








Перфил

Эти изделия из стальных каркасных стен используются в различных целях, например, в качестве несущих стен, навесных стен, балок перекрытий и стропильных ферм.
Шпильки, рельсы, омега-профили и другие тонкие профили обычно производятся на линиях холодной прокатки. Размеры профилей и схемы штамповки могут быть изготовлены по индивидуальному заказу.
Реальная схема дела
Разматыватель--Направляющий--Формовочный станок--Летающий гидравлический пуансон--Летающий гидравлический резак--Вырезной стол
Реальный случай — основные технические параметры
1.Скорость линии: 0-15 м/мин с перфорацией, регулируемая
2.Скорость формования: 0-40 м/мин
3.Подходящий материал:Оцинкованная сталь
4. Толщина материала: 0,4-0,8 мм
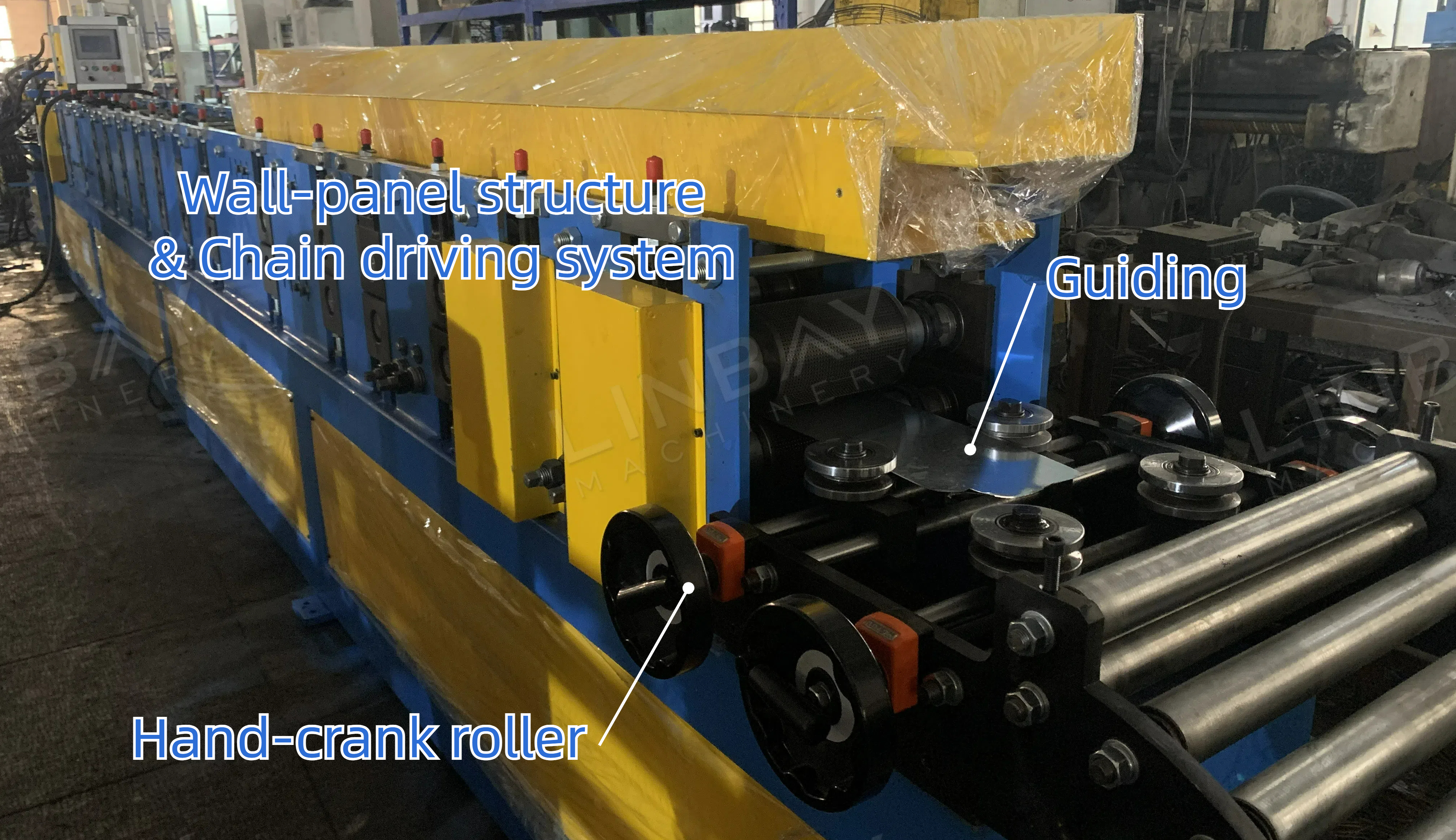
5.Профилегибочная машина: конструкция стеновой панели
6.Система привода: цепная система привода
7. Система пробивки и резки: гидравлическая. Летающего типа, профилегибочная машина не останавливается при резке.
8. Шкаф ПЛК: система Siemens. Переносной.
Реальный случай-Машины
1.Разматыватель*1
2.Профилегибочная машина*1
3. Летающий гидравлический пробойник*1
4. Летающая режущая машина*1
5.Выходной стол*2
6. Шкаф управления ПЛК*1
7.Гидравлическая станция*1
8. Ящик с запасными частями (бесплатно)*1
Размер контейнера: 1x20GP
Реальный случай-Описание
Ручной разматыватель
●Благодаря тонкости профилей шпилек 0,4–0,8 мм для размотки можно использовать ручной разматыватель.
●Неэффективно: однако, у него нет собственной мощности и он полагается на профилегибочную машину для вытягивания рулона стали.
●Требуется ручное вмешательство: натяжение оправки также выполняется вручную, что снижает эффективность и позволяет выполнить только основные требования по разматыванию.

