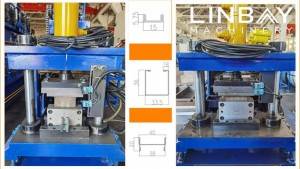
പെർഫിൽ

റോളിംഗ് ഷട്ടറുകളുടെ ഒരു നിർണായക ഘടകമാണ് റോളിംഗ് ഷട്ടർ സ്ലാറ്റുകൾ, വിവിധ പ്രാദേശിക വിപണികളിൽ വ്യത്യസ്ത ഡിസൈൻ പ്രൊഫൈലുകൾക്കാണ് മുൻഗണന. ഈ സ്ലാറ്റുകൾ നിർമ്മിക്കുന്നതിനുള്ള ഒരു സാധാരണവും കാര്യക്ഷമവുമായ തിരഞ്ഞെടുപ്പാണ് കോൾഡ് റോൾ ഫോർമിംഗ് ലൈനുകൾ.
ഞങ്ങളുടെ അനുഭവം, ഓരോ പ്രൊഫൈലിനുമുള്ള ഉൽപ്പാദന ആവശ്യകതകൾ, പഞ്ചിംഗ് ആവശ്യങ്ങൾ എന്നിവയെ അടിസ്ഥാനമാക്കി അനുയോജ്യമായ ഉൽപ്പാദന പരിഹാരങ്ങൾ നൽകാൻ ലിൻബേ ടീമിന് കഴിയും.
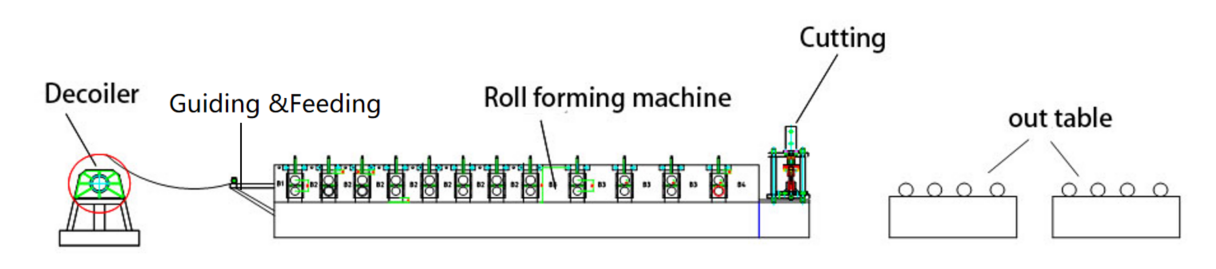
യഥാർത്ഥ കേസ്-ഫ്ലോ ചാർട്ട്
ഹൈഡ്രോളിക് ഡീകോയിലർ--ഗൈഡിംഗ്--റോൾ ഫോർമിംഗ് മെഷീൻ--ഹൈഡ്രോളിക് കട്ടിംഗ് മെഷീൻ--ഔട്ട് ടേബിൾ
യഥാർത്ഥ കേസ്-പ്രധാന സാങ്കേതിക പാരാമീറ്ററുകൾ
1.ലൈൻ വേഗത: 0-12 മി/മിനിറ്റ്, ക്രമീകരിക്കാവുന്നത്
2. അനുയോജ്യമായ മെറ്റീരിയൽ: ഗാൽവാനൈസ്ഡ് സ്റ്റീൽ
3. മെറ്റീരിയൽ കനം: 0.6-0.8 മിമി
4. റോൾ രൂപീകരണ യന്ത്രം: കാസ്റ്റ്-ഇരുമ്പ് ഘടന
5. ഡ്രൈവിംഗ് സിസ്റ്റം: ചെയിൻ ഡ്രൈവിംഗ് സിസ്റ്റം
6. കട്ടിംഗ് സിസ്റ്റം: ഹൈഡ്രോളിക് പവർ. മുറിക്കാൻ നിർത്തുക, മുറിക്കുമ്പോൾ റോൾ ഫോർമർ നിർത്തേണ്ടതുണ്ട്.
7.പിഎൽസി കാബിനറ്റ്: സീമെൻസ് സിസ്റ്റം.
യഥാർത്ഥ കേസ്-മെഷീനറി
1.മാനുവൽ ഡീകോയിലർ*1
2.റോൾ രൂപീകരണ യന്ത്രം*1
3. ഹൈഡ്രോളിക് കട്ടിംഗ് മെഷീൻ*1 (ഓരോ റോളിംഗ് ഷട്ടർ സ്ലാറ്റ് പ്രൊഫൈലിനും 1 പ്രത്യേക കട്ടിംഗ് ബ്ലേഡ് ആവശ്യമാണ്)
4.ഔട്ട് ടേബിൾ*2
5.PLC കൺട്രോൾ കാബിനറ്റ്*1
6.ഹൈഡ്രോളിക് സ്റ്റേഷൻ*1
7. സ്പെയർ പാർട്സ് ബോക്സ് (സൗജന്യ)*1
യഥാർത്ഥ കേസ്-വിവരണം
ഡീകോയിലർ

