Hồ sơ

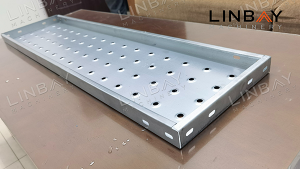
Máy cán tôn này được thiết kế để sản xuất lưới thoát nước với hai kích thước khác nhau. Các thanh lưới dày 1,5 mm và được làm từ thép mạ kẽm chất lượng cao. Lưới thoát nước này có khả năng thoát nước, chống trượt, chịu tải và kiểm soát mùi hôi, lý tưởng cho các ứng dụng thoát nước sàn và phòng tắm. Máy có thể hoạt động với tốc độ lên đến 12 mét/phút.
Mỗi máy đều có thể được điều chỉnh theo thông số kỹ thuật và ngân sách của khách hàng. Trước khi xuất xưởng, mỗi máy đều được kiểm tra kỹ lưỡng để đảm bảo đáp ứng tiêu chuẩn sản xuất và mang lại hiệu suất ổn định theo thời gian.
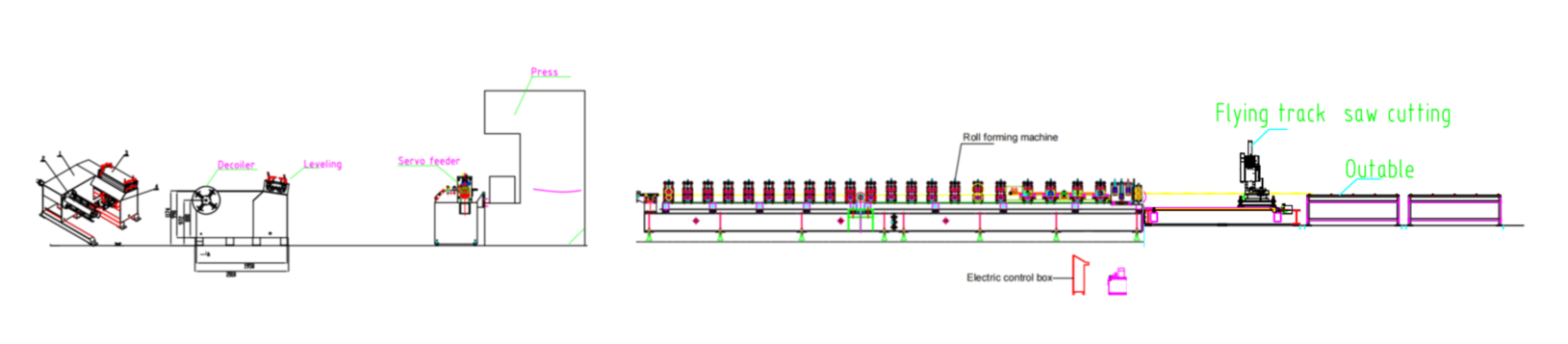
Dây chuyền sản xuất và thông số của từng bộ phận
(Bảng tham số)
Mô tả chi tiết từng bộ phận của dây chuyền sản xuất
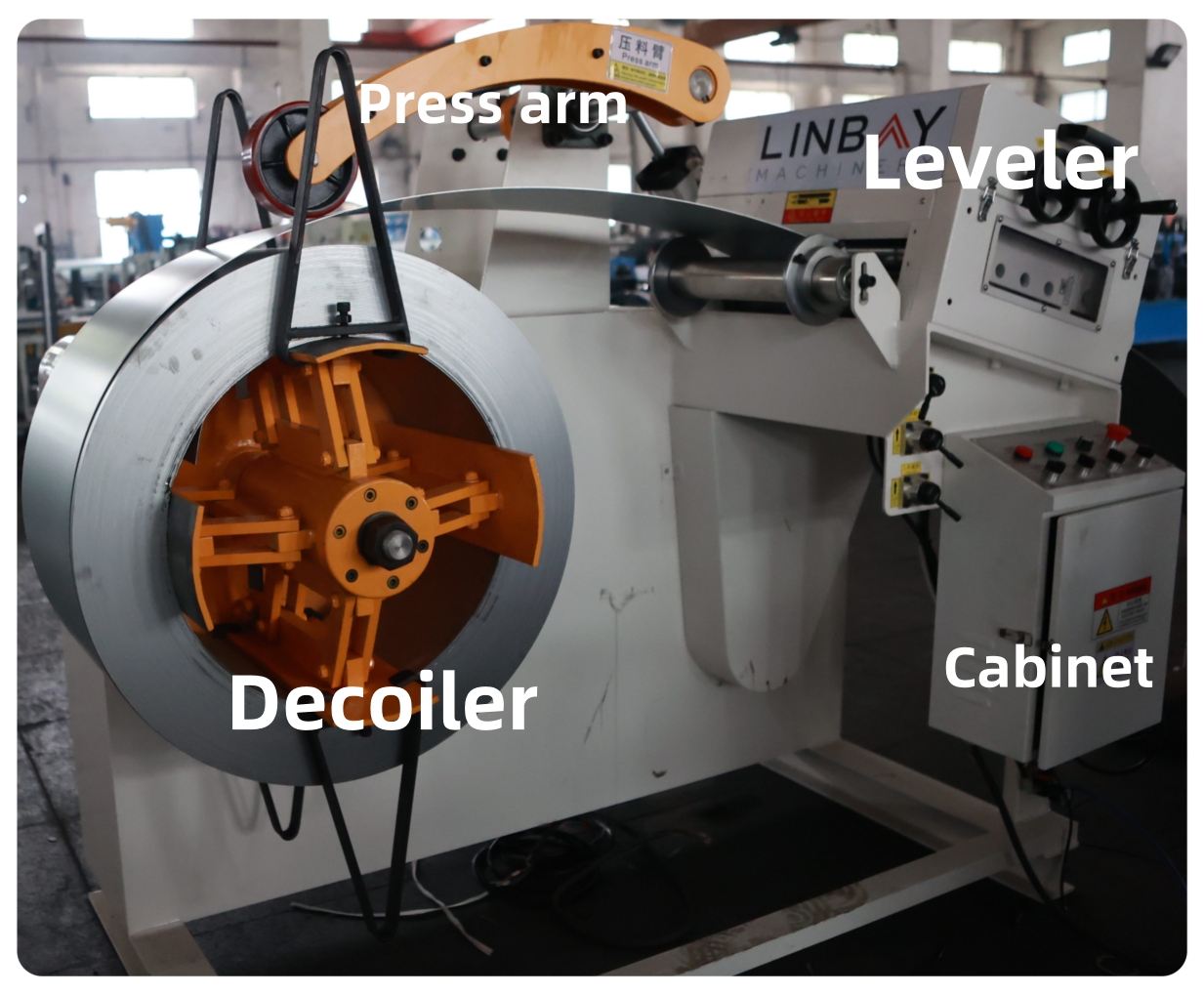
Bộ phận tháo cuộn:Ở đầu dây chuyền sản xuất, có một bộ phận xả cuộn và cân bằng tích hợp. Bộ phận xả cuộn được trang bị một tay đòn áp lực để ngăn cuộn thép bị bung ra đột ngột, giảm nguy cơ thương tích cho người vận hành. Cơ chế này cũng giúp cố định cuộn thép tại chỗ, đảm bảo vận hành an toàn.
Liền kề với máy cán tôn là bộ phận cán phẳng, bao gồm 7 con lăn cán phẳng và 4 con lăn ép. Quá trình này giải phóng ứng suất bên trong cuộn thép và tạo ra bề mặt đồng đều hơn, chuẩn bị vật liệu cho giai đoạn đột dập.
