








प्रोफाइल

या स्टील स्टड वॉल उत्पादनांचा वापर विविध अनुप्रयोगांमध्ये केला जातो, जसे की लोड-बेअरिंग भिंती, पडद्याच्या भिंती, फरशीच्या जॉइस्ट आणि छतावरील ट्रस.
स्टड, ट्रॅक, ओमेगा आणि इतर लाईट गेज प्रोफाइल सामान्यतः कोल्ड रोल फॉर्मिंग लाईन्सद्वारे तयार केले जातात. प्रोफाइलचे परिमाण आणि पंचिंग पॅटर्न कस्टमाइझ केले जाऊ शकतात.
वास्तविक केस-फ्लो चार्ट
डिकॉइलर--मार्गदर्शन--रोल फॉर्मर--फ्लाइंग हायड्रॉलिक पंच--फ्लाइंग हायड्रॉलिक कट--आउट टेबल
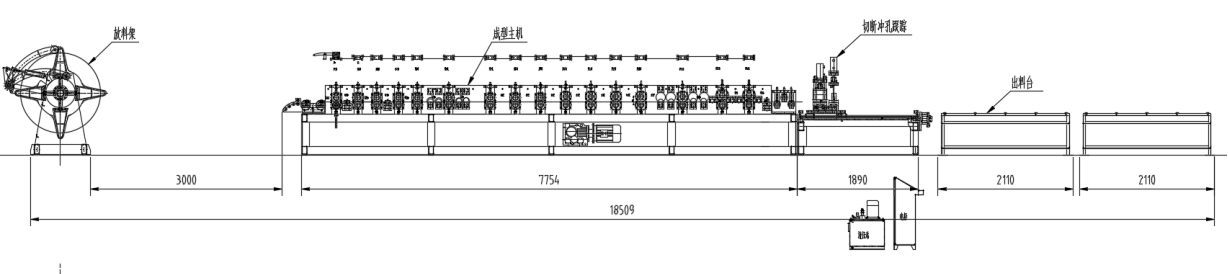
वास्तविक केस-मुख्य तांत्रिक पॅरामीटर्स
१.रेषेचा वेग: ०-१५ मी/मिनिट छिद्रासह, समायोज्य
२.फॉर्मिंग स्पीड: ०-४० मी/मिनिट
३.योग्य साहित्य: गॅल्वनाइज्ड स्टील
४.सामग्रीची जाडी: ०.४-०.८ मिमी
५.रोल फॉर्मिंग मशीन: वॉल पॅनल स्ट्रक्चर
६. ड्रायव्हिंग सिस्टीम: चेन ड्रायव्हिंग सिस्टीम
७.पंचिंग आणि कटिंग सिस्टम: हायड्रॉलिक पॉवर. फ्लाइंग प्रकार, रोल फर्मर कटिंग करताना थांबत नाही.
८.पीएलसी कॅबिनेट: सीमेन्स सिस्टम. पोर्टेबल प्रकार.
वास्तविक केस-मशीनरी
१.डिकोइलर*१
२.रोल फॉर्मिंग मशीन*१
३.फ्लाइंग हायड्रॉलिक पंच मशीन*१
४.फ्लाइंग कटिंग मशीन*१
५. आउट टेबल*२
६.पीएलसी कंट्रोल कॅबिनेट*१
७. हायड्रॉलिक स्टेशन*१
८. सुटे भागांचा बॉक्स (मोफत)*१
कंटेनर आकार: १x२०GP
वास्तविक केस-वर्णन
मॅन्युअल डिकॉइलर
●स्टड प्रोफाइल ०.४-०.८ मिमी पातळ असल्यामुळे, मॅन्युअल डिकॉइलर अनकॉइलिंगच्या गरजा पूर्ण करू शकतो.
●अकार्यक्षम: तथापि, त्याची स्वतःची शक्ती नसते आणि स्टील कॉइल ओढण्यासाठी ते रोल फॉर्मिंग मशीनवर अवलंबून असते.
●मॅन्युअल सहाय्य आवश्यक आहे: मॅन्डरेल टेंशनिंग देखील मॅन्युअली केले जाते, परिणामी कार्यक्षमता कमी होते आणि केवळ मूलभूत अनकॉइलिंग आवश्यकता पूर्ण होतात.

