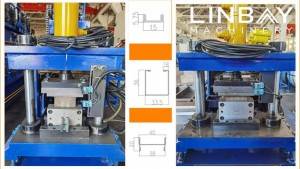
Profil

Rullportslameller är en viktig del av rullportar, med olika designprofiler som föredras på olika regionala marknader. Kallvalsningslinjer är ett vanligt och effektivt val för att producera dessa lameller.
Linbay-teamet kan erbjuda lämpliga produktionslösningar baserade på vår erfarenhet, produktionskraven för varje profil och stansbehoven.
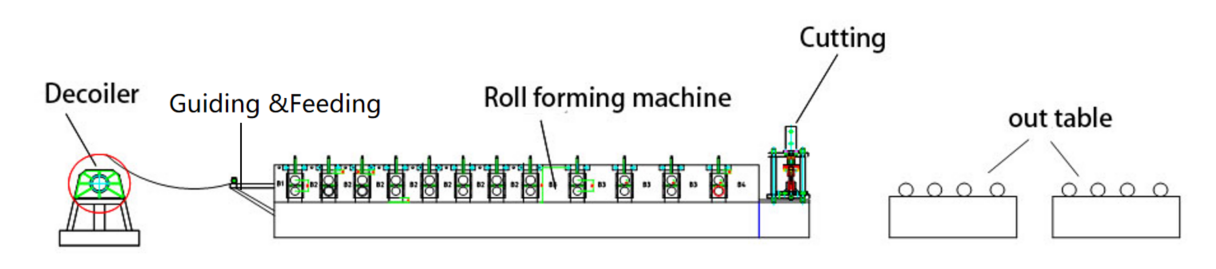
Verkligt fall - Flödesschema
Hydraulisk avhaspelare -- Styrning -- Valsformningsmaskin -- Hydraulisk skärmaskin -- Utbord
Verkligt fall - Huvudsakliga tekniska parametrar
1. Linjehastighet: 0-12 m/min, justerbar
2. Lämpligt material: Galvaniserat stål
3. Materialtjocklek: 0,6-0,8 mm
4. Valsformningsmaskin: Gjutjärnsstruktur
5. Drivsystem: Kedjedrivsystem
6. Skärsystem: Hydraulisk kraft. Stopp för att skära, valsformaren måste stoppa vid skärning.
7. PLC-skåp: Siemens-system.
Verkliga fall-maskiner
1. Manuell avhaspelare * 1
2. Rullformningsmaskin * 1
3. Hydraulisk skärmaskin * 1 (Varje rullande jalusiprofil kräver 1 separat skärblad)
4. Utbord * 2
5. PLC-kontrollskåp * 1
6. Hydraulisk station * 1
7. Reservdelslåda (gratis) * 1
Verkligt fall - Beskrivning
Avrullare

