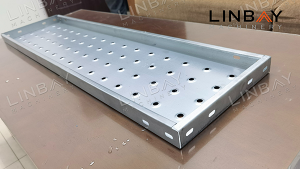
પર્ફિલ

આ રોલ ફોર્મિંગ મશીન બે અલગ અલગ કદમાં ડ્રેનેજ ગ્રેટ્સ બનાવવા માટે રચાયેલ છે. પ્રોફાઇલ્સ 1.5 મીમી જાડા છે અને ઉચ્ચ-ગુણવત્તાવાળા ગેલ્વેનાઈઝ્ડ સ્ટીલમાંથી બનાવવામાં આવે છે. આ ગ્રેટિંગ્સ ડ્રેનેજ, સ્લિપ પ્રતિકાર, લોડ સપોર્ટ અને ગંધ નિયંત્રણ પ્રદાન કરે છે, જે તેમને શાવર અને ફ્લોર ડ્રેઇન એપ્લિકેશન માટે આદર્શ બનાવે છે. મશીન પ્રતિ મિનિટ 12 મીટર સુધીની ઝડપે કાર્ય કરી શકે છે.
દરેક મશીનને ક્લાયન્ટના સ્પષ્ટીકરણો અને બજેટ અનુસાર બનાવી શકાય છે. શિપમેન્ટ પહેલાં, દરેક યુનિટ ઉત્પાદન ધોરણોને પૂર્ણ કરે છે અને