● റോളർ ഷട്ടർ സ്ലാറ്റുകൾ:അവയുടെ കനവും വീതിയും കുറവായതിനാൽ,മാനുവൽ, മോട്ടോറൈസ്ഡ്അൺകോയിലിംഗ് ആവശ്യകതകൾ നിറവേറ്റാൻ ഡീകോയിലറുകൾ പര്യാപ്തമാണ്.
● മാനുവൽ പതിപ്പ്:പവർ ചെയ്യാത്ത, സ്റ്റീൽ കോയിൽ മുന്നോട്ട് വലിക്കാൻ ഫോർമിംഗ് റോളറുകളുടെ ബലത്തെ ആശ്രയിക്കുന്നു. ഇതിന് കുറഞ്ഞ അൺകോയിലിംഗ് കാര്യക്ഷമതയും അൽപ്പം കുറഞ്ഞ സുരക്ഷയുമുണ്ട്. മാൻഡ്രൽ വികാസം സ്വമേധയാ ചെയ്യുന്നു. ഇത് ചെലവ് കുറഞ്ഞതാണ്, പക്ഷേ വലിയ തോതിലുള്ള തുടർച്ചയായ ഉൽപാദനത്തിന് അനുയോജ്യമല്ല.
●മോട്ടോർ പതിപ്പ്:ഒരു മോട്ടോർ ഉപയോഗിച്ച് പ്രവർത്തിപ്പിക്കുന്നതിലൂടെ, ഇത് അൺകോയിലിംഗ് കാര്യക്ഷമത വർദ്ധിപ്പിക്കുകയും മാനുവൽ ഇടപെടലിന്റെ ആവശ്യകത കുറയ്ക്കുകയും ചെയ്യുന്നു, അതുവഴി തൊഴിൽ ചെലവ് ലാഭിക്കുന്നു.
ഓപ്ഷണൽ ഡീകോയിലർ തരം: ഡബിൾ-ഹെഡ് ഡീകോയിലർ
● വൈവിധ്യമാർന്ന വീതികൾ:ഇരട്ട-തല ഡീകോയിലറിന് വ്യത്യസ്ത വീതികളുള്ള സ്റ്റീൽ കോയിലുകൾ സംഭരിക്കാൻ കഴിയും, ഇരട്ട-വരി രൂപീകരണ യന്ത്രങ്ങൾക്ക് അനുയോജ്യമാണ്.
● തുടർച്ചയായ പ്രവർത്തനം:ഒരു തല അൺകോയിൽ ചെയ്യുമ്പോൾ, മറ്റേത് ഒരു പുതിയ കോയിൽ ലോഡ് ചെയ്ത് തയ്യാറാക്കാൻ കഴിയും. ഒരു കോയിൽ ഉപയോഗിക്കപ്പെടുമ്പോൾ, ഡീകോയിലറിന് 180 ഡിഗ്രി തിരിക്കാൻ കഴിയും.
മാർഗ്ഗനിർദ്ദേശം നൽകുന്നു
● പ്രാഥമിക പ്രവർത്തനം:സ്റ്റീൽ കോയിലിനെ മെഷീനിന്റെ മധ്യരേഖയുമായി വിന്യസിക്കാൻ, പൂർത്തിയായ ഉൽപ്പന്നത്തിൽ വളച്ചൊടിക്കൽ, വളച്ചൊടിക്കൽ, ബർറുകൾ, ഡൈമൻഷണൽ പ്രശ്നങ്ങൾ എന്നിവയ്ക്ക് കാരണമാകുന്ന തെറ്റായ ക്രമീകരണം തടയുക.