पर्यायी डेकोइलर प्रकार: मोटाराइज्ड डेकोइलर
● मोटरद्वारे चालविले जाणारे, ते अनकॉइलिंग कार्यक्षमता वाढवते आणि मॅन्युअल हस्तक्षेपाची आवश्यकता आणि मजुरीचा खर्च कमी करते.
पर्यायी डिकॉइलर: हायड्रॉलिक डिकॉइलर
● स्थिर आणि मजबूत फ्रेम:स्टील कॉइल लोड करण्यासाठी वापरले जाते. हायड्रॉलिक-चालित डिकॉइलर उत्पादन लाइनमध्ये अधिक कार्यक्षम आणि सुरक्षित फीडिंग प्रक्रिया सुनिश्चित करते.
● कोर विस्तार डिव्हाइस:हायड्रॉलिक-चालित मँडरेल किंवा आर्बर ४९०-५१० मिमीच्या आतील व्यासाच्या स्टील कॉइल्स बसविण्यासाठी विस्तारते आणि आकुंचन पावते.(किंवा सानुकूलित), गुळगुळीत उलगडण्यासाठी कॉइल्स सुरक्षित करणे.
● दाबा-हात:हायड्रॉलिक प्रेस-हाताने कॉइलला जागी धरले आहे, ज्यामुळे कामगारांना हानी पोहोचवू शकणारा अंतर्गत ताण अचानक बाहेर पडण्यापासून रोखले जाते.
● कॉइल रिटेनर:स्क्रू आणि नट्ससह मॅन्ड्रेल ब्लेडशी घट्ट जोडलेले, ते कॉइलला शाफ्टमधून घसरण्यापासून रोखते. ते सहजपणे स्थापित केले जाऊ शकते आणि काढले जाऊ शकते.
● नियंत्रण प्रणाली:पीएलसी आणि नियंत्रण पॅनेलने सुसज्ज, वाढीव सुरक्षिततेसाठी आपत्कालीन थांबा बटण असलेले.
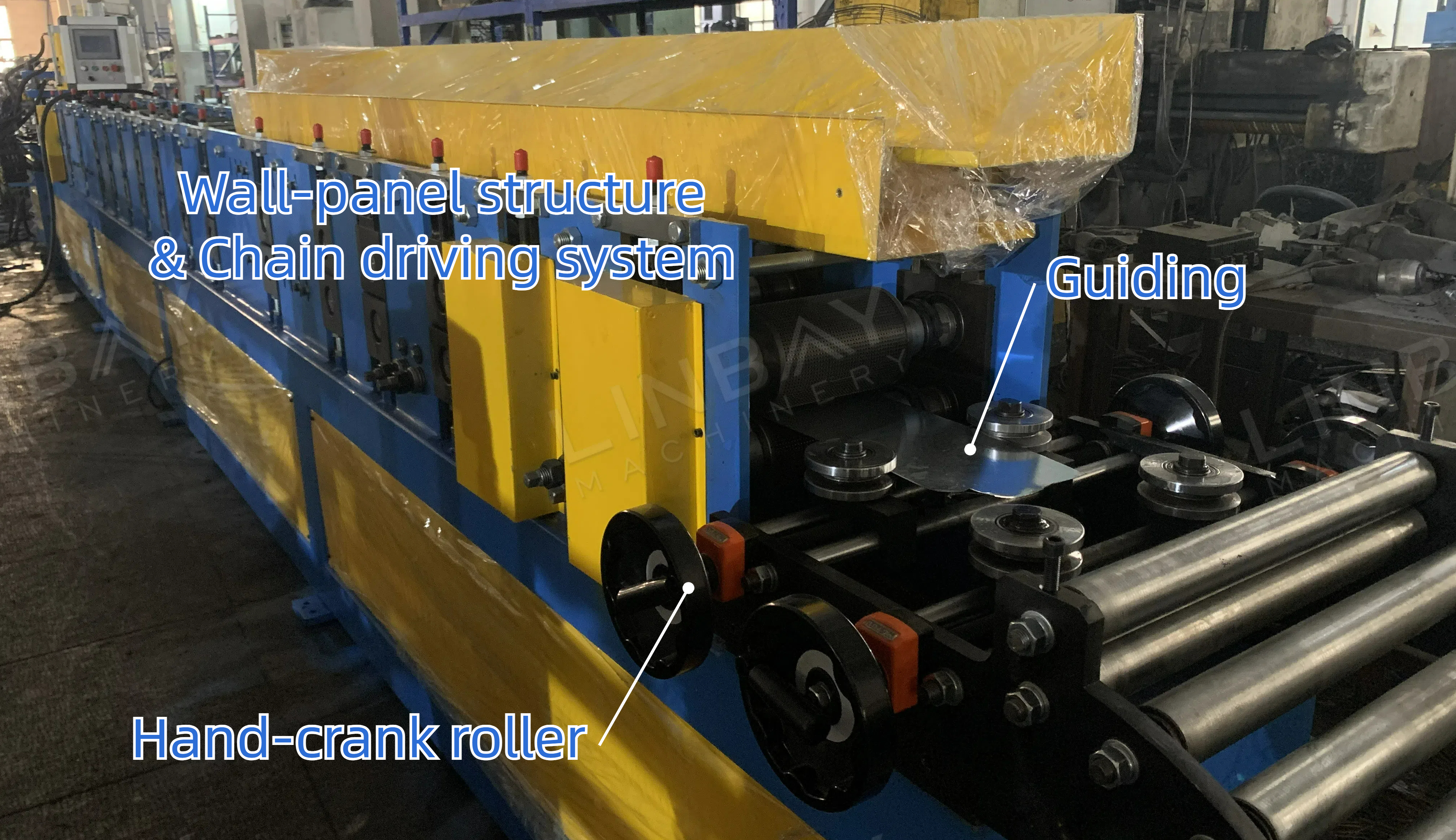