સમય જતાં સ્થિર કામગીરી પ્રદાન કરે છે તેની ખાતરી કરવા માટે સંપૂર્ણ પરીક્ષણમાંથી પસાર થાય છે.
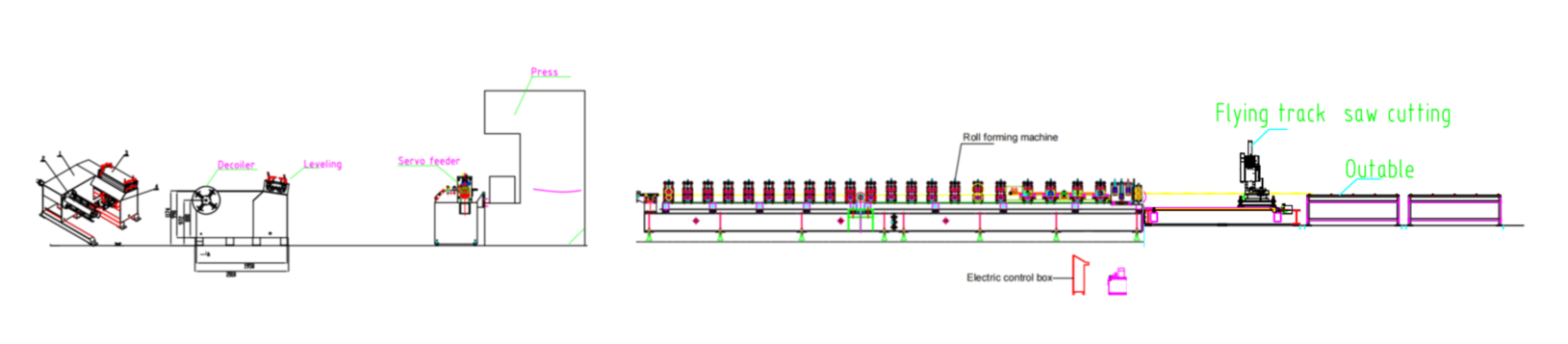
દરેક ભાગની ઉત્પાદન રેખા અને પરિમાણો
(પરિમાણ કોષ્ટક)
ઉત્પાદન લાઇનના દરેક ભાગનું વિગતવાર વર્ણન
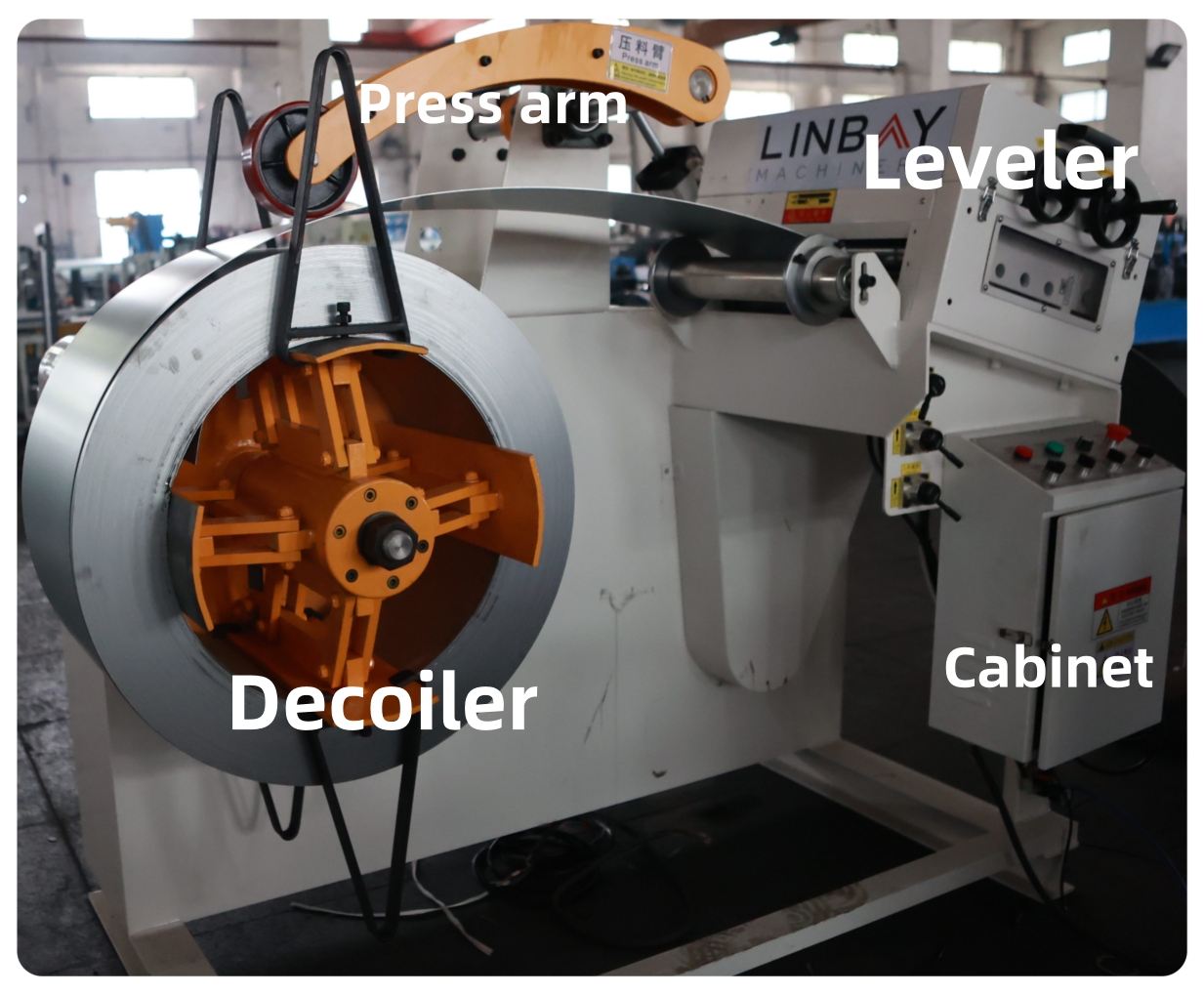
ડેકોઇલર:ઉત્પાદન લાઇનની શરૂઆતમાં, એક સંકલિત ડીકોઇલર અને લેવલિંગ યુનિટ હોય છે. ડીકોઇલરમાં પ્રેશર આર્મ હોય છે જે સ્ટીલ કોઇલને અચાનક ખુલતી અટકાવે છે, જેનાથી ઓપરેટરોને ઇજા થવાનું જોખમ ઓછું થાય છે. આ મિકેનિઝમ કોઇલને સ્થાને સુરક્ષિત રાખે છે, જેનાથી સલામત કામગીરી સુનિશ્ચિત થાય છે.
