая перфорация:Размер отверстия и расстояние от края можно регулировать.
Дополнительное устройство: Автономный гидравлический пробивной пресс

●Подходит для непрерывной или плотной штамповки:Идеально подходит для высокочастотной перфорации.
●Эффективная координация производства:Когда спрос на перфорированные рольставни ниже, чем на неперфорированные, разделение процессов перфорации и формовки на две независимые производственные линии может повысить общую эффективность.
●Индивидуальные штампы для пробивки отверстий:Если после получения заказа у клиента имеются новые типы пробивных штампов, мы можем изготовить новые штампы по индивидуальному заказу в пределах ширины подачи исходного гидравлического пробивного пресса.
Тестирование

● Наши инженеры откалибруют каждую ступень двухрядной машины перед отправкой, чтобы гарантировать возможность быстрого запуска производства после получения.
● Изготовленные рольставни будут сравниваться 1:1 с чертежами.
● Мы также отрежем около 2 метров профиля и соберем 3-4 детали, чтобы проверить, что ставни плотно прилегают, не расшатываются и сворачиваются с соответствующим зазором.
1. Разматыватель

2. Кормление

3.Пробивка

4. Стенды профилегибочные

5. Система привода

6. Режущая система

Другие

Внешний вид стола



1-300x168.jpg)