








Profil

Dessa stålregelväggsprodukter används i olika tillämpningar, såsom bärande väggar, utfackningsväggar, golvbjälkar och takstolar.
Regn, spår, omegaprofiler och andra tunna profiler tillverkas vanligtvis med kallvalsningslinjer. Profildimensionerna och stansmönstren kan anpassas.
Verkligt fall - Flödesschema
Avhaspelare--Styrning--Valsformare--Flygande hydraulisk stans--Flygande hydraulisk avstängningsbord
Verkligt fall - Huvudsakliga tekniska parametrar
1. Linjehastighet: 0-15 m/min med perforering, justerbar
2. Formningshastighet: 0-40m/min
3. Lämpligt material: Galvaniserat stål
4. Materialtjocklek: 0,4-0,8 mm
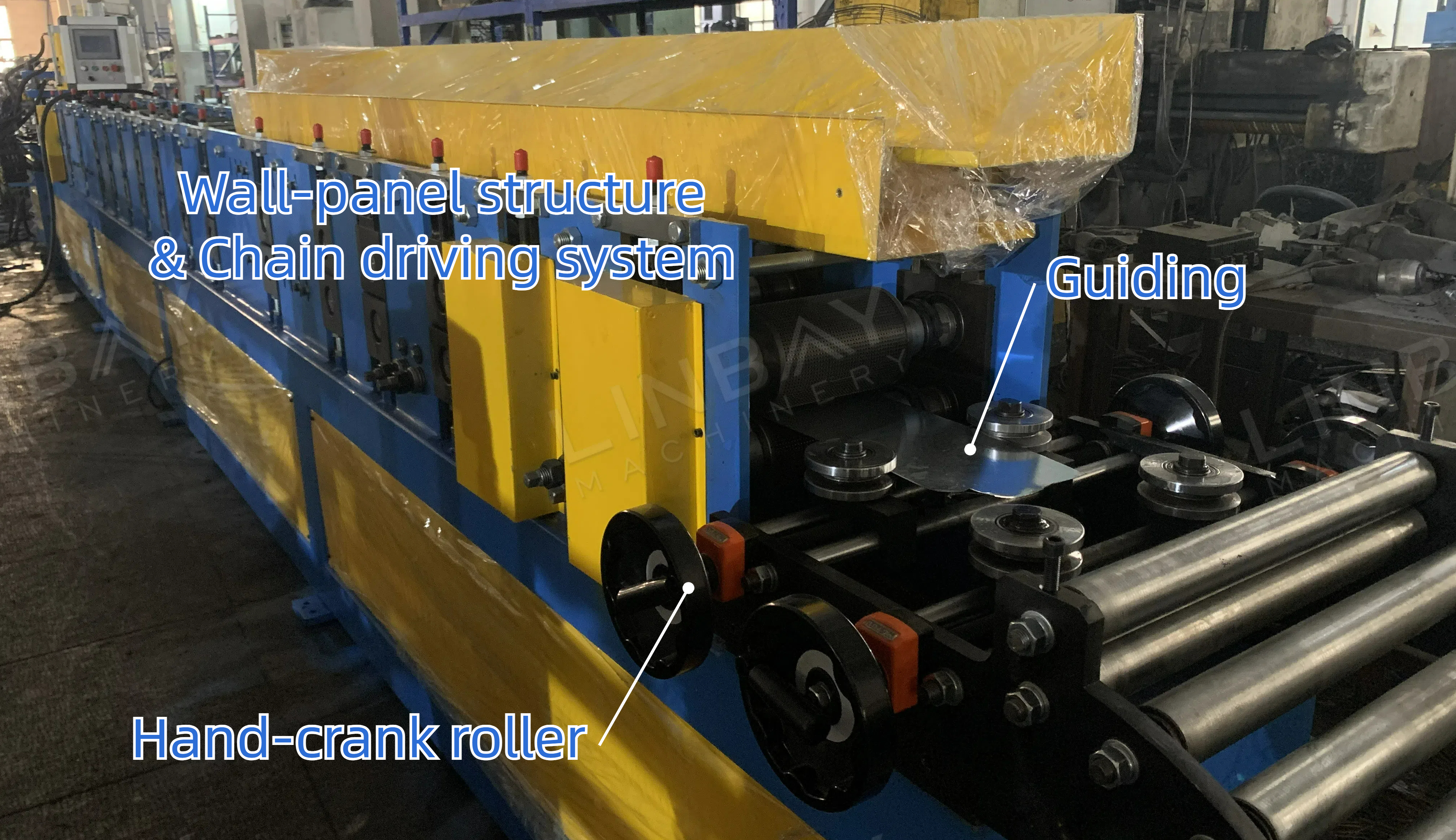
5. Rullformningsmaskin: Väggpanelstruktur
6. Drivsystem: Kedjedrivsystem
7. Stans- och skärsystem: Hydraulisk kraft. Flygande typ, valsformaren stannar inte vid skärning.
8. PLC-skåp: Siemens-system. Bärbar typ.
Verkliga fall-maskiner
1. Avhaspelare*1
2. Rullformningsmaskin * 1
3. Flygande hydraulisk stansmaskin * 1
4. Flygande skärmaskin * 1
5. Utbord * 2
6. PLC-kontrollskåp * 1
7. Hydraulisk station * 1
8. Reservdelslåda (gratis) * 1
Behållarstorlek: 1x20GP
Verkligt fall - Beskrivning
Manuell avhaspelare
●På grund av att regelprofilerna är 0,4–0,8 mm tunn kan en manuell avhaspelare uppfylla avrullningsbehoven.
●Ineffektiv: Den saknar dock egen kraft och förlitar sig på rullformningsmaskinen för att dra stålrullen.
●Kräver manuell hjälp: Dornspänningen görs också manuellt, vilket resulterar i lägre effektivitet och uppfyller endast grundläggande avrullningskrav.

