








પર્ફિલ

આ સ્ટીલ સ્ટડ વોલ પ્રોડક્ટ્સનો ઉપયોગ વિવિધ એપ્લિકેશનોમાં થાય છે, જેમ કે લોડ-બેરિંગ દિવાલો, પડદાની દિવાલો, ફ્લોર જોઇસ્ટ અને છતના ટ્રસ.
સ્ટડ્સ, ટ્રેક્સ, ઓમેગાસ અને અન્ય લાઇટ ગેજ પ્રોફાઇલ્સ સામાન્ય રીતે કોલ્ડ રોલ ફોર્મિંગ લાઇન્સ દ્વારા બનાવવામાં આવે છે. પ્રોફાઇલના પરિમાણો અને પંચિંગ પેટર્ન કસ્ટમાઇઝ કરી શકાય છે.
વાસ્તવિક કેસ-ફ્લો ચાર્ટ
ડેકોઇલર--માર્ગદર્શન--રોલ ફોર્મર--ફ્લાઇંગ હાઇડ્રોલિક પંચ--ફ્લાઇંગ હાઇડ્રોલિક કટ--આઉટ ટેબલ
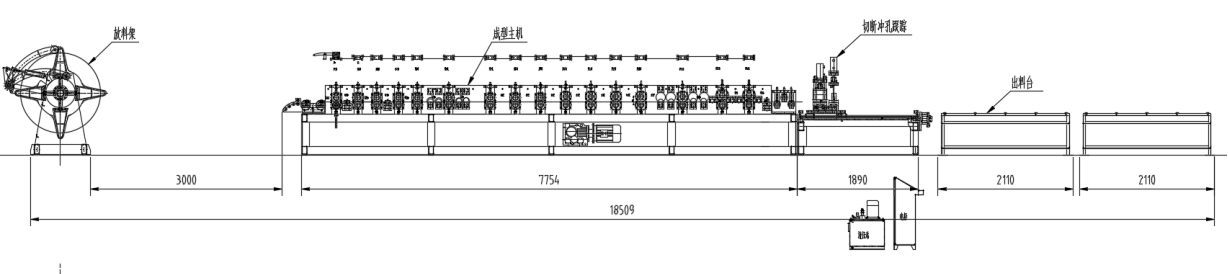
વાસ્તવિક કેસ-મુખ્ય ટેકનિકલ પરિમાણો
1.લાઇન સ્પીડ: 0-15m/મિનિટ છિદ્ર સાથે, એડજસ્ટેબલ
2. રચના ગતિ: 0-40 મી/મિનિટ
૩. યોગ્ય સામગ્રી: ગેલ્વેનાઈઝ્ડ સ્ટીલ
4. સામગ્રીની જાડાઈ: 0.4-0.8 મીમી
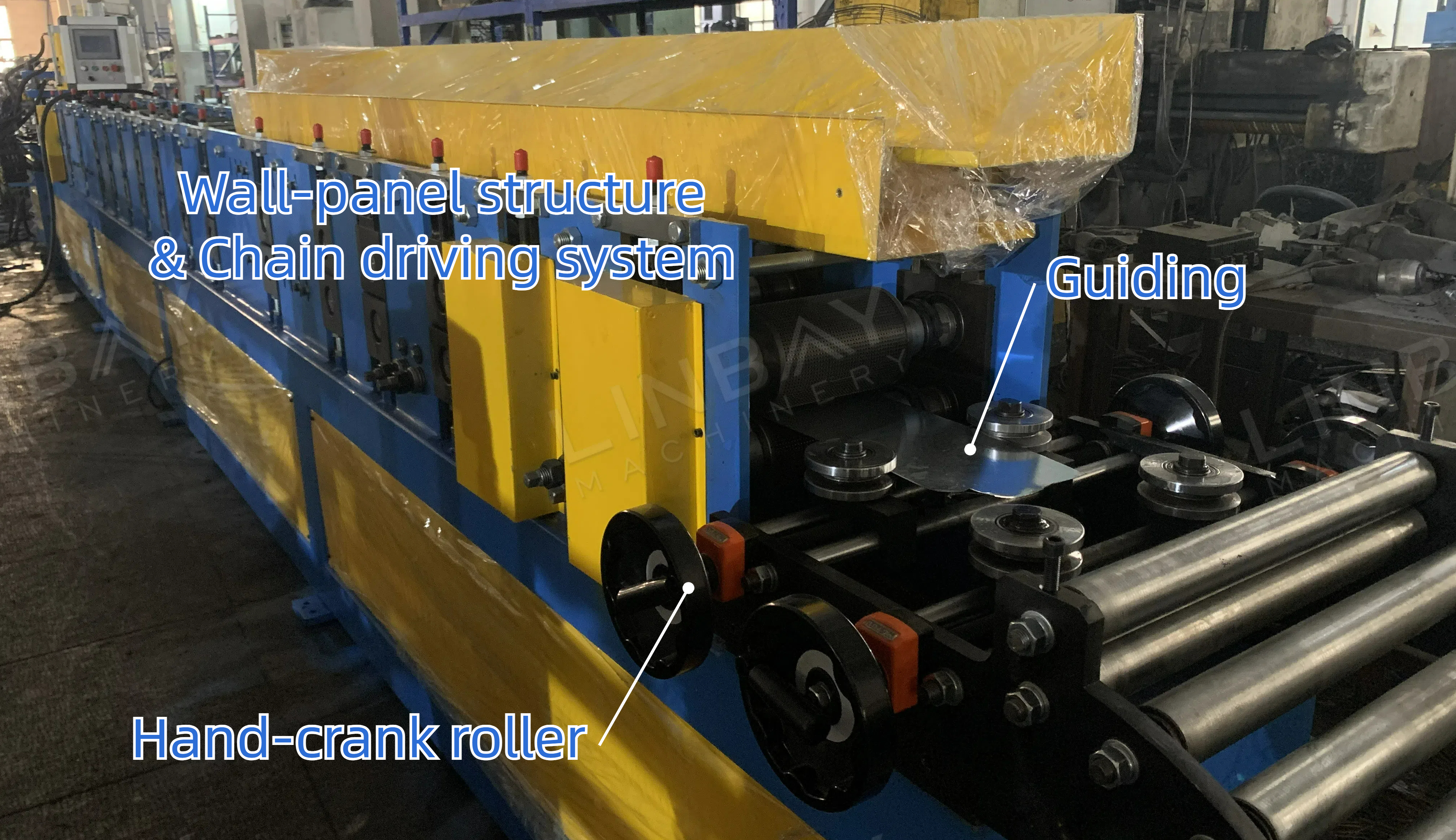
૫. રોલ ફોર્મિંગ મશીન: વોલ પેનલ સ્ટ્રક્ચર
૬. ડ્રાઇવિંગ સિસ્ટમ: ચેઇન ડ્રાઇવિંગ સિસ્ટમ
