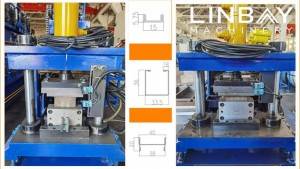
Профіль

Ламелі ролетних ворот є важливим компонентом ролетних ворот, причому на різних регіональних ринках перевагу надають різним дизайнерським профілям. Лінії холодного прокату є поширеним та ефективним вибором для виробництва цих ламелей.
Команда Linbay може запропонувати відповідні виробничі рішення, виходячи з нашого досвіду, виробничих вимог для кожного профілю та потреб у штампуванні.
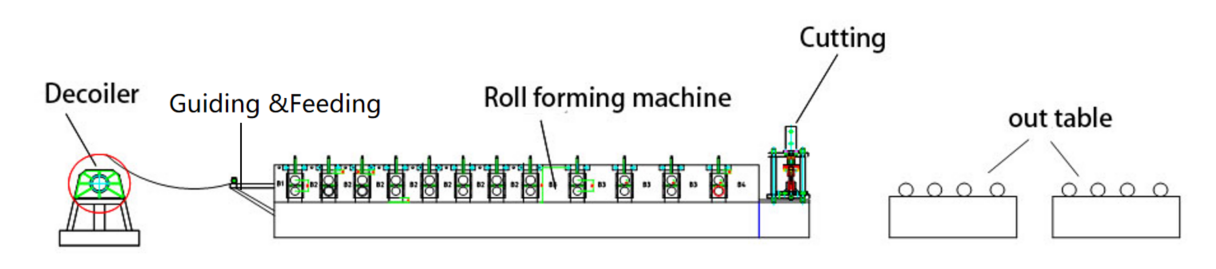
Блок-схема реального випадку
Гідравлічний розмотувач -- Направляючий -- Профілегибочний верстат -- Гідравлічний різальний верстат -- Зовнішній стіл
Реальний випадок - основні технічні параметри
1. Швидкість лінії: 0-12 м/хв, регульована
2. Підходящий матеріал: оцинкована сталь
3. Товщина матеріалу: 0,6-0,8 мм
4. Профілеподібна машина: чавунна конструкція
5. Система приводу: ланцюгова система приводу
6. Система різання: Гідравлічна. Зупинка для різання, роликовий формувач повинен зупинятися під час різання.
7. Шафа ПЛК: система Siemens.
Реальна машина для кейсів
1. Ручний розмотувач*1
2. Профілеподібна машина * 1
3. Гідравлічний різальний верстат*1 (для кожного профілю ламелі ролетного вікна потрібен 1 окремий ріжучий диск)
4. Вихідний стіл*2
5. Шафа керування ПЛК*1
6. Гідравлічна станція*1
7. Коробка запасних частин (безкоштовно) * 1
Реальний опис випадку
Розмотувач