Việc sử dụng kết hợp máy cán và máy cán phẳng giúp tiết kiệm không gian so với việc sử dụng riêng lẻ từng máy. Trong khi các máy độc lập cần khoảng cách từ 3 đến 4 mét, hệ thống tích hợp giúp giảm khoảng cách này và tinh giản dây chuyền sản xuất.
Bộ giới hạn:Một cảm biến giới hạn được lắp đặt giữa máy kéo cuộn và máy đột dập. Cảm biến này được kết nối với máy đột dập và có chức năng phát hiện vị trí của dải thép.

Máy ép đấm:Tại khu vực đột dập, máy ép 160 tấn được sử dụng, có khả năng thực hiện 35 đến 50 lần đột dập mỗi phút. Máy ép này nhanh hơn máy ép thủy lực thông thường, giúp cải thiện hiệu suất tổng thể của dây chuyền sản xuất. Mỗi kích thước sản phẩm cần một bộ khuôn riêng, nghĩa là tổng cộng có 2 bộ khuôn được cung cấp. Khi chuyển đổi kích thước sản xuất, cần thay thế khuôn phù hợp trong máy ép.
Máy dập cũng được trang bị bộ cấp liệu động cơ servo, đảm bảo định vị chính xác trong quá trình đột dập và cấp liệu nhanh chóng. Việc điều khiển máy dập được thực hiện thông qua tủ điện riêng biệt. Sách hướng dẫn chi tiết được cung cấp để hướng dẫn khách hàng vận hành máy đúng cách.

Bộ giới hạn:Một khung được trang bị cảm biến giới hạn được đặt giữa máy đột dập và máy cán định hình. Khung chứa hai cảm biến: cảm biến phía trên được kết nối với máy cán định hình và dừng máy nếu dải thép chạm vào, báo hiệu máy đang chạy quá tốc độ. Cảm biến phía dưới được kết nối với máy đột dập và dừng hoạt động nếu dải thép chạm vào, báo hiệu tốc độ quá mức.