ડીકોઇલરની બાજુમાં લેવલિંગ સેક્શન છે, જેમાં 7 લેવલિંગ રોલર્સ અને 4 પ્રેશર રોલર્સનો સમાવેશ થાય છે. આ પ્રક્રિયા સ્ટીલ કોઇલમાં આંતરિક તાણ મુક્ત કરે છે અને વધુ એકસમાન સપાટી બનાવે છે, જે પંચિંગ સ્ટેજ માટે સામગ્રી તૈયાર કરે છે.
સંયુક્ત ડેકોઇલર અને લેવલરનો ઉપયોગ તેમને અલગ મશીનો તરીકે રાખવાની તુલનામાં જગ્યા કાર્યક્ષમતા પ્રદાન કરે છે. જ્યારે સ્વતંત્ર એકમોને તેમની વચ્ચે 3 થી 4 મીટર ક્લિયરન્સની જરૂર હોય છે, ત્યારે સંકલિત સિસ્ટમ આ અંતર ઘટાડે છે અને ઉત્પાદન લાઇનને સુવ્યવસ્થિત કરે છે.
લિમિટર:ડીકોઇલર અને પંચ પ્રેસ વચ્ચે એક લિમિટ સેન્સર સ્થાપિત થયેલ છે. તે પંચિંગ મશીન સાથે જોડાયેલ છે અને સ્ટીલ સ્ટ્રીપની સ્થિતિ શોધવાનું કાર્ય કરે છે.

પંચ પ્રેસ:પંચિંગ ક્ષેત્રમાં, 160-ટન પ્રેસનો ઉપયોગ થાય છે, જે પ્રતિ મિનિટ 35 થી 50 સ્ટ્રોક કરવા સક્ષમ છે. આ પ્રેસ પ્રમાણભૂત હાઇડ્રોલિક પ્રેસ કરતા ઝડપી છે, જે ઉત્પાદન લાઇનની એકંદર કાર્યક્ષમતામાં સુધારો કરે છે. દરેક ઉત્પાદન કદ માટે તેના પોતાના મોલ્ડનો સેટ જરૂરી છે, એટલે કે કુલ 2 સેટ પૂરા પાડવામાં આવે છે. ઉત્પાદન કદ બદલતી વખતે, પ્રેસમાં યોગ્ય મોલ્ડ બદલવા આવશ્યક છે.
આ પ્રેસમાં સર્વો મોટર ફીડર પણ છે, જે પંચિંગ દરમિયાન સચોટ સ્થિતિ અને ઝડપી સામગ્રી ફીડિંગ સુનિશ્ચિત કરે છે. પંચ પ્રેસનું નિયંત્રણ એક અલગ ઇલેક્ટ્રિકલ કેબિનેટ દ્વારા કરવામાં આવે છે. ગ્રાહકને મશીનના યોગ્ય સંચાલન માટે માર્ગદર્શન આપવા માટે એક વિગતવાર માર્ગદર્શિકા આપવામાં આવી છે.

