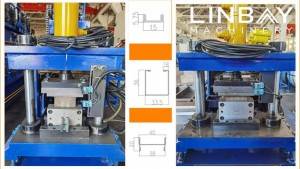
Profil

Lamele rolet są kluczowym elementem żaluzji, a na różnych rynkach regionalnych preferowane są różne profile konstrukcyjne. Linie do gięcia na zimno są powszechnym i wydajnym wyborem do produkcji tych lamel.
Zespół Linbay jest w stanie zaproponować odpowiednie rozwiązania produkcyjne bazujące na naszym doświadczeniu, wymaganiach produkcyjnych każdego profilu i potrzebach w zakresie wykrawania.
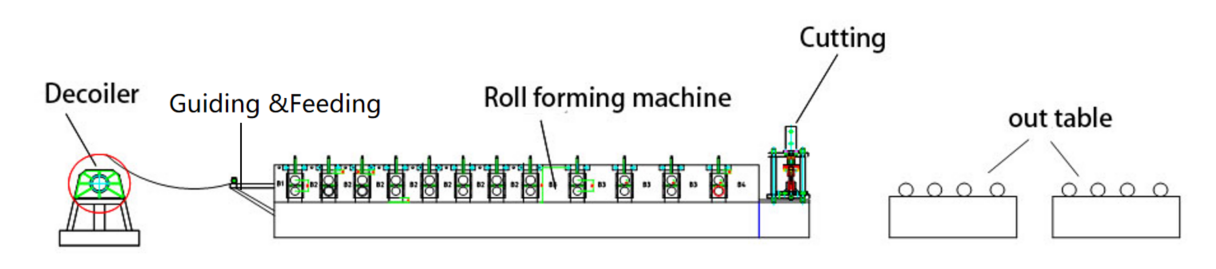
Przypadek rzeczywisty – schemat blokowy
Rozwijarka hydrauliczna--Prowadnica--Maszyna do gięcia blachy--Maszyna do cięcia hydraulicznego--Stół wyjściowy
Przypadek rzeczywisty – główne parametry techniczne
1. Prędkość linii: 0-12 m/min, regulowana
2. Odpowiedni materiał: stal ocynkowana
3. Grubość materiału: 0,6-0,8 mm
4. Maszyna do profilowania: konstrukcja żeliwna
5. Układ napędowy: Układ napędowy łańcuchowy
6. System tnący: hydrauliczny. Zatrzymanie w celu cięcia, profilarka musi się zatrzymać podczas cięcia.
7.Szafa PLC: system Siemens.
Przypadek rzeczywisty – maszyny
1.Rozwijarka ręczna*1
2.Maszyna do profilowania*1
3. Hydrauliczna maszyna tnąca*1 (Każdy profil żaluzji rolowanej wymaga 1 osobnego ostrza tnącego)
4.Tabela zewnętrzna*2
5.Szafa sterownicza PLC*1
6.Stacja hydrauliczna*1
7. Pudełko z częściami zamiennymi (bezpłatne)*1
Opis rzeczywistego przypadku
Rozwijarka