मार्गदर्शन
● प्राथमिक कार्य:स्टील कॉइलला मशीनच्या मध्यरेषेवर मार्गदर्शन करण्यासाठी, तयार उत्पादनात वळणे, वाकणे, बुर आणि मितीय समस्या निर्माण होऊ शकणारे चुकीचे संरेखन रोखण्यासाठी.
● मार्गदर्शक उपकरणे:मार्गदर्शक प्रभाव वाढविण्यासाठी रोल फॉर्मिंग मशीनच्या प्रवेशद्वारावर आणि आत अनेक मार्गदर्शक रोलर्स असतात.
● देखभाल:मार्गदर्शक उपकरणांचे अंतर नियमितपणे कॅलिब्रेट करा, विशेषतः वाहतुकीनंतर आणि दीर्घकालीन वापर दरम्यान.
● पूर्व-शिपमेंट:आम्ही, लिनबे टीम, क्लायंट कॅलिब्रेशनसाठी वापरकर्ता मॅन्युअलमध्ये मार्गदर्शक रुंदी मोजतो आणि रेकॉर्ड करतो.
● हाताने वापरणाऱ्या रोलरचा वापर करून मार्गदर्शक रुंदी बारीक समायोजित करता येते.
रोल फॉर्ममशीन बनवणे
● अनेक आयाम उपलब्ध आहेत: ही उत्पादन लाइन तीन वेगवेगळ्या आकाराचे स्टड तयार करण्यासाठी रोलर्सवरील फॉर्मिंग पॉइंट्स मॅन्युअली समायोजित करू शकते. आम्ही ग्राहकांच्या कामगारांना रोलर्स कसे बदलायचे हे शिकण्यास मदत करण्यासाठी मॅन्युअल, कमिशनिंग व्हिडिओ, व्हिडिओ कॉल आणि अभियंत्यांकडून साइटवर मार्गदर्शन प्रदान करतो.
रोलरची जागा कशी बदलायची ते पाहण्यासाठी खालील चित्रावर क्लिक करा:

● असममित प्रोफाइल:पारंपारिक स्टड प्रोफाइलच्या विपरीत, या मोंटँटे कन्स्ट्रक्शन एन सेको प्रोफाइलमध्ये दोन असममित उंच कडा आहेत, ज्यासाठी फॉर्मिंग मशीन रोलर्सची अधिक अचूक रचना आवश्यक आहे.
● किफायतशीर आणि योग्य संरचना:वॉल-पॅनल स्ट्रक्चर आणि चेन ड्रायव्हिंग सिस्टमची वैशिष्ट्ये, जे स्टील कॉइल ०.४-०.८ मिमी जाडी असताना अगदी योग्य आहे.
● एम्बॉसिंग रोलर्स:स्टील कॉइल एम्बॉसिंग रोलर्सच्या संचातून जाते, ज्यामुळे प्रोफाइल पृष्ठभागावर ठिपकेदार नमुने छापले जातात ज्यामुळे घर्षण वाढते आणि सिमेंटची चिकटपणा वाढते.
● चेन कव्हर:साखळ्या धातूच्या पेटीने झाकलेल्या असतात, ज्यामुळे कामगारांची सुरक्षितता सुनिश्चित होते आणि हवेतील कणांमुळे होणाऱ्या नुकसानापासून साखळ्यांचे संरक्षण होते.
● रोलर्स:गंज आणि गंज प्रतिकारासाठी क्रोम-प्लेटेड आणि उष्णता-उपचारित, त्यांचे आयुष्य वाढवते.
● मुख्य मोटर:मानक 380V, 50Hz, 3Ph, कस्टमायझेशन उपलब्ध आहे.
फ्लाइंग हायड्रॉलिक पंच आणि फ्लाइंग हायड्रॉलिक कट