● മാർഗ്ഗനിർദ്ദേശ ഉപകരണങ്ങൾ:ഫീഡ് ഇൻലെറ്റിലും റോൾ ഫോർമിംഗ് മെഷീനിനുള്ളിലും ഒന്നിലധികം ഗൈഡിംഗ് ഉപകരണങ്ങൾ ഗൈഡിംഗ് പ്രഭാവം വർദ്ധിപ്പിക്കുന്നു.
● പരിപാലനം:ഗൈഡിംഗ് ഉപകരണങ്ങളുടെ ദൂരം പതിവായി കാലിബ്രേറ്റ് ചെയ്യുക, പ്രത്യേകിച്ച് ഗതാഗതത്തിനു ശേഷവും ദീർഘകാല ഉപയോഗത്തിലും.
● പ്രീ-ഷിപ്പ്മെന്റ്:ലിൻബേ ടീം രസീത് ലഭിക്കുമ്പോൾ ഉപഭോക്തൃ കാലിബ്രേഷനായി ഉപയോക്തൃ മാനുവലിൽ ഗൈഡിംഗ് വീതി അളക്കുകയും രേഖപ്പെടുത്തുകയും ചെയ്യുന്നു.
റോൾ രൂപീകരണ യന്ത്രം
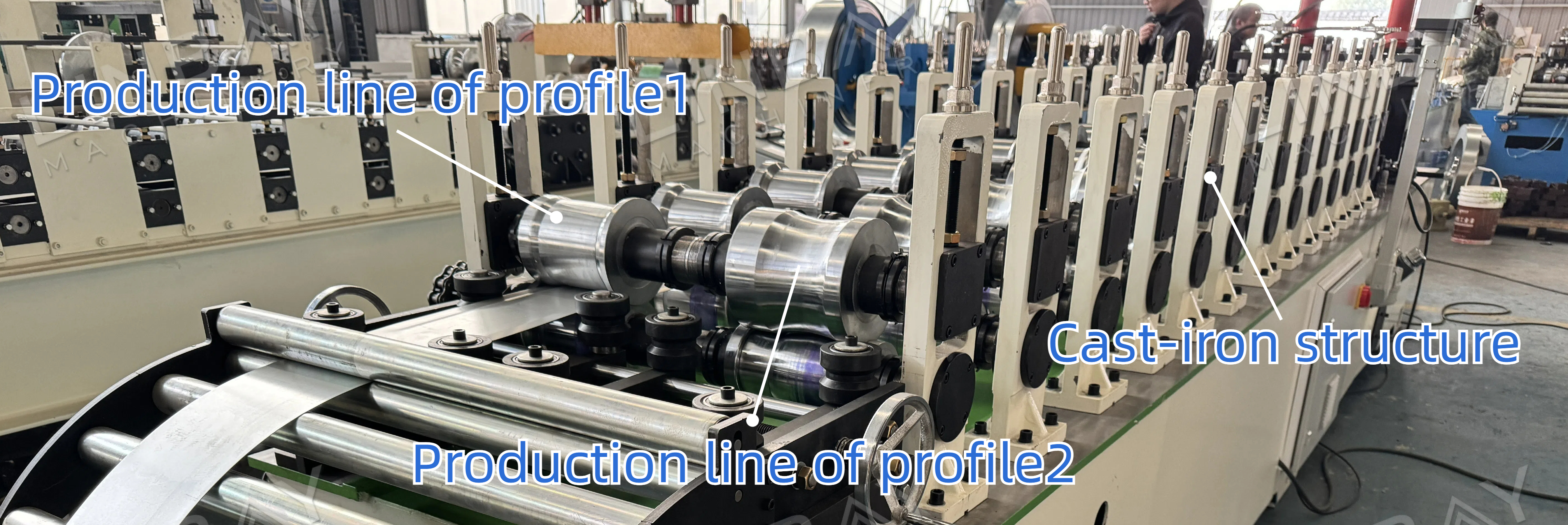
● വൈവിധ്യമാർന്ന രൂപങ്ങൾ:ഇരട്ട-വരി ഘടനയ്ക്ക് രണ്ട് വ്യത്യസ്ത ആകൃതിയിലുള്ള റോളിംഗ് ഷട്ടർ സ്ലാറ്റുകൾ കൈകാര്യം ചെയ്യാൻ കഴിയും, ഇത് ക്ലയന്റുകൾക്ക് മെഷീൻ, സ്ഥല ചെലവ് കുറയ്ക്കുന്നു.
●കുറിപ്പ്:രണ്ട് പ്രൊഡക്ഷൻ ലൈനുകളും ഒരേസമയം പ്രവർത്തിക്കാൻ കഴിയില്ല. രണ്ട് പ്രൊഫൈലുകളുടെയും ഉയർന്ന ഉൽപ്പാദന ആവശ്യങ്ങൾക്ക്, രണ്ട് വ്യത്യസ്ത പ്രൊഡക്ഷൻ ലൈനുകൾ ഉപയോഗിക്കാൻ ശുപാർശ ചെയ്യുന്നു.
●ഘടന:ഒരു കാസ്റ്റ്-ഇരുമ്പ് സ്റ്റാൻഡും ചെയിൻ ഡ്രൈവ് സിസ്റ്റവും ഇതിന്റെ സവിശേഷതകളാണ്.
●ചെയിൻ കവർ:ചങ്ങലകൾ ഒരു ലോഹ വല ഉപയോഗിച്ച് സംരക്ഷിക്കപ്പെട്ടിരിക്കുന്നു, ഇത് തൊഴിലാളികളുടെ സുരക്ഷ ഉറപ്പാക്കുകയും അവശിഷ്ടങ്ങൾ ചങ്ങലകൾക്ക് കേടുപാടുകൾ വരുത്തുന്നത് തടയുകയും ചെയ്യുന്നു.
●റോളറുകൾ:ക്രോം പൂശിയതും ചൂട് ചികിത്സിച്ചതും തുരുമ്പിനും നാശത്തിനും പ്രതിരോധം നൽകുന്നു, ഇത് അവയുടെ ആയുസ്സ് വർദ്ധിപ്പിക്കുന്നു.
●പ്രധാന മോട്ടോർ:സ്റ്റാൻഡേർഡ് 380V, 50Hz, 3-ഫേസ്, കസ്റ്റമൈസേഷൻ ലഭ്യമാണ്.