● Rulljalusilameller:På grund av deras mindre tjocklek och bredd,manuell och motoriseradAvlindningsmaskiner är tillräckliga för att uppfylla avlindningskraven.
● Manuell version:Icke-motoriserad, förlitar sig på kraften från formningsrullarna för att dra stålrullen framåt. Den har låg avlindningseffektivitet och något lägre säkerhet. Dornexpansionen görs manuellt. Det är kostnadseffektivt men inte lämpligt för storskalig kontinuerlig produktion.
●Motor version:Drivs av en motor ökar den avrullningseffektiviteten och minskar behovet av manuella ingrepp, vilket sparar arbetskostnader.
Valfri avhaspelartyp: Dubbelhuvudad avhaspelare
● Mångsidiga bredder:En dubbelhuvudsavhaspelare kan lagra stålrullar av olika bredder, lämpliga för dubbelradsformningsmaskiner.
● Kontinuerlig drift:Medan ett huvud avlindas kan det andra ladda och förbereda en ny spole. När en spole är slut kan avlindaren rotera 180 grader för att
Styrning
● Primär funktion:För att rikta in stålrullen med maskinens mittlinje, vilket förhindrar feljustering som kan orsaka vridning, böjning, grader och dimensionsproblem i den färdiga produkten.
● Styranordningar:Flera styranordningar vid matningsinloppet och inuti rullformningsmaskinen förstärker styreffekten.
● Underhåll:Kalibrera regelbundet avståndet mellan styranordningarna, särskilt efter transport och vid långvarig användning.
● Före leverans:Linbay-teamet mäter och registrerar styrbredden i användarmanualen för kundkalibrering vid mottagandet.
Rullformningsmaskin
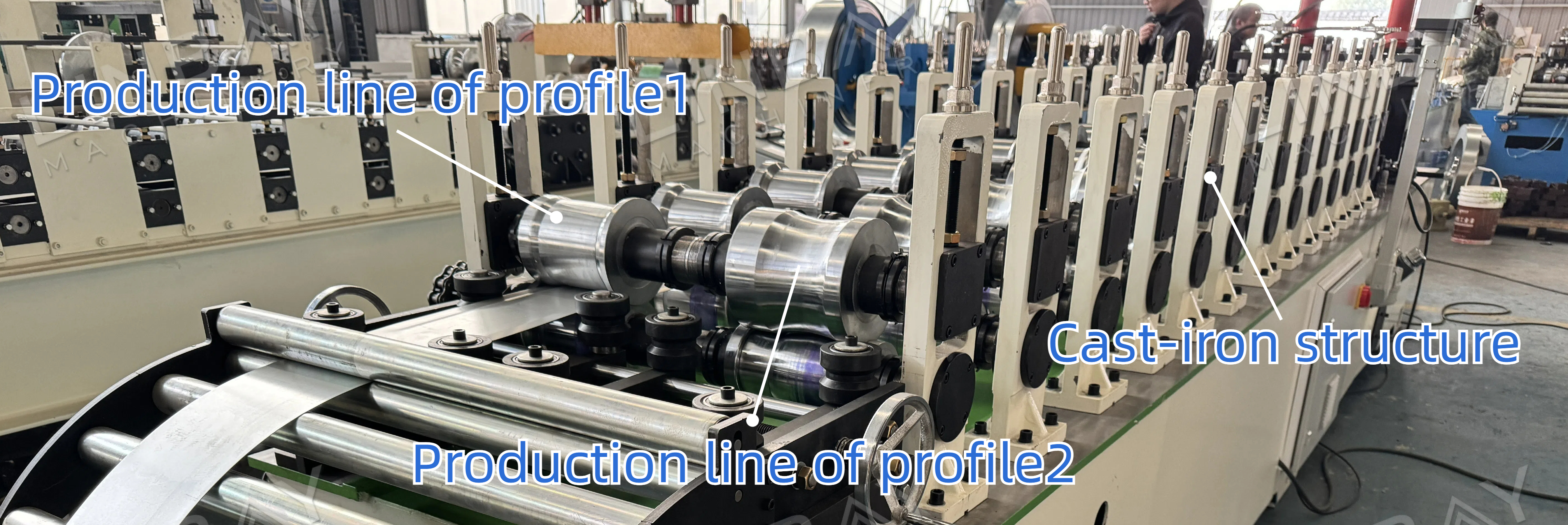
● Mångsidiga former:Den dubbelradiga strukturen kan hantera rullande jalusilameller i två olika former, vilket minskar maskin- och utrymmeskostnader för kunderna.
●Notera:De två produktionslinjerna kan inte köras samtidigt. För höga produktionskrav på båda profilerna rekommenderas att använda två separata produktionslinjer.
●Strukturera:Har ett stativ och kedjedrivningssystem i gjutjärn.
●Kedjeskydd:Kedjorna är skyddade av ett metallnät, vilket garanterar arbetarnas säkerhet och förhindrar att skräp skadar kedjorna.
●Rullar:Krompläterade och värmebehandlade för rost- och korrosionsbeständighet, vilket förlänger deras livslängd.