મર્યાદા:પંચ પ્રેસ અને રોલ ફર્મર વચ્ચે લિમિટ સેન્સરથી સજ્જ એક ફ્રેમ મૂકવામાં આવે છે. ફ્રેમમાં બે સેન્સર હોય છે: ઉપરનો સેન્સર રોલ ફર્મર સાથે જોડાયેલો હોય છે અને જો સ્ટીલ સ્ટ્રીપ સંપર્કમાં આવે તો મશીનને રોકી દે છે, જે સંકેત આપે છે કે તે ખૂબ ઝડપથી ચાલી રહ્યું છે. નીચેનો સેન્સર પંચ પ્રેસ સાથે જોડાયેલો હોય છે અને જો સ્ટ્રીપ તેને સ્પર્શે તો તેનું કાર્ય બંધ કરી દે છે, જે અતિશય ગતિ દર્શાવે છે.
આ સિસ્ટમ ઉત્પાદન લાઇનના વિવિધ વિભાગોની ગતિને નિયંત્રિત કરવામાં મદદ કરે છે, સલામત કામગીરી સુનિશ્ચિત કરે છે અને સાધનોને સંભવિત નુકસાનથી સુરક્ષિત કરે છે.
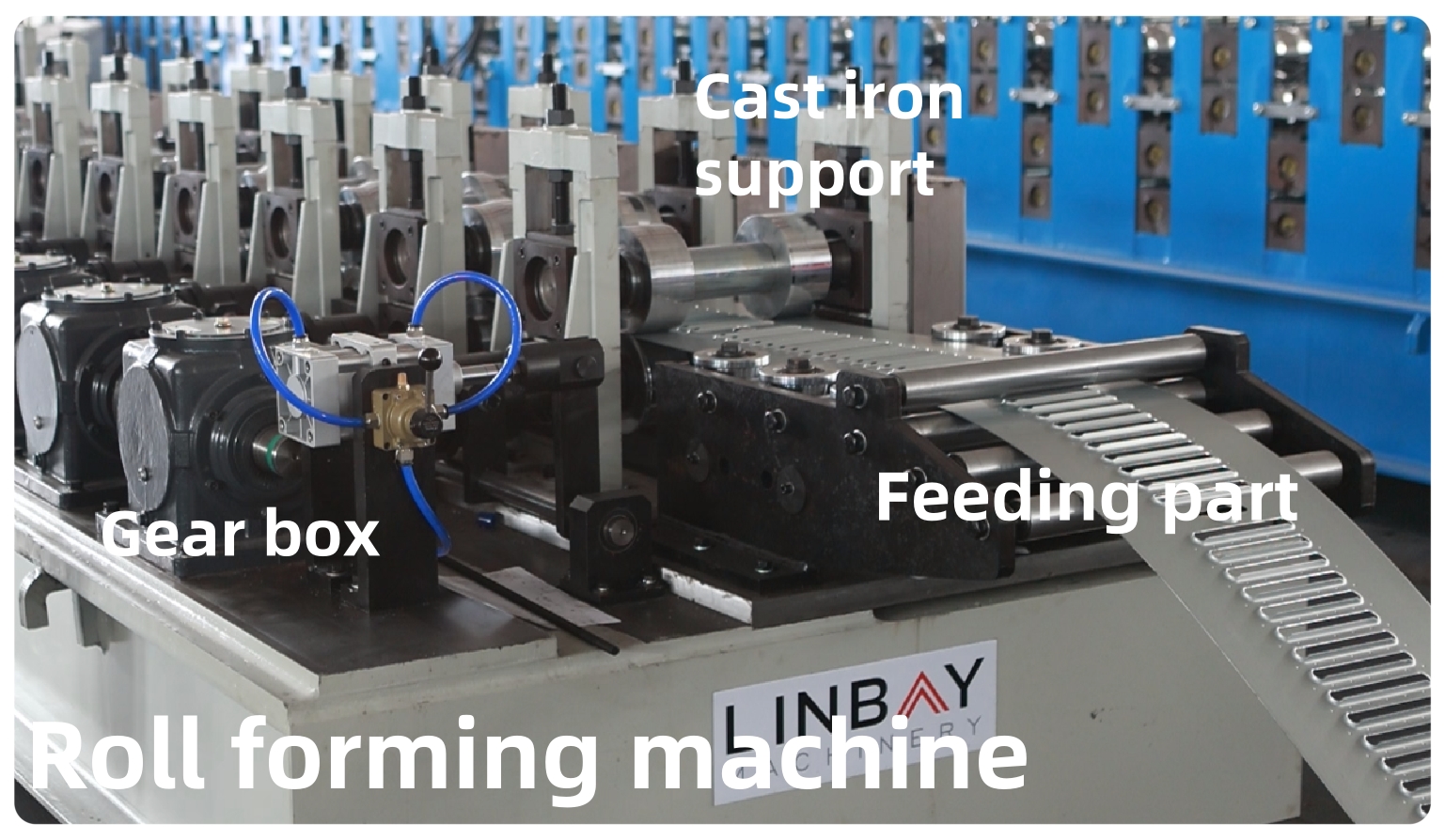