ഹൈഡ്രോളിക് കട്ടിംഗ് മെഷീൻ 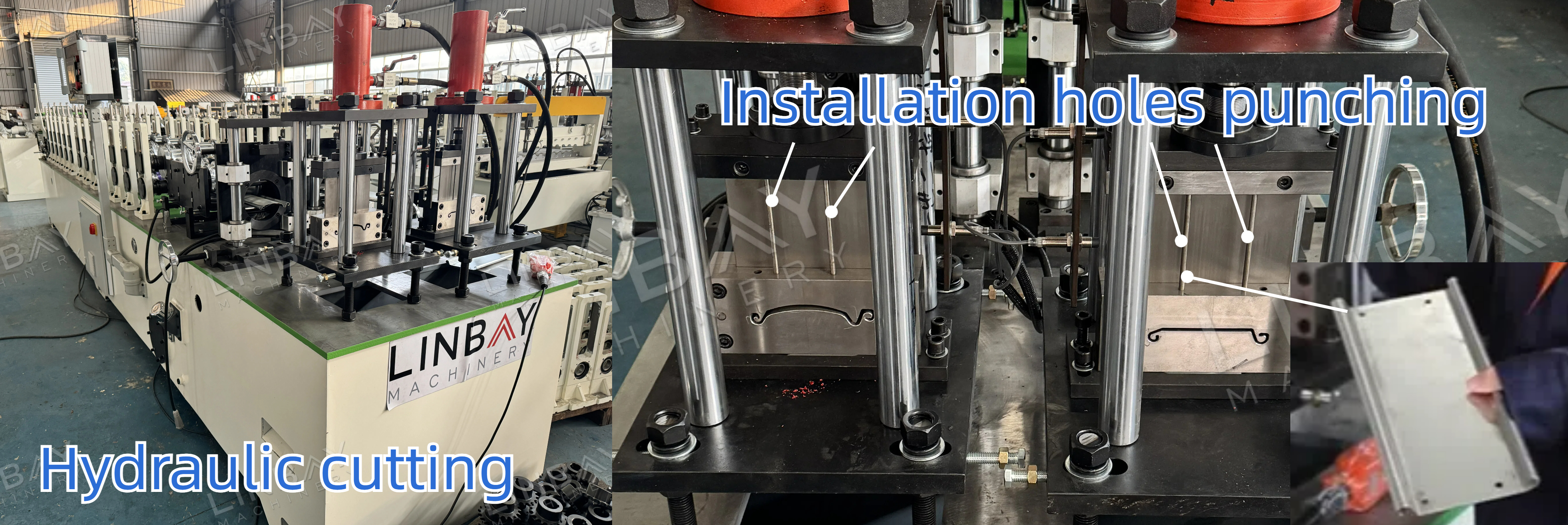
●കൃത്യതയോടെ എഞ്ചിനീയറിംഗ് ചെയ്ത ബ്ലേഡുകൾ:റോളിംഗ് ഷട്ടർ സ്ലാറ്റ് സ്പെസിഫിക്കേഷനുകളുമായി പൊരുത്തപ്പെടുന്ന തരത്തിൽ രൂപകൽപ്പന ചെയ്തിരിക്കുന്നു, ഇത് മിനുസമാർന്നതും, രൂപഭേദം വരുത്താത്തതും, ബർ-രഹിതവുമായ കട്ടിംഗ് അരികുകൾ ഉറപ്പാക്കുന്നു.
●ഉയർന്ന കട്ടിംഗ് നീള കൃത്യത:സ്റ്റീൽ കോയിലിന്റെ അഡ്വാൻസ് നീളം അളക്കുന്നതിനും, അതിനെ വൈദ്യുത സിഗ്നലുകളാക്കി മാറ്റുന്നതിനും, ഈ ഡാറ്റ PLC കാബിനറ്റിലേക്ക് തിരികെ നൽകുന്നതിനും ഒരു എൻകോഡർ ഉപയോഗിച്ച് നേടിയെടുക്കുന്ന ±1mm-നുള്ളിൽ സഹിഷ്ണുത. തൊഴിലാളികൾക്ക് PLC സ്ക്രീനിൽ കട്ടിംഗ് ദൈർഘ്യം, ഉൽപ്പാദന അളവ്, വേഗത എന്നിവ സജ്ജമാക്കാൻ കഴിയും.
ഓപ്ഷണൽ ഉപകരണം: ഇൻസ്റ്റലേഷൻ ദ്വാരങ്ങൾ പഞ്ചിംഗ്
●അവസാന ദ്വാരങ്ങൾ:റോളിംഗ് ഷട്ടർ സ്ലാറ്റുകളുടെ ഓരോ അറ്റത്തും മൗണ്ടിംഗ് ഫാസ്റ്റനറുകളുമായി പൊരുത്തപ്പെടുന്ന രണ്ട് ദ്വാരങ്ങളുണ്ട്. ഈ ദ്വാരങ്ങൾ ഫോർമിംഗ് ലൈനിലും നിർമ്മിക്കാൻ കഴിയും, ഇത് മാനുവൽ ഡ്രില്ലിംഗ് സമയവും ചെലവും കുറയ്ക്കുന്നു.
●കുത്തലും മുറിക്കലും:കട്ടിംഗ് ബ്ലേഡുകൾക്ക് മുമ്പും ശേഷവും രണ്ട് പഞ്ചുകൾ സ്ഥിതിചെയ്യുന്നു, ഒരേസമയം കട്ടിംഗും പഞ്ചിംഗും സാധ്യമാക്കുന്നതിന് ഒരൊറ്റ ഹൈഡ്രോളിക് സ്റ്റേഷൻ പങ്കിടുന്നു.
●ഇഷ്ടാനുസൃതമാക്കാവുന്ന പഞ്ചിംഗ്:ദ്വാരത്തിന്റെ വലുപ്പവും അരികിൽ നിന്നുള്ള ദൂരവും ഇഷ്ടാനുസൃതമാക്കാവുന്നതാണ്.
ഓപ്ഷണൽ ഉപകരണം: സ്റ്റാൻഡ്എലോൺ ഹൈഡ്രോളിക് പഞ്ച് മെഷീൻ