● Ламелі ролет:Через їхню меншу товщину та ширину,ручні та моторизованірозмотувачів достатньо для задоволення потреб розмотування.
● Версія з інструкцією:Без двигуна, покладається на силу формувальних роликів для протягування сталевого рулону вперед. Має низьку ефективність розмотування та дещо нижчу безпеку. Розгортання оправки здійснюється вручну. Це економічно ефективно, але не підходить для великомасштабного безперервного виробництва.
●Мотор версія:Завдяки двигуну, він підвищує ефективність розмотування та зменшує потребу в ручному втручанні, заощаджуючи витрати на оплату праці.
Додатковий тип розмотувача: Двоголовковий розмотувач
● Універсальна ширина:Двоголовковий розмотувач може зберігати сталеві рулони різної ширини, що підходить для дворядних формувальних машин.
● Безперервна робота:Поки одна головка розмотує, інша може завантажувати та готувати нову котушку. Коли одна котушка витрачається, розмотувач може повертатися на 180 градусів, щоб
Керівництво
● Основна функція:Для вирівнювання сталевого рулону з центральною лінією верстата, запобігаючи перекісу, який може спричинити скручування, вигин, задирки та проблеми з розмірами готового виробу.
● Направляючі пристрої:Кілька напрямних пристроїв на вході подачі та всередині профілюючої машини посилюють напрямний ефект.
● Технічне обслуговування:Регулярно калібруйте відстань напрямних пристроїв, особливо після транспортування та під час тривалого використання.
● Перед відвантаженням:Команда Linbay вимірює та записує ширину напрямної в посібнику користувача для калібрування клієнтом після отримання.
Машина для формування ролика
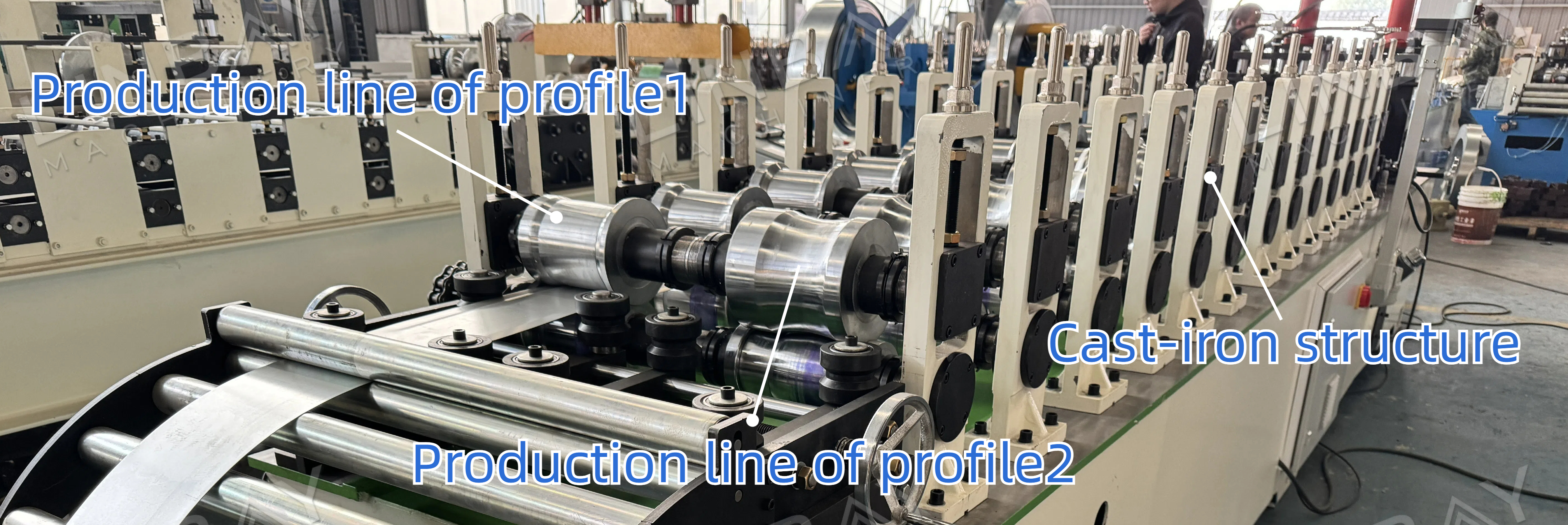
● Універсальні форми:Дворядна конструкція може обробляти ламелі ролет двох різних форм, що зменшує витрати клієнтів на обладнання та простір.
●Примітка:Дві виробничі лінії не можуть працювати одночасно. Для високих виробничих потреб обох профілів рекомендується використовувати дві окремі виробничі лінії.
●Структура:Має чавунну підставку та ланцюгову систему приводу.
●Кришка ланцюга:Ланцюги захищені металевою сіткою, що забезпечує безпеку працівників та запобігає пошкодженню ланцюгів сміттям.
●Ролики:Хромовані та термічно оброблені для стійкості до іржі та корозії, що продовжує термін їх служби.