રોલ ફોર્મિંગ મશીન:રોલ ફર્મર કાસ્ટ આયર્ન સપોર્ટ ફ્રેમથી બનેલ છે અને ગિયરબોક્સ દ્વારા પાવર ટ્રાન્સમિટ કરે છે, જે ખૂબ જ સ્થિર અને લાંબા સમય સુધી ચાલતું માળખું પૂરું પાડે છે. બે અલગ અલગ કદને સમાવવા માટે, મશીન 2 સેટ રોલર્સ (કેસેટ) સાથે આવે છે. ઉત્પાદન કદ બદલતી વખતે, અનુરૂપ કેસેટ બદલવી આવશ્યક છે - એક પ્રક્રિયા જેમાં સામાન્ય રીતે 30 થી 60 મિનિટ લાગે છે પરંતુ અનુભવ સાથે તે ઝડપી બને છે.
વધુમાં, રોલર્સ ક્રોમ-પ્લેટેડ છે જે કાટ પ્રતિકાર વધારે છે અને તેમની સેવા જીવન લંબાવશે, જે સમય જતાં વિશ્વસનીય કામગીરી સુનિશ્ચિત કરે છે.
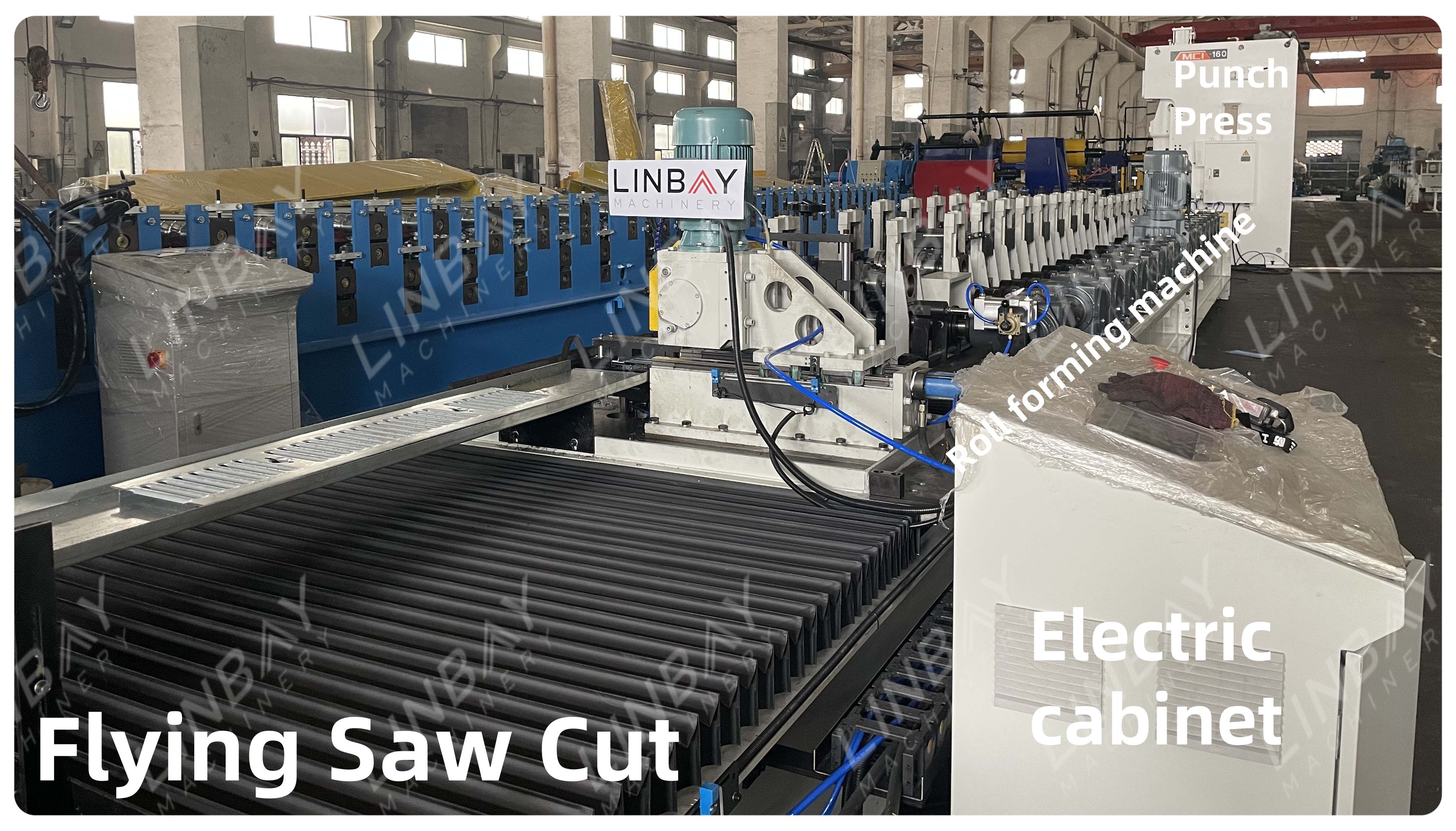