●തുടർച്ചയായ അല്ലെങ്കിൽ ഇടതൂർന്ന പഞ്ചിംഗിന് അനുയോജ്യം:ഉയർന്ന ഫ്രീക്വൻസി പഞ്ചിംഗ് ആവശ്യങ്ങൾക്ക് അനുയോജ്യം.
●കാര്യക്ഷമമായ ഉൽപാദന ഏകോപനം:പഞ്ച് ചെയ്യാത്ത ഷട്ടറുകളെ അപേക്ഷിച്ച് പഞ്ച് ചെയ്ത റോളിംഗ് ഷട്ടറുകളുടെ ആവശ്യം കുറവാണെങ്കിൽ, പഞ്ചിംഗ്, രൂപീകരണ പ്രക്രിയകളെ രണ്ട് സ്വതന്ത്ര ഉൽപാദന ലൈനുകളായി വേർതിരിക്കുന്നത് മൊത്തത്തിലുള്ള കാര്യക്ഷമത വർദ്ധിപ്പിക്കും.
●കസ്റ്റം പഞ്ചിംഗ് ഡൈകൾ:രസീതിന് ശേഷം ഉപഭോക്താവിന് പുതിയ പഞ്ചിംഗ് ഡൈ ശൈലികൾ ഉണ്ടെങ്കിൽ, യഥാർത്ഥ ഹൈഡ്രോളിക് പഞ്ച് മെഷീനിന്റെ ഫീഡ് വീതി പരിധിക്കുള്ളിൽ ഞങ്ങൾക്ക് പുതിയ ഡൈകൾ ഇഷ്ടാനുസൃതമാക്കാൻ കഴിയും.
പരിശോധന