●Головний двигун:Стандартне 380 В, 50 Гц, 3-фазне, з можливістю налаштування.
Гідравлічний різальний верстат 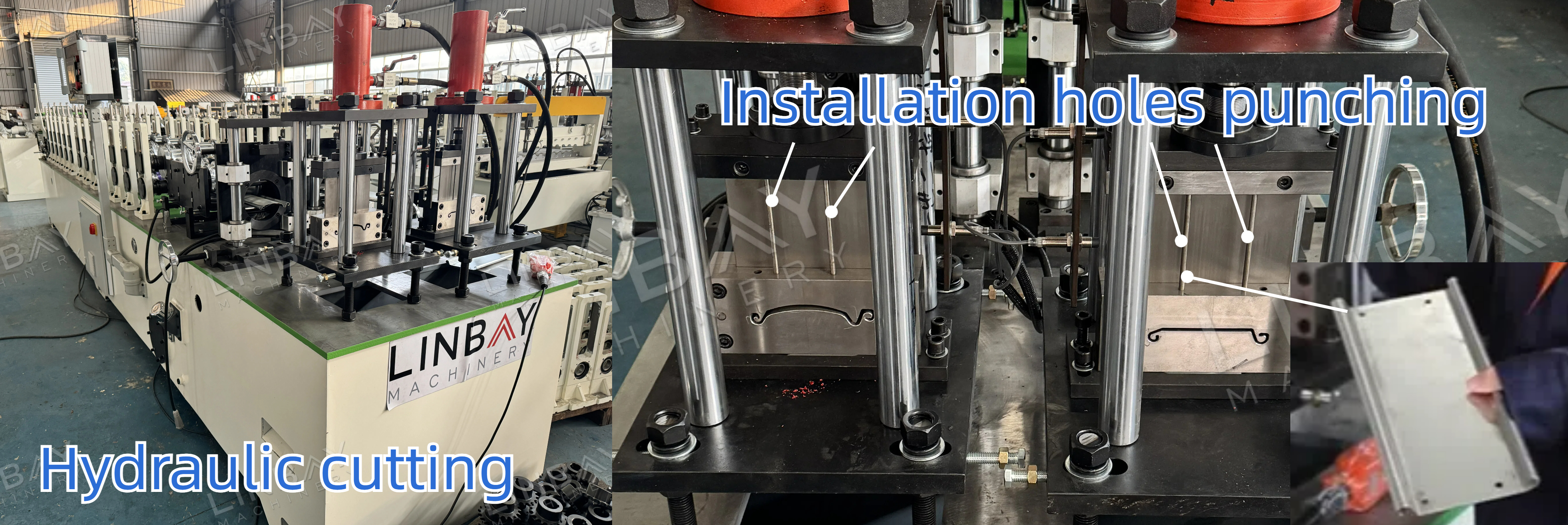
●Прецизійно розроблені леза:Розроблено відповідно до специфікацій ламелей ролетних ворот, що забезпечує гладкі, бездеформаційні та беззадиркові різальні краї.
●Висока точність довжини різання:Допуск у межах ±1 мм, що досягається за допомогою енкодера для вимірювання довжини просування сталевого рулону, перетворення його в електричні сигнали та передачі цих даних назад до шафи ПЛК. Працівники можуть встановлювати довжину різання, обсяг виробництва та швидкість на екрані ПЛК.
Додатковий пристрій: пробивання монтажних отворів
●Торцеві отвори:Кожен кінець ламелей ролет має два отвори, що відповідають кріпильним елементам. Ці отвори також можна зробити на формувальній лінії, що скорочує час та витрати на ручне свердління.
●Штампування та різання:Два пуансони розташовані перед і після ріжучих лез, що використовують одну гідравлічну станцію, що дозволяє одночасно різати та пробивати.
●Налаштовуване пробивання:Розмір отвору та відстань від краю можна налаштувати.
Додатковий пристрій: Автономний гідравлічний пробивний верстат

●Підходить для безперервного або щільного штампування:Ідеально підходить для потреб високочастотного штампування.
●Ефективна координація виробництва:Коли попит на перфоровані ролетні ворота нижчий, ніж на неперфоровані, розділення процесів штампування та формування на дві незалежні виробничі лінії може підвищити загальну ефективність.
●Штампи для штампування на замовлення:Якщо після отримання у клієнта з'являться нові типи штампів для пробивання, ми можемо налаштувати нові штампи в межах діапазону ширини подачі оригінального гідравлічного штампувального верстата.
Тестування

● Наші інженери відкалібрують кожен етап дворядної машини перед відправкою, щоб забезпечити швидкий початок виробництва після отримання.
● Виготовлені рулонні ворота будуть порівняні з кресленнями в співвідношенні 1:1.
● Ми також відріжемо приблизно 2 метри профілю та зберемо 3-4 шматки, щоб перевірити, чи стулки щільно прилягають, не розхитуються, та чи згортаються вони з відповідним зазором.
1. Розмотувач

2. Годування

3. Штампування

4. Профільувальні стани

5. Система керування

6. Система різання

Інші

Вихідний стіл



1-300x168.jpg)