● उच्च कार्यक्षमता:पंचिंग आणि कटिंग मशीन्स एकाच बेसमध्ये असतात, ज्यामुळे ते फॉर्मिंग मशीनप्रमाणेच वेगाने पुढे जाऊ शकतात. यामुळे पंचिंग आणि कटिंग क्षेत्रे तुलनेने स्थिर राहतात, ज्यामुळे फॉर्मिंग मशीनचे सतत ऑपरेशन शक्य होते आणि शेवटी एकूण उत्पादन कार्यक्षमता सुधारते.
● दोन-स्टेशन डिझाइन:पंचिंग आणि कटिंग दोन वेगवेगळ्या हायड्रॉलिक स्टेशनमध्ये केले जाते, ज्यामुळे अधिक लवचिकता मिळते. पंचिंग मोल्ड ग्राहकांच्या रेखाचित्रांनुसार कस्टमाइज केले जाऊ शकतात.
● उच्च कटिंग लांबी अचूकता:स्टील कॉइलची अॅडव्हान्स लांबी मोजण्यासाठी एन्कोडर वापरून ±1 मिमीच्या आत सहनशीलता प्राप्त केली जाते, ती इलेक्ट्रिकल सिग्नलमध्ये रूपांतरित केली जाते आणि हा डेटा पीएलसी कॅबिनेटमध्ये परत पाठवला जातो. कामगार पीएलसी स्क्रीनवर कटिंग लांबी, उत्पादन प्रमाण आणि वेग सेट करू शकतात.
पर्यायी खर्च-प्रभावी उपाय: स्टॉप-पंचिंग आणि स्टॉप-कटिंग
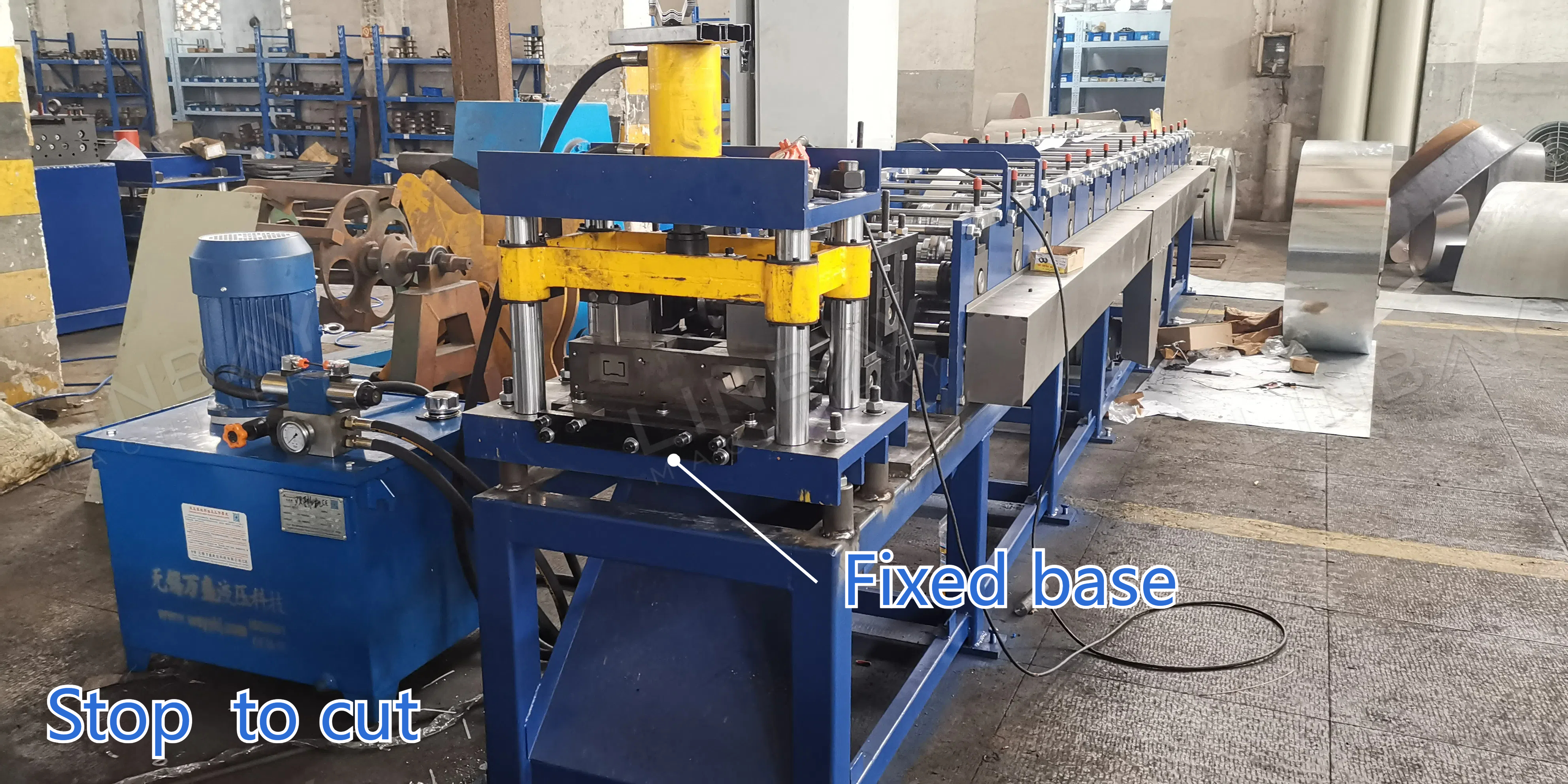
च्या साठीकमी उत्पादन मागणी आणि मर्यादित बजेट, स्टॉप-पंचिंग आणि स्टॉप-कटिंग कॉन्फिगरेशन वापरले जाऊ शकतात. पंचिंग आणि कटिंग दरम्यान, फॉर्मिंग मशीनला या प्रक्रियांना सामावून घेण्यासाठी थांबावे लागते. यामुळे कार्यक्षमता कमी होते, परंतु पंचिंग आणि कटिंगची गुणवत्ता उच्च राहते.
१. डिकॉइलर

२. आहार देणे

३.पंचिंग

४. रोल फॉर्मिंग स्टँड

५. ड्रायव्हिंग सिस्टम

६. कटिंग सिस्टम

इतर

बाहेर टेबल