● രസീത് ലഭിച്ചാലുടൻ ഉൽപാദനം ആരംഭിക്കാൻ കഴിയുമെന്ന് ഉറപ്പാക്കാൻ, കയറ്റുമതി ചെയ്യുന്നതിന് മുമ്പ് ഞങ്ങളുടെ എഞ്ചിനീയർമാർ ഇരട്ട-വരി മെഷീനിന്റെ ഓരോ ഘട്ടവും കാലിബ്രേറ്റ് ചെയ്യും.
● നിർമ്മിച്ച റോളിംഗ് ഷട്ടറുകളെ ഡ്രോയിംഗുകളുമായി 1:1 എന്ന അനുപാതത്തിൽ താരതമ്യം ചെയ്യും.
● ഞങ്ങൾ ഏകദേശം 2 മീറ്റർ പ്രൊഫൈൽ മുറിച്ച് 3-4 കഷണങ്ങൾ കൂട്ടിച്ചേർക്കും, ഷട്ടറുകൾ അയവില്ലാതെ നന്നായി യോജിക്കുന്നുണ്ടോ എന്നും ഉചിതമായ വിടവോടെ ചുരുട്ടുന്നുണ്ടോ എന്നും പരിശോധിക്കും.
1. ഡീകോയിലർ

2. തീറ്റ

3. പഞ്ചിംഗ്

4. റോൾ ഫോമിംഗ് സ്റ്റാൻഡുകൾ

5. ഡ്രൈവിംഗ് സിസ്റ്റം

6. കട്ടിംഗ് സിസ്റ്റം

മറ്റുള്ളവ

ഔട്ട് ടേബിൾ



1-300x168.jpg)