Valfri avhaspelartyp: Motoriserad avhaspelare
● Drivs av en motor ökar den avrullningseffektiviteten och minskar behovet av manuella ingrepp och arbetskostnader.
Valfri avhaspelare: Hydraulisk avhaspelare
● Stabil och robust ram:Används för lastning av stålrullar. Den hydrauldrivna avhaspelaren säkerställer en effektivare och säkrare matningsprocess in i produktionslinjen.
● Kärnexpansionsenhet:Hydrauldriven dorn eller spindel expanderar och krymper för att passa stålrullar med innerdiametrar på 490-510 mm(eller anpassad), vilket säkrar spolarna för smidig avlindning.
● Tryck-ärm:Den hydrauliska pressen-Armen håller spolen på plats och förhindrar plötslig frigöring av intern spänning som kan skada arbetarna.
● Spolhållare:Den är ordentligt fäst vid dornbladen med skruvar och muttrar och förhindrar att spolen glider av axeln. Den kan enkelt monteras och tas bort.
● Styrsystem:Utrustad med PLC och kontrollpanel med nödstoppsknapp för ökad säkerhet.
Styrning
● Primär funktion:För att styra stålrullen längs maskinens mittlinje och förhindra feljustering som kan orsaka vridning, böjning, grader och dimensionsproblem i den färdiga produkten.
● Styranordningar:Flera styrrullar är placerade vid ingången och inuti rullformningsmaskinen för att förbättra styreffekten.
● Underhåll:Kalibrera regelbundet avståndet mellan styranordningarna, särskilt efter transport och vid långvarig användning.
● Före leverans:Vi, Linbay-teamet, mäter och registrerar styrbredden i användarmanualen för kundkalibrering vid mottagandet.
● Styrbredden kan finjusteras med hjälp av handvevsrullen.
Rullformmaskin
● Flera dimensioner finns tillgängliga: Denna produktionslinje kan manuellt justera formpunkterna på valsarna för att producera tre olika storlekar på reglar. Vi tillhandahåller manualer, driftsättningsvideor, videosamtal och vägledning på plats från ingenjörer för att hjälpa kundernas anställda att lära sig hur man byter valsar.
Klicka på bilden nedan för att se hur du ändrar rullutrymmet:

● Asymmetrisk profil:Till skillnad från konventionella regelprofiler har denna Montante construcción en seco-profil två asymmetriska höga kanter, vilket kräver en mer exakt utformning av formningsmaskinens rullar.
● Ekonomisk och lämplig konfiguration:Har en väggpanelstruktur och ett kedjedrivningssystem, vilket är ganska lämpligt när stålrullen är 0,4-0,8 mm tjock.
● Präglingsrullar:Stålrullen passerar genom en uppsättning präglingsvalsar som präglar prickmönster på profilytan för att öka friktionen och förbättra cementens vidhäftning.
● Kedjeskydd:Kedjorna är täckta av en metalllåda, vilket garanterar arbetarnas säkerhet och skyddar kedjorna från skador orsakade av luftburna partiklar.
● Rullar:Krompläterade och värmebehandlade för rost- och korrosionsbeständighet, vilket förlänger deras livslängd.
● Huvudmotor:Standard 380V, 50Hz, 3Ph, med anpassningsmöjligheter.
Flygande hydraulisk stans och flygande hydraulisk skärning