7. પંચિંગ અને કટીંગ સિસ્ટમ: હાઇડ્રોલિક પાવર. ફ્લાઇંગ પ્રકાર, કાપતી વખતે રોલ ફર્મર બંધ થતું નથી.
૮.પીએલસી કેબિનેટ: સિમેન્સ સિસ્ટમ. પોર્ટેબલ પ્રકાર.
વાસ્તવિક કેસ-મશીનરી
૧.ડેકોઇલર*૧
2. રોલ ફોર્મિંગ મશીન*1
૩. ફ્લાઇંગ હાઇડ્રોલિક પંચ મશીન*૧
૪. ફ્લાઇંગ કટીંગ મશીન*૧
૫.આઉટ ટેબલ*૨
૬.પીએલસી કંટ્રોલ કેબિનેટ*૧
૭. હાઇડ્રોલિક સ્ટેશન*૧
૮. સ્પેરપાર્ટ્સ બોક્સ (મફત)*૧
કન્ટેનરનું કદ: 1x20GP
વાસ્તવિક કેસ-વર્ણન
મેન્યુઅલ ડેકોઇલર
●સ્ટડ પ્રોફાઇલ્સ 0.4-0.8 મીમી પાતળા હોવાને કારણે, મેન્યુઅલ ડીકોઇલર અનકોઇલિંગ જરૂરિયાતો પૂરી કરી શકે છે.
●બિનકાર્યક્ષમ: જોકે, તેની પોતાની શક્તિનો અભાવ છે અને સ્ટીલ કોઇલ ખેંચવા માટે રોલ ફોર્મિંગ મશીન પર આધાર રાખે છે.
●મેન્યુઅલ સહાયની જરૂર છે: મેન્ડ્રેલ ટેન્શનિંગ પણ મેન્યુઅલી કરવામાં આવે છે, જેના પરિણામે કાર્યક્ષમતા ઓછી થાય છે અને તે ફક્ત મૂળભૂત અનકોઇલિંગ આવશ્યકતાઓને પૂર્ણ કરે છે.