ઉડતી કરવત કાપવી:કટીંગ એરિયામાં, ફ્લાઇંગ સો સિસ્ટમનો ઉપયોગ કરવામાં આવે છે. બ્લેડને ઠંડુ રાખવા અને મેટલ ચિપ્સના વિખેરાઈ જવાને ઘટાડવા માટે કટીંગ દરમિયાન શીતકનો ઉપયોગ કરવામાં આવે છે. ફ્લાઇંગ કટીંગ પ્રોફાઇલ કાપતી વખતે રોલ ફર્મરને ચાલુ રાખવા દે છે, જેનાથી એકંદર ઉત્પાદન કાર્યક્ષમતામાં સુધારો થાય છે.
સર્વો મોટર ચોક્કસ ટ્રેકિંગ સુનિશ્ચિત કરવા માટે કટીંગ સેક્શનની ગતિવિધિને નિયંત્રિત કરે છે. કાપતા પહેલા, પ્રોફાઇલ સીધીતાની ખાતરી કરવા માટે સ્ટ્રેટનરમાંથી પસાર થાય છે. પરિણામી કાપેલા ટુકડા સ્વચ્છ અને ગડબડથી મુક્ત હોય છે, તાત્કાલિક ઉપયોગ માટે તૈયાર હોય છે.