Дополнительный тип разматывателя: моторизованный разматыватель
● Приводимый в действие двигателем, он повышает эффективность разматывания и снижает необходимость ручного вмешательства и затраты труда.
Дополнительный разматыватель: Гидравлический разматыватель
● Стабильная и прочная рама:Используется для загрузки рулонов стали. Гидравлический разматыватель обеспечивает более эффективную и безопасную подачу рулонов в производственную линию.
● Устройство расширения ядра:Оправка или вал с гидравлическим приводом расширяется и сужается для установки рулонов стали с внутренним диаметром 490–510 мм.(или по индивидуальному заказу), фиксируя катушки для плавного разматывания.
● Пресса-рука:Гидравлический пресс-рычаг удерживает катушку на месте, предотвращая внезапное высвобождение внутреннего напряжения, которое может нанести вред работникам.
● Фиксатор катушки:Надёжно крепится к лопастям оправки винтами и гайками, предотвращая соскальзывание катушки с вала. Легко устанавливается и снимается.
● Система управления:Оснащен ПЛК и панелью управления с кнопкой аварийной остановки для повышения безопасности.
Путеводитель
● Основная функция:Направлять рулон стали вдоль центральной линии машины, предотвращая смещение, которое может привести к скручиванию, изгибу, образованию заусенцев и проблемам с размерами готового изделия.
● Направляющие устройства:На входе и внутри профилегибочной машины расположено несколько направляющих роликов для усиления направляющего эффекта.
● Техническое обслуживание:Регулярно калибруйте расстояние направляющих устройств, особенно после транспортировки и при длительном использовании.
● Предварительная обработка:Мы, команда Linbay, измеряем и записываем направляющую ширину в руководство пользователя для калибровки клиента после получения.
● Ширину направляющей можно точно отрегулировать с помощью ручного ролика.
Форма рулонамашина
● Доступны различные размеры: эта производственная линия позволяет вручную регулировать точки формовки на роликах для производства шипов трёх разных размеров. Мы предоставляем руководства, видеоматериалы по вводу в эксплуатацию, видеозвонки и консультации инженеров на месте, чтобы помочь работникам клиентов освоить замену роликов.
Нажмите на картинку ниже, чтобы увидеть, как изменить расстояние между роликами:

● Асимметричный профиль:В отличие от обычных профилей со шпильками этот профиль Montante construcción en seco имеет два асимметричных высоких края, что требует более точной конструкции роликов формовочной машины.
● Экономичная и удобная конфигурация:Имеет конструкцию из стеновых панелей и систему цепного привода., что вполне приемлемо, если толщина рулона стали составляет 0,4-0,8 мм.
● Валики для тиснения:Стальной рулон проходит через ряд тиснильных роликов, которые отпечатывают точечные узоры на поверхности профиля для увеличения трения и улучшения адгезии цемента.
● Крышка цепи:Цепи закрыты металлическим коробом, который обеспечивает безопасность рабочего и защищает цепи от повреждений, вызываемых частицами в воздухе.
● Ролики:Хромированные и подвергнутые термической обработке для защиты от ржавчины и коррозии, что продлевает срок их службы.
● Главный двигатель:Стандарт 380 В, 50 Гц, 3 фазы, с возможностью индивидуального заказа.
Летающий гидравлический пробойник и летающий гидравлический резак