Hệ thống này giúp điều chỉnh tốc độ của các bộ phận khác nhau trên dây chuyền sản xuất, đảm bảo hoạt động an toàn và bảo vệ thiết bị khỏi những hư hỏng tiềm ẩn.
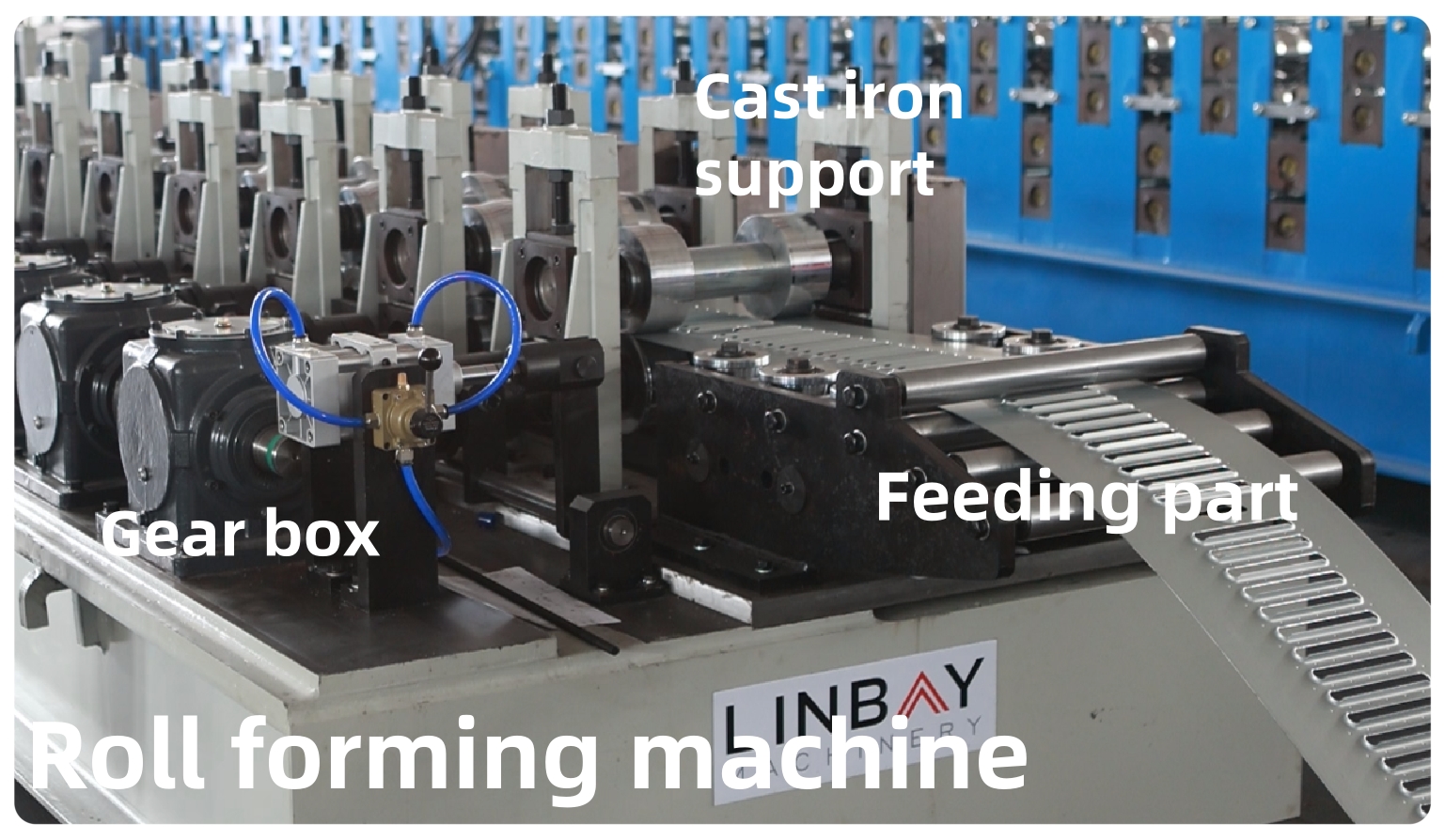

Máy cán định hình:Máy cán định hình được chế tạo với khung đỡ bằng gang và truyền lực thông qua hộp số, mang lại kết cấu cực kỳ ổn định và bền bỉ. Để phù hợp với hai kích cỡ khác nhau, máy được trang bị 2 bộ con lăn (cassette). Khi chuyển đổi kích cỡ sản xuất, cần phải thay thế cassette tương ứng - một quy trình thường mất từ 30 đến 60 phút nhưng sẽ nhanh hơn nếu có kinh nghiệm.
Ngoài ra, các con lăn được mạ crôm để tăng khả năng chống ăn mòn và kéo dài tuổi thọ, đảm bảo hiệu suất đáng tin cậy theo thời gian.