સ્પેરપાર્ટ્સ બોક્સ / ઇન્સ્ટોલેશન વિડિઓ / મેન્યુઅલ:અમે અમારા ગ્રાહકોને સ્પેરપાર્ટ્સનો એક વ્યાપક સેટ પૂરો પાડીએ છીએ, જે મશીનના કોઈપણ ભાગને નુકસાન થાય તો તેને ઝડપી રિપ્લેસમેન્ટની મંજૂરી આપવા માટે તમામ મહત્વપૂર્ણ ઘટકોને આવરી લે છે. ડિલિવરી સમયે ઉત્પાદન લાઇન યોગ્ય રીતે સેટ થઈ છે તેની ખાતરી કરવા માટે, અમે એક પગલું-દર-પગલાં ઇન્સ્ટોલેશન વિડિઓનો સમાવેશ કરીએ છીએ. વધુમાં, જરૂરિયાત મુજબ અંગ્રેજી અને અન્ય ભાષાઓમાં વિગતવાર વપરાશકર્તા માર્ગદર્શિકા પ્રદાન કરવામાં આવે છે, જે ઓપરેટરોને કાર્યક્ષમ અને સલામત મશીન સંચાલન માટે બધી જરૂરી માહિતી આપે છે.
અમારી કંપની ચીનમાં એક ફેક્ટરી ચલાવે છે, સાથે મેક્સિકોમાં એક ઓફિસ અને શોરૂમ પણ ચલાવે છે. અંગ્રેજી અને સ્પેનિશ બંને ભાષામાં અસ્ખલિત, અમારી એન્જિનિયરોની ટીમ, ચીનથી સીધી મશીનરી ખરીદતી વખતે મર્યાદિત સેવાના સામાન્ય પડકારને સંબોધીને વ્યાવસાયિક વેચાણ પછીની સહાય પૂરી પાડે છે.
વાસ્તવિક કેસ-મશીનરી
| ડ્રેનેજ ગ્રેટિંગ રોલ ફોર્મિંગ મશીન | |||
| ના. | ભાગ | સ્પષ્ટીકરણ | વૈકલ્પિક |
| ૧ | કાચો માલ | પ્રકાર: ગેલ્વેનાઈઝ્ડ સ્ટીલ | |
| જાડાઈ(મીમી): ૧.૫ મીમી | |||
| ઉપજ શક્તિ: 250 - 550MPa | |||
| 2 | ગતિ (મી/મિનિટ) | ૦-૧૨ મી/મિનિટ | એડજસ્ટેબલ |
| 3 | ફોર્મિંગ સ્ટેશન | 18 | પ્રોફાઇલ પર આધાર રાખે છે |
| 4 | ડેકોઇલર | હાઇડ્રોલિક ડેકોઇલર અને લેવલર | |
| 5 | મોટર બનાવવી | ચીન-જર્મન | સિમેન્સ |
| 6 | પીએલસી | પેનાસોનિક | સિમેન્સ |
| 7 | ઇન્વર્ટર | યાસ્કાવા | |
| 8 | ટ્રાન્સમિશન સિસ્ટમ | ગિયર બોક્સ | |
| 9 | રોલર સામગ્રી | જીસીઆર૧૫ | |
| 10 | માળખું | કાસ્ટ આયર્ન સપોર્ટ | |
| 11 | પ્રોફાઇલ કદ બદલવાની પદ્ધતિ | મેન્યુઅલ કેસેટ ફેરફાર | |
| 12 | પંચ પ્રેસ | ૧૬૦ ટન, ૩૫-૫૦ વખત/મિનિટ | હાઇડ્રોલિક સ્ટેશન |
| 13 | ઘાટની સંખ્યા | 2 | |
| 14 | કાપો | ઉડતી કરવત કાપવી | |
| 15 | ઊર્જા | ૩૮૦વો ૫૦હર્ટ્ઝ ૩પીએચ | અથવા વિનંતી પર |
| 16 | રંગ | સફેદ | અથવા વિનંતી પર |
1. ડેકોઇલર

2. ખોરાક આપવો

૩. પંચિંગ

4. રોલ ફોર્મિંગ સ્ટેન્ડ

5. ડ્રાઇવિંગ સિસ્ટમ

6. કટીંગ સિસ્ટમ

અન્ય

બહારનું ટેબલ