● Högre effektivitet:Stans- och skärmaskinerna delar en enda bas, vilket gör att de kan röra sig framåt med samma hastighet som formningsmaskinen. Detta håller stans- och skärområdena relativt stationära, vilket möjliggör kontinuerlig drift av formningsmaskinen och i slutändan förbättrar den totala produktionseffektiviteten.
● Tvåstationsdesign:Stansning och skärning utförs i två separata hydrauliska stationer, vilket ger större flexibilitet. Stansformar kan anpassas enligt kundens ritningar.
● Hög noggrannhet i skärlängden:Tolerans inom ±1 mm, uppnådd med hjälp av en kodare som mäter stålrullens frammatningslängd, omvandlar den till elektriska signaler och matar tillbaka dessa data till PLC-skåpet. Arbetare kan ställa in skärlängd, produktionskvantitet och hastighet på PLC-skärmen.
Kostnadseffektiv lösning (tillval): Stansning och skärning
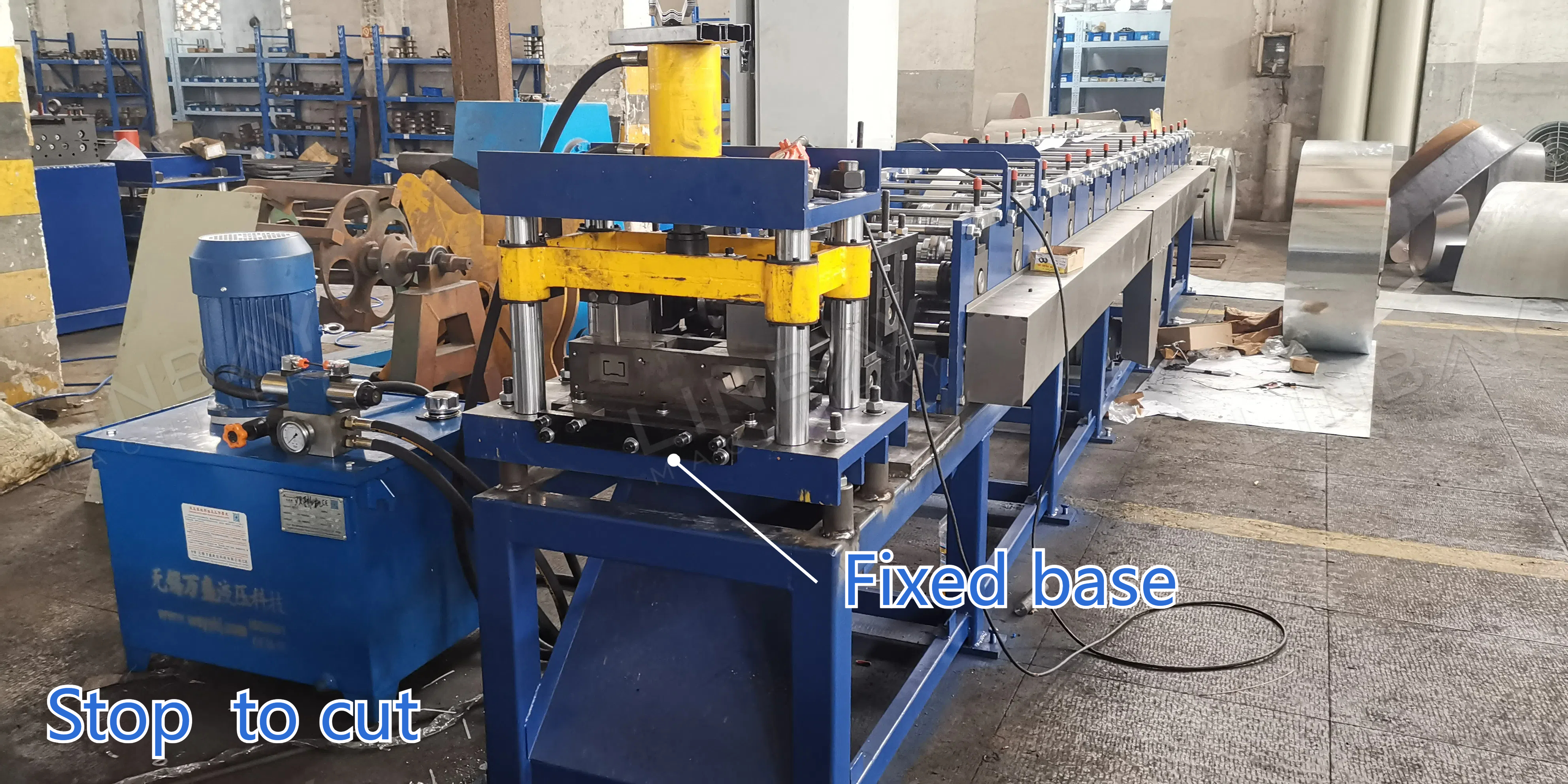
Förlägre produktionskrav och begränsade budgetar, stoppstansning och stoppskärningskonfigurationer kan användas. Under stansning och skärning måste formningsmaskinen pausa för att hantera dessa processer. Även om detta resulterar i lägre effektivitet, förblir kvaliteten på stansning och skärning hög.
1. Avrullare

2. Matning

3. Stansning

4. Rullformningsställ

5. Drivsystem

6. Skärsystem

Andra

Utbord






