







വിവരണം
ഗട്ടർ റോൾ ഫോർമിംഗ് മെഷീൻ സാധാരണയായി 0.4-0.6mm കനമുള്ള അസംസ്കൃത വസ്തുക്കൾ ഉപയോഗിച്ച് ഗട്ടറുകളും ഡ്രെയിനുകളും നിർമ്മിക്കുന്നു. സാധാരണ പ്രവർത്തന വേഗത മിനിറ്റിൽ 10-20 മീറ്റർ ചുറ്റളവിലാണ്. ഞങ്ങൾ ടോറി സ്റ്റാൻഡ് ഘടന സ്വീകരിക്കുന്നു, മെഷീൻ പ്രവർത്തിക്കുമ്പോൾ ഇത് കൂടുതൽ മനോഹരവും കൂടുതൽ ടേബിളും ആയിരിക്കും.
സാങ്കേതിക സ്പെസിഫിക്കേഷൻ
| ഗട്ടർ റോൾ രൂപീകരണ യന്ത്രം | |||
| ഇല്ല. | ഇനം | സ്പെസിഫിക്കേഷൻ | ഓപ്ഷണൽ |
| 1 | അനുയോജ്യമായ മെറ്റീരിയൽ | തരം: ഗാൽവാനൈസ്ഡ് കോയിൽ, പിപിജിഐ, കാർബൺ സ്റ്റീൽ കോയിൽ | |
|
|
| കനം(മില്ലീമീറ്റർ):0.4-0.6 |
|
|
|
| വിളവ് ശക്തി: 250 - 550MPa |
|
|
|
| ടെൻസിൽ സ്ട്രെസ്(Mpa):G350Mpa-G550Mpa |
|
| 2 | നാമമാത്ര രൂപീകരണ വേഗത (മീ/മിനിറ്റ്) | 10-20 | അല്ലെങ്കിൽ നിങ്ങളുടെ ആവശ്യാനുസരണം |
| 3 | സ്റ്റേഷൻ രൂപീകരിക്കുന്നു | 19 | നിങ്ങളുടെ പ്രൊഫൈൽ അനുസരിച്ച് |
| 4 | ഡീകോയിലർ | മാനുവൽ ഡീകോയിലർ | ഹൈഡ്രോളിക് ഡീകോയിലർ അല്ലെങ്കിൽ ഇരട്ട തല ഡീകോയിലർ |
| 5 | പ്രധാന മെഷീൻ മോട്ടോർ | ചൈന-ജർമ്മൻ ബ്രാൻഡ് | സീമെൻസ് |
| 6 | പിഎൽസി ബ്രാൻഡ് | പാനസോണിക് | സീമെൻസ് |
| 7 | ഇൻവെർട്ടർ ബ്രാൻഡ് | യാസ്കാവ | |