● Lamele rolet zewnętrznych:Ze względu na mniejszą grubość i szerokość,ręczne i silnikowedo spełnienia wymagań dotyczących rozwijania wystarczą rozwijarki.
● Wersja instrukcji:Bez napędu, wykorzystujący siłę rolek formujących do przesuwania zwoju stali do przodu. Charakteryzuje się niską wydajnością rozwijania i nieco niższym poziomem bezpieczeństwa. Rozprężanie trzpienia odbywa się ręcznie. Jest to opłacalne, ale nieodpowiednie do produkcji ciągłej na dużą skalę.
●Silnik wersja:Zasilany silnikiem, zwiększa wydajność rozwijania i zmniejsza potrzebę ręcznej ingerencji, co pozwala obniżyć koszty pracy.
Opcjonalny typ rozwijarki: Rozwijarka dwugłowicowa
● Uniwersalne szerokości:Rozwijarka dwugłowicowa może magazynować zwoje stali o różnych szerokościach, odpowiednie do maszyn formujących dwurzędowych.
● Praca ciągła:Podczas gdy jedna głowica rozwija, druga może ładować i przygotowywać nowy zwój. Po zużyciu jednego zwoju, rozwijarka może obrócić się o 180 stopni, aby…
Przewodnik
● Funkcja podstawowa:Aby wyrównać zwój stali względem osi maszyny, zapobiega się odchyleniom, które mogą powodować skręcanie, zginanie, zadziory i problemy wymiarowe gotowego produktu.
● Urządzenia prowadzące:Wielofunkcyjne urządzenia prowadzące przy wlocie wsadu i wewnątrz maszyny do profilowania zwiększają skuteczność prowadzenia.
● Konserwacja:Należy regularnie kalibrować odległość urządzeń prowadzących, zwłaszcza po transporcie i podczas długotrwałego użytkowania.
● Przed wysyłką:Zespół Linbay dokonuje pomiaru i odnotowuje szerokość prowadnicy w instrukcji obsługi w celu kalibracji przez klienta po otrzymaniu produktu.
Maszyna do profilowania rolkowego
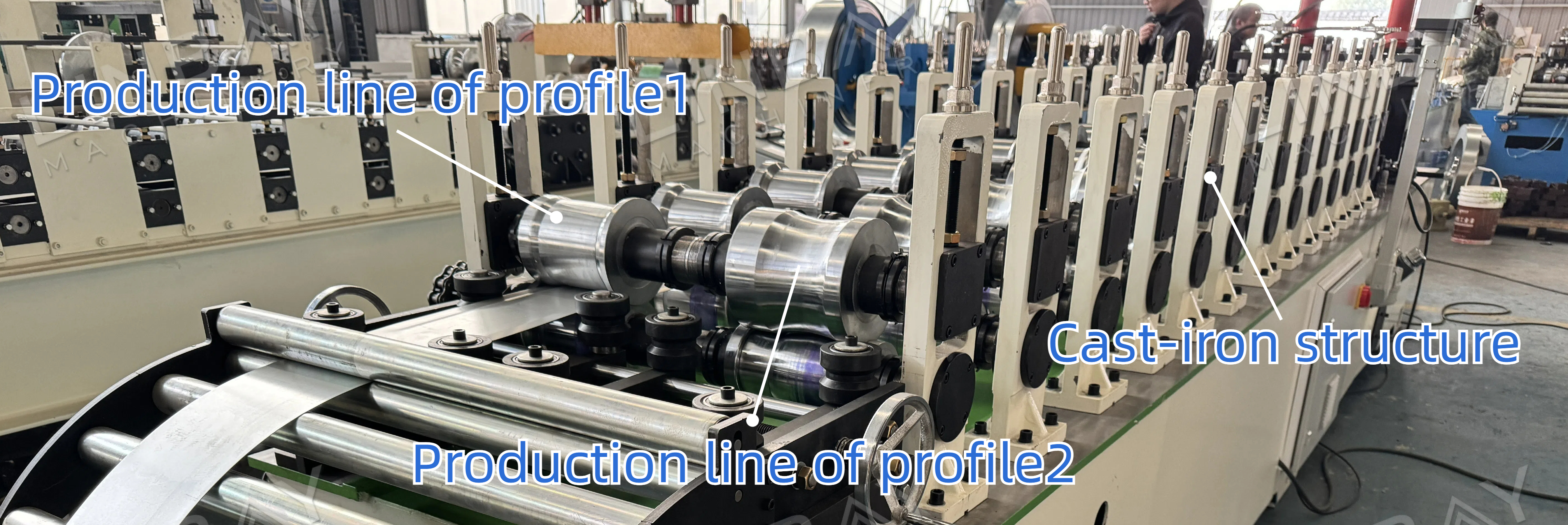
● Uniwersalne kształty:Dwurzędowa konstrukcja umożliwia stosowanie lameli rolet o dwóch różnych kształtach, co pozwala klientom obniżyć koszty maszyn i przestrzeni.
●Notatka:Dwie linie produkcyjne nie mogą pracować jednocześnie. W przypadku dużych wymagań produkcyjnych dla obu profili zaleca się zastosowanie dwóch oddzielnych linii produkcyjnych.
●Struktura:Posiada żeliwną podstawę i napęd łańcuchowy.
●Osłona łańcucha:Łańcuchy są chronione metalową siatką, co gwarantuje bezpieczeństwo pracowników i zapobiega uszkodzeniu łańcuchów przez odłamki.
●Rolki:Chromowane i poddane obróbce cieplnej w celu zabezpieczenia przed rdzą i korozją, co wydłuża ich żywotność.
●Silnik główny:Standardowe 380 V, 50 Hz, 3-fazowe, z możliwością dostosowania.
Hydrauliczna maszyna tnąca 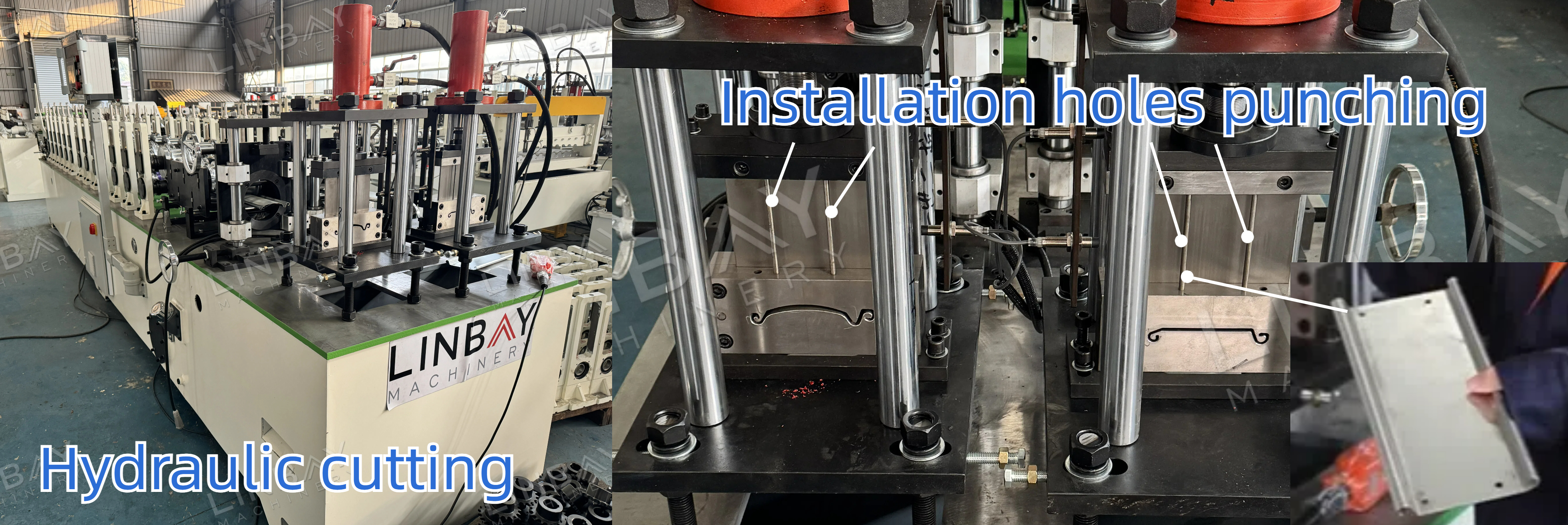
●Precyzyjnie zaprojektowane ostrza:Zaprojektowane tak, aby pasowały do specyfikacji żaluzji zwijanych, zapewniając gładkie, wolne od odkształceń i zadziorów krawędzie cięcia.
●Wysoka dokładność długości cięcia:Tolerancja w granicach ±1 mm, uzyskiwana za pomocą enkodera mierzącego długość przesuwu zwoju stali, przetwarzającego go na sygnały elektryczne i przesyłającego te dane z powrotem do szafy PLC. Pracownicy mogą ustawić długość cięcia, wielkość produkcji i prędkość na ekranie PLC.
Urządzenie opcjonalne: Wybijanie otworów montażowych
●Otwory końcowe:Każdy koniec listew rolety ma dwa otwory pasujące do łączników montażowych. Otwory te można również wykonać na linii formującej, co skraca czas i koszty ręcznego wiercenia.
●Dziurkowanie i cięcie:Dwa stemple umieszczone są przed i za ostrzami tnącymi, dzieląc jedną stację hydrauliczną, co umożliwia jednoczesne cięcie i dziurkowanie.
●Możliwość personalizacji dziurkowania:Rozmiar otworu i odległość od krawędzi można dostosować.
Urządzenie opcjonalne: Samodzielna dziurkarka hydrauliczna