●Huvudmotor:Standard 380V, 50Hz, 3-fas, med anpassningsmöjligheter.
Hydraulisk skärmaskin 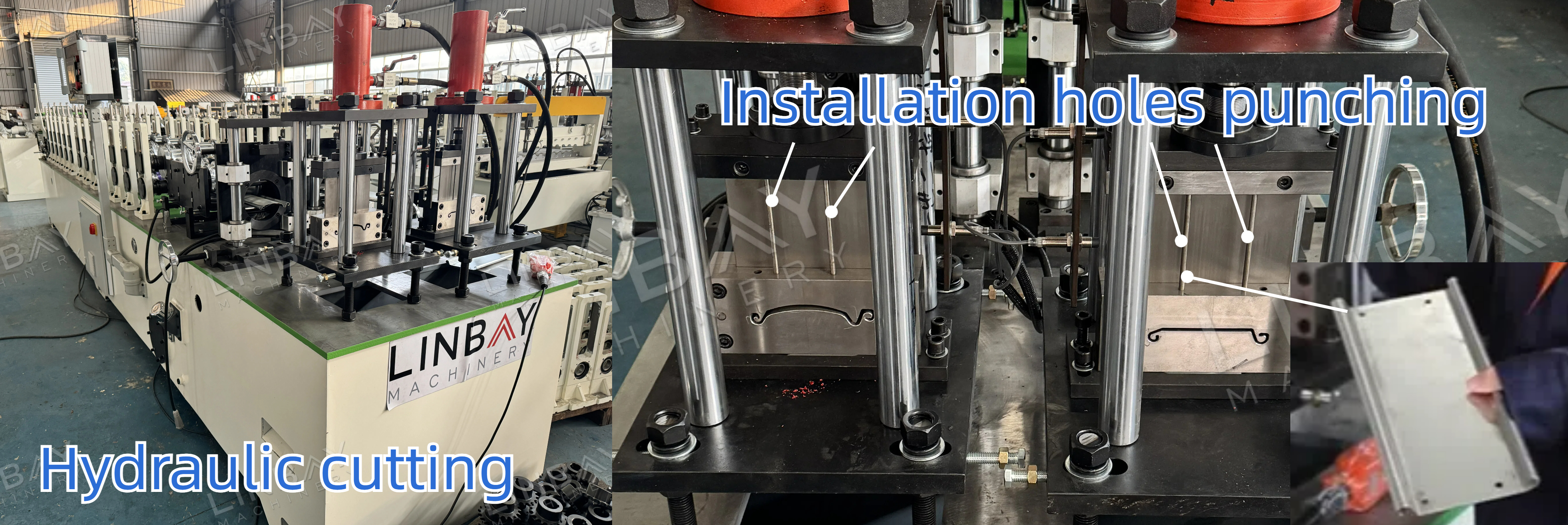
●Precisionstillverkade blad:Utformad för att matcha specifikationerna för rullportslammar, vilket säkerställer släta, deformationsfria och gradfria skärkanter.
●Hög skärlängdsnoggrannhet:Tolerans inom ±1 mm, uppnådd med hjälp av en kodare som mäter stålrullens frammatningslängd, omvandlar den till elektriska signaler och matar tillbaka dessa data till PLC-skåpet. Arbetare kan ställa in skärlängd, produktionskvantitet och hastighet på PLC-skärmen.
Tillvalsenhet: Hålslagning för installation
●Ändhål:Varje ände av rullportslamellerna har två hål som matchar monteringsfästena. Dessa hål kan också göras på formningslinjen, vilket minskar manuell borrningstid och kostnader.
●Stansning och skärning:Två stansar är placerade före och efter skärbladen och delar en enda hydraulstation för att möjliggöra samtidig skärning och stansning.
●Anpassningsbar stansning:Hålstorlek och avstånd från kanten kan anpassas.
Tillvalsenhet: Fristående hydraulisk stansmaskin

●Lämplig för kontinuerlig eller tät stansning:Idealisk för behov av högfrekvent stansning.
●Effektiv produktionskoordinering:När efterfrågan på stansade rullportar är lägre än på icke-stansade portar, kan en separering av stansnings- och formningsprocesserna i två oberoende produktionslinjer förbättra den totala effektiviteten.
●Anpassade stansformar:Om kunden har nya stansformar efter mottagandet kan vi anpassa nya formar inom den ursprungliga hydrauliska stansmaskinens matningsbreddsområde.
Testning

● Våra ingenjörer kalibrerar varje steg i den tvåradiga maskinen före leverans för att säkerställa att produktionen kan starta omedelbart efter mottagandet.
● De producerade rullportarna kommer att jämföras 1:1 med ritningarna.
● Vi kommer också att skära cirka 2 meter profil och montera 3–4 bitar för att testa att jalusierna sitter tätt utan att lossna och rulla ihop med lämpligt mellanrum.
1. Avrullare

2. Matning

3. Stansning

4. Rullformningsställ

5. Drivsystem

6. Skärsystem

Andra

Utbord



1-300x168.jpg)