| 8 | ഡ്രൈവിംഗ് സിസ്റ്റം | ചെയിൻ ഡ്രൈവ് | ഗിയർബോക്സ് ഡ്രൈവ് |
| 9 | റോളേഴ്സ് മെറ്റീരിയൽ റെയിൽ | സ്റ്റീൽ #45 | ജിസിആർ15 |
| 10 | സ്റ്റേഷൻ ഘടന | ടോറി സ്റ്റാൻഡ് ഘടന | കെട്ടിച്ചമച്ച ഇരുമ്പ് സ്റ്റേഷൻ അല്ലെങ്കിൽ വാൾ പാനൽ ഘടന |
| 11 | പഞ്ചിംഗ് സിസ്റ്റം | No | ഹൈഡ്രോളിക് പഞ്ചിംഗ് സ്റ്റേഷൻ അല്ലെങ്കിൽ പഞ്ചിംഗ് പ്രസ്സ് |
| 12 | കട്ടിംഗ് സിസ്റ്റം | പോസ്റ്റ്-കട്ടിംഗ് | പ്രീ-കട്ടിംഗ് |
| 13 | വൈദ്യുതി വിതരണ ആവശ്യകത | 380 വി 60 ഹെർട്സ് | അല്ലെങ്കിൽ നിങ്ങളുടെ ആവശ്യാനുസരണം |
| 14 | മെഷീൻ നിറം | വ്യാവസായിക നീല | അല്ലെങ്കിൽ നിങ്ങളുടെ ആവശ്യാനുസരണം |
ഫ്ലോ ചാർട്ട്
മാനുവൽ ഡീകോയിലർ--ഫീഡിംഗ്--ഫോർമിംഗ് മെഷീൻ--ഹൈഡ്രോളിക് കട്ടിംഗ്--ഔട്ട് ടേബിൾ
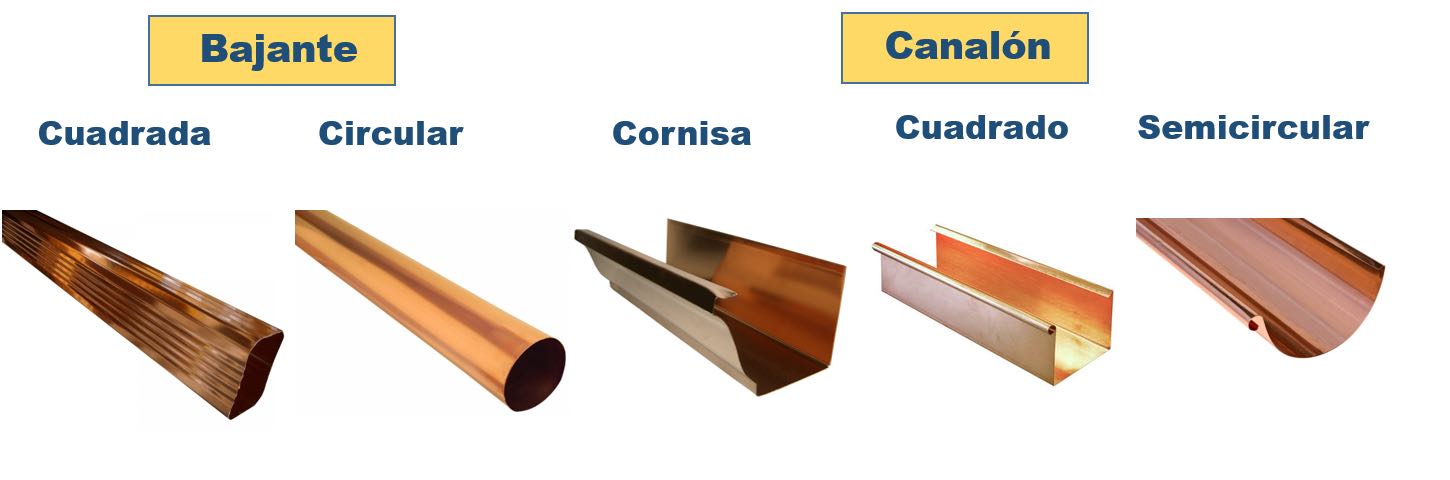
പെർഫയലുകൾ
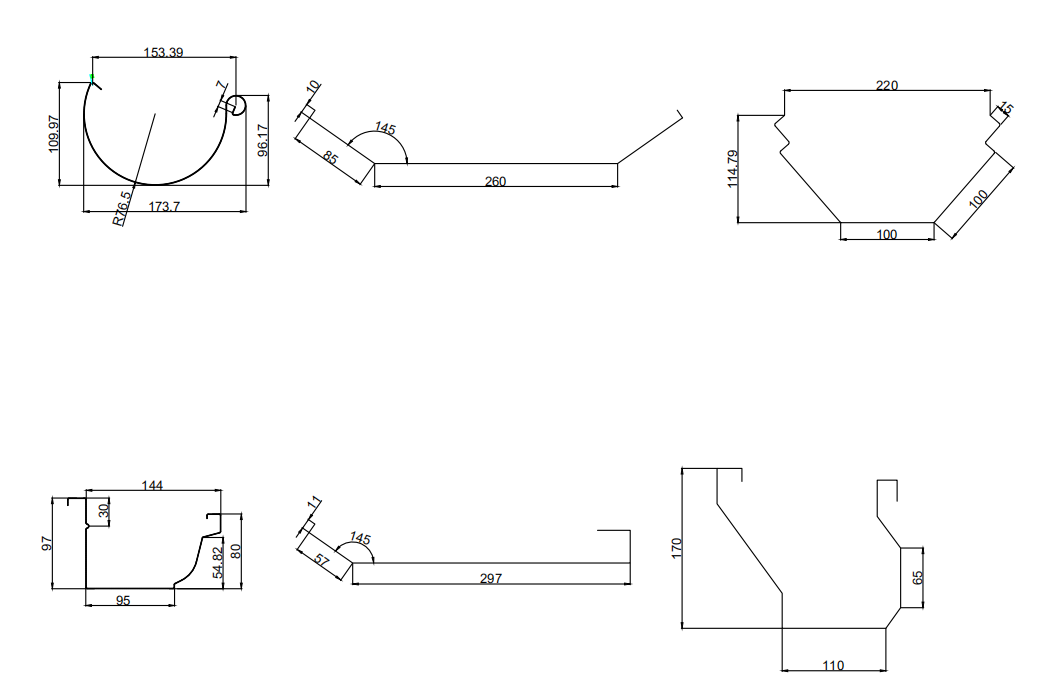
അപേക്ഷ

വിശദാംശങ്ങൾ ഫോട്ടോകൾ


1. ഡീകോയിലർ

2. തീറ്റ

3. പഞ്ചിംഗ്

4. റോൾ ഫോമിംഗ് സ്റ്റാൻഡുകൾ

5. ഡ്രൈവിംഗ് സിസ്റ്റം

6. കട്ടിംഗ് സിസ്റ്റം

മറ്റുള്ളവ

ഔട്ട് ടേബിൾ

നിങ്ങളുടെ സന്ദേശം ഞങ്ങൾക്ക് അയക്കുക:
നിങ്ങളുടെ സന്ദേശം ഇവിടെ എഴുതി ഞങ്ങൾക്ക് അയക്കുക.