●Nadaje się do dziurkowania ciągłego lub gęstego:Idealne do częstego dziurkowania.
●Efektywna koordynacja produkcji:Jeśli popyt na rolety perforowane jest niższy niż na rolety nieperforowane, rozdzielenie procesów perforowania i formowania na dwie niezależne linie produkcyjne może zwiększyć ogólną wydajność.
●Niestandardowe wykrojniki:Jeśli po otrzymaniu towaru klient ma nowe typy wykrojników, możemy dostosować nowe wykrojniki do zakresu szerokości podawania oryginalnej wykrawarki hydraulicznej.
Testowanie

● Nasi inżynierowie skalibrują każdy etap maszyny dwurzędowej przed wysyłką, aby mieć pewność, że produkcja rozpocznie się niezwłocznie po otrzymaniu towaru.
● Wykonane rolety zostaną porównane 1:1 z rysunkami.
● Przytniemy również około 2 metrów profilu i złożymy 3-4 kawałki, aby sprawdzić, czy okiennice ściśle przylegają, nie luzują się i zwijają z odpowiednią szczeliną.
1. Rozwijarka

2. Karmienie

3. Uderzenie

4. Stojaki do profilowania

5. Układ napędowy

6. System tnący

Inni

Poza stołem



1-300x168.jpg)