વૈકલ્પિક ડેકોઇલર પ્રકાર: મોટરાઇઝ્ડ ડેકોઇલર
● મોટર દ્વારા સંચાલિત, તે અનકોઇલિંગ કાર્યક્ષમતામાં વધારો કરે છે અને મેન્યુઅલ હસ્તક્ષેપ અને મજૂર ખર્ચની જરૂરિયાત ઘટાડે છે.
વૈકલ્પિક ડેકોઇલર: હાઇડ્રોલિક ડેકોઇલર
● સ્થિર અને મજબૂત ફ્રેમ:સ્ટીલ કોઇલ લોડ કરવા માટે વપરાય છે. હાઇડ્રોલિક-સંચાલિત ડીકોઇલર ઉત્પાદન લાઇનમાં વધુ કાર્યક્ષમ અને સલામત ફીડિંગ પ્રક્રિયા સુનિશ્ચિત કરે છે.
● કોર વિસ્તરણ ઉપકરણ:હાઇડ્રોલિક-સંચાલિત મેન્ડ્રેલ અથવા આર્બર 490-510 મીમીના આંતરિક વ્યાસવાળા સ્ટીલ કોઇલને ફિટ કરવા માટે વિસ્તરે છે અને સંકોચાય છે.(અથવા કસ્ટમાઇઝ્ડ), કોઇલને સરળ અનકોઇલિંગ માટે સુરક્ષિત કરીને.
● પ્રેસ-હાથ:હાઇડ્રોલિક પ્રેસ-હાથ કોઇલને સ્થાને રાખે છે, જે કામદારોને નુકસાન પહોંચાડી શકે તેવા આંતરિક તાણના અચાનક પ્રકાશનને અટકાવે છે.
● કોઇલ રીટેનર:સ્ક્રૂ અને નટ્સ વડે મેન્ડ્રેલ બ્લેડ સાથે મજબૂતીથી જોડાયેલ, તે કોઇલને શાફ્ટમાંથી સરકી જતા અટકાવે છે. તેને સરળતાથી ઇન્સ્ટોલ અને દૂર કરી શકાય છે.
● નિયંત્રણ સિસ્ટમ:PLC અને કંટ્રોલ પેનલથી સજ્જ, જેમાં વધુ સલામતી માટે ઇમરજન્સી સ્ટોપ બટન છે.
માર્ગદર્શન
● પ્રાથમિક કાર્ય:મશીનની મધ્યરેખા સાથે સ્ટીલ કોઇલને માર્ગદર્શન આપવા માટે, ખોટી ગોઠવણીને અટકાવવા માટે જે ફિનિશ્ડ પ્રોડક્ટમાં વળી જતું, વાળવું, ગડબડ અને પરિમાણીય સમસ્યાઓનું કારણ બની શકે છે.
● માર્ગદર્શક ઉપકરણો:માર્ગદર્શક અસર વધારવા માટે રોલ ફોર્મિંગ મશીનના પ્રવેશદ્વાર પર અને અંદર બહુવિધ માર્ગદર્શક રોલર્સ સ્થિત છે.
● જાળવણી:માર્ગદર્શક ઉપકરણોનું અંતર નિયમિતપણે માપાંકિત કરો, ખાસ કરીને પરિવહન પછી અને લાંબા ગાળાના ઉપયોગ દરમિયાન.
● પ્રી-શિપમેન્ટ:અમે, લિનબે ટીમ, પ્રાપ્તિ પર ક્લાયન્ટ કેલિબ્રેશન માટે વપરાશકર્તા માર્ગદર્શિકામાં માર્ગદર્શિકા પહોળાઈ માપીએ છીએ અને રેકોર્ડ કરીએ છીએ.
● હેન્ડ-ક્રેન્ક રોલરનો ઉપયોગ કરીને માર્ગદર્શક પહોળાઈને બારીકાઈથી ગોઠવી શકાય છે.
રોલ ફોર્મમશીન બનાવવું
● બહુવિધ પરિમાણો ઉપલબ્ધ છે: આ ઉત્પાદન લાઇન રોલર્સ પરના ફોર્મિંગ પોઈન્ટ્સને મેન્યુઅલી ગોઠવી શકે છે જેથી ત્રણ અલગ અલગ કદના સ્ટડ ઉત્પન્ન થાય. અમે ગ્રાહકોના કામદારોને રોલર્સ કેવી રીતે બદલવા તે શીખવામાં મદદ કરવા માટે મેન્યુઅલ, કમિશનિંગ વિડિઓઝ, વિડિઓ કૉલ્સ અને એન્જિનિયરો તરફથી સ્થળ પર માર્ગદર્શન પ્રદાન કરીએ છીએ.
રોલર સ્પેસ કેવી રીતે બદલવી તે જોવા માટે નીચેના ચિત્ર પર ક્લિક કરો:

● અસમપ્રમાણ પ્રોફાઇલ:પરંપરાગત સ્ટડ પ્રોફાઇલ્સથી વિપરીત, આ મોન્ટાન્ટે કન્સ્ટ્રક્શન એન સેકો પ્રોફાઇલમાં બે અસમપ્રમાણ ઊંચા કિનારીઓ છે, જેના માટે ફોર્મિંગ મશીન રોલર્સની વધુ ચોક્કસ ડિઝાઇનની જરૂર છે.
● આર્થિક અને યોગ્ય રૂપરેખાંકન:વોલ-પેનલ સ્ટ્રક્ચર અને ચેઇન ડ્રાઇવિંગ સિસ્ટમ ધરાવે છે, જે સ્ટીલ કોઇલ 0.4-0.8mm જાડી હોય ત્યારે એકદમ યોગ્ય છે.
● એમ્બોસિંગ રોલર્સ:સ્ટીલ કોઇલ એમ્બોસિંગ રોલર્સના સમૂહમાંથી પસાર થાય છે, ઘર્ષણ વધારવા અને સિમેન્ટ સંલગ્નતા વધારવા માટે પ્રોફાઇલ સપાટી પર ડોટ પેટર્ન છાપે છે.
● ચેઇન કવર:સાંકળોને ધાતુના બોક્સથી ઢાંકવામાં આવે છે, જે કામદારોની સલામતી સુનિશ્ચિત કરે છે અને હવામાં ફેલાતા કણોથી થતા નુકસાનથી સાંકળોનું રક્ષણ કરે છે.
● રોલર્સ:કાટ અને કાટ પ્રતિકાર માટે ક્રોમ-પ્લેટેડ અને હીટ-ટ્રીટેડ, તેમનું આયુષ્ય લંબાવે છે.
● મુખ્ય મોટર:સ્ટાન્ડર્ડ 380V, 50Hz, 3Ph, કસ્ટમાઇઝેશન ઉપલબ્ધ છે.
ફ્લાઇંગ હાઇડ્રોલિક પંચ અને ફ્લાઇંગ હાઇડ્રોલિક કટ

● ઉચ્ચ કાર્યક્ષમતા:પંચિંગ અને કટીંગ મશીનો એક જ આધાર ધરાવે છે, જે તેમને ફોર્મિંગ મશીનની જેમ જ ગતિએ આગળ વધવાની મંજૂરી આપે છે. આ પંચિંગ અને કટીંગ વિસ્તારોને પ્રમાણમાં સ્થિર રાખે છે, જેનાથી ફોર્મિંગ મશીનનું સતત સંચાલન શક્ય બને છે અને અંતે એકંદર ઉત્પાદન કાર્યક્ષમતામાં સુધારો થાય છે.
● બે-સ્ટેશન ડિઝાઇન:પંચિંગ અને કટીંગ બે અલગ-અલગ હાઇડ્રોલિક સ્ટેશનોમાં કરવામાં આવે છે, જે વધુ સુગમતા પ્રદાન કરે છે. પંચિંગ મોલ્ડને ગ્રાહકના ડ્રોઇંગ અનુસાર કસ્ટમાઇઝ કરી શકાય છે.
● ઉચ્ચ કટીંગ લંબાઈ ચોકસાઈ:સ્ટીલ કોઇલની એડવાન્સ લંબાઈ માપવા માટે એન્કોડરનો ઉપયોગ કરીને ±1mm ની અંદર સહિષ્ણુતા પ્રાપ્ત થાય છે, તેને વિદ્યુત સંકેતોમાં રૂપાંતરિત કરીને, અને આ ડેટાને PLC કેબિનેટમાં પાછો ફીડ કરીને. કામદારો PLC સ્ક્રીન પર કટીંગ લંબાઈ, ઉત્પાદન જથ્થો અને ઝડપ સેટ કરી શકે છે.
વૈકલ્પિક ખર્ચ-અસરકારક ઉકેલ: સ્ટોપ-પંચિંગ અને સ્ટોપ-કટીંગ
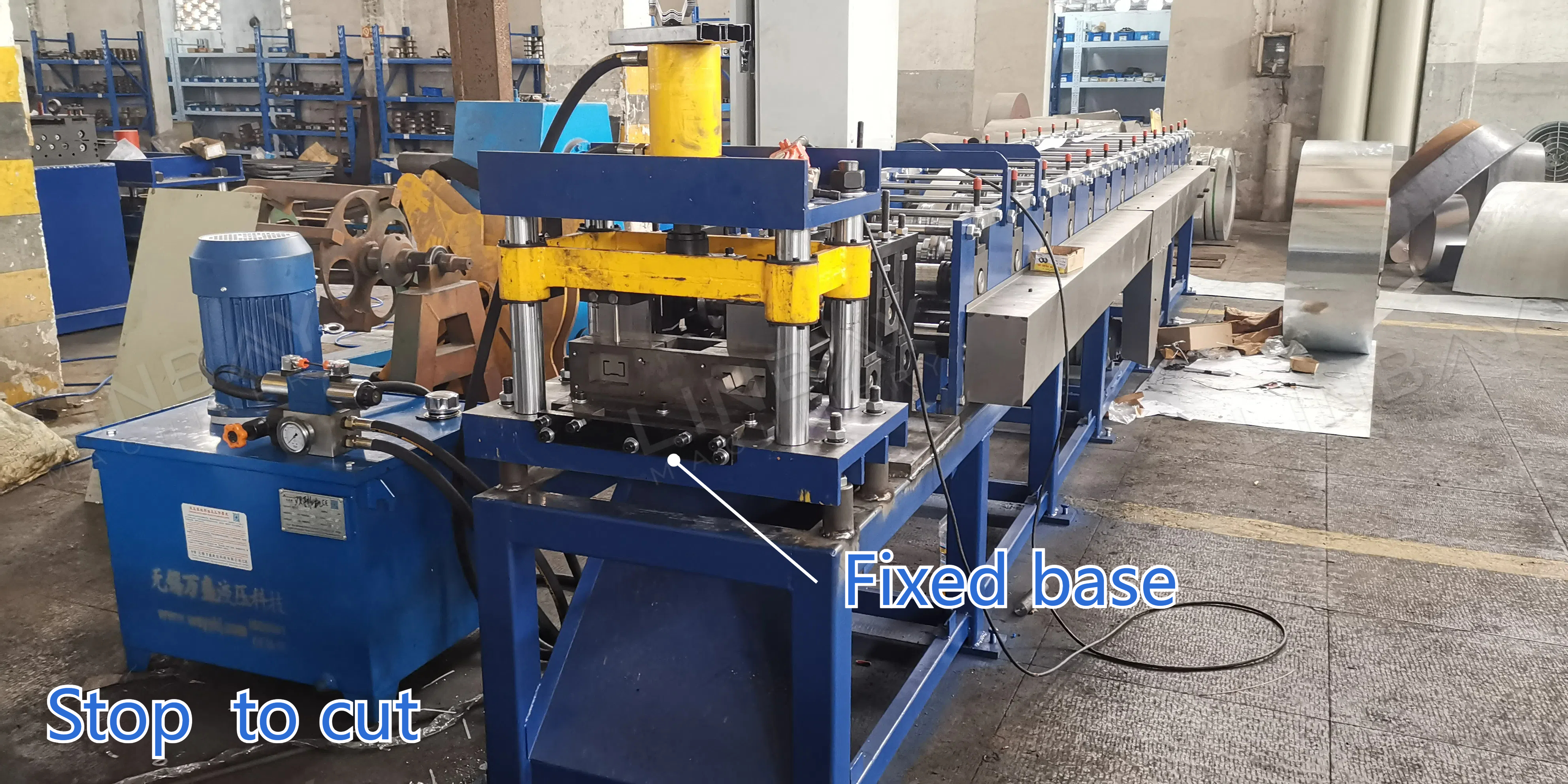
માટેઓછી ઉત્પાદન માંગ અને મર્યાદિત બજેટ, સ્ટોપ-પંચિંગ અને સ્ટોપ-કટીંગ રૂપરેખાંકનોનો ઉપયોગ કરી શકાય છે. પંચિંગ અને કટીંગ દરમિયાન, ફોર્મિંગ મશીનને આ પ્રક્રિયાઓને સમાવવા માટે થોભવું આવશ્યક છે. જ્યારે આના પરિણામે કાર્યક્ષમતા ઓછી થાય છે, પંચિંગ અને કટીંગની ગુણવત્તા ઊંચી રહે છે.
1. ડેકોઇલર

2. ખોરાક આપવો

૩. પંચિંગ

4. રોલ ફોર્મિંગ સ્ટેન્ડ

5. ડ્રાઇવિંગ સિસ્ટમ

6. કટીંગ સિસ્ટમ

અન્ય

બહારનું ટેબલ