● Более высокая эффективность:Пробивные и отрезные станки имеют общую базу, что позволяет им двигаться с той же скоростью, что и формовочная машина. Это обеспечивает относительную неподвижность зон пробивки и резки, обеспечивая непрерывную работу формовочной машины и, в конечном итоге, повышая общую эффективность производства.
● Конструкция с двумя станциями:Пробивка и резка осуществляются на двух отдельных гидравлических станциях, что обеспечивает большую гибкость. Пресс-формы для пробивки могут быть изготовлены по чертежам заказчика.
● Высокая точность длины реза:Допуск в пределах ±1 мм достигается благодаря использованию энкодера для измерения длины подачи рулона стали, преобразования данных в электрические сигналы и передачи этих данных в шкаф ПЛК. Рабочие могут задавать длину резки, объём производства и скорость на экране ПЛК.
Дополнительное экономичное решение: остановка перфорации и остановки резки
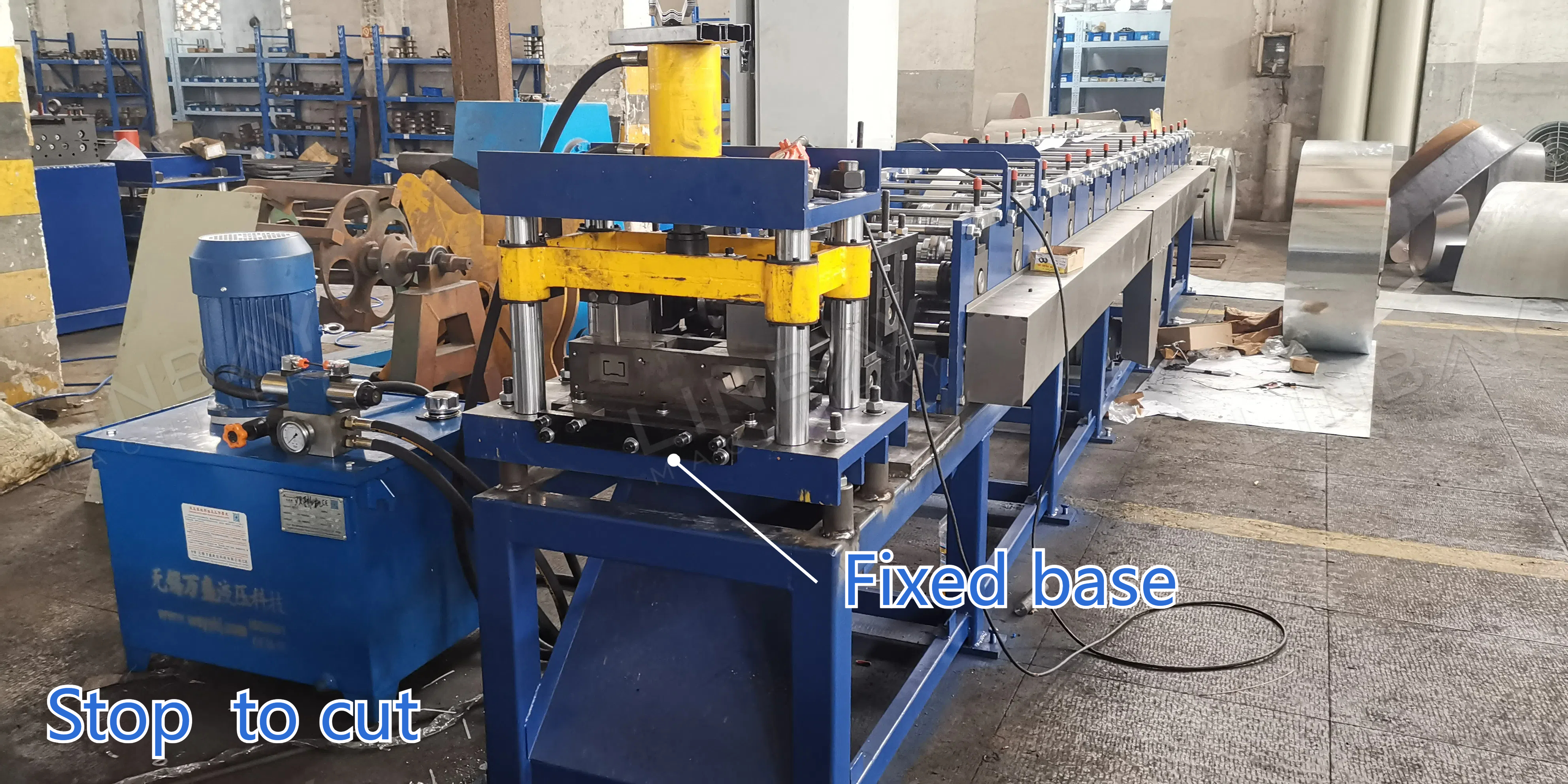
Дляболее низкие производственные требования и ограниченные бюджетыМогут использоваться конфигурации с остановкой пробивки и остановкой резки. Во время пробивки и резки формовочная машина должна останавливаться для выполнения этих процессов. Хотя это приводит к снижению эффективности, качество пробивки и резки остаётся высоким.
1. Разматыватель

2. Кормление

3.Пробивка

4. Стенды профилегибочные

5. Система привода

6. Режущая система

Другие

Внешний вид стола

Отправьте нам Ваше сообщение:
-

Машина для изготовления CZ-прогонов из предварительно окрашенной оцинкованной стали
-

Полностью автоматическая лазерная сварка рулона квадратной трубы 2 мм ...
-

Perfiladora de Canalones
-

Двухрядный упор для отрезного канала...
-

Профилегибочная машина для производства профилей Strut
-

Conformadora para caballete para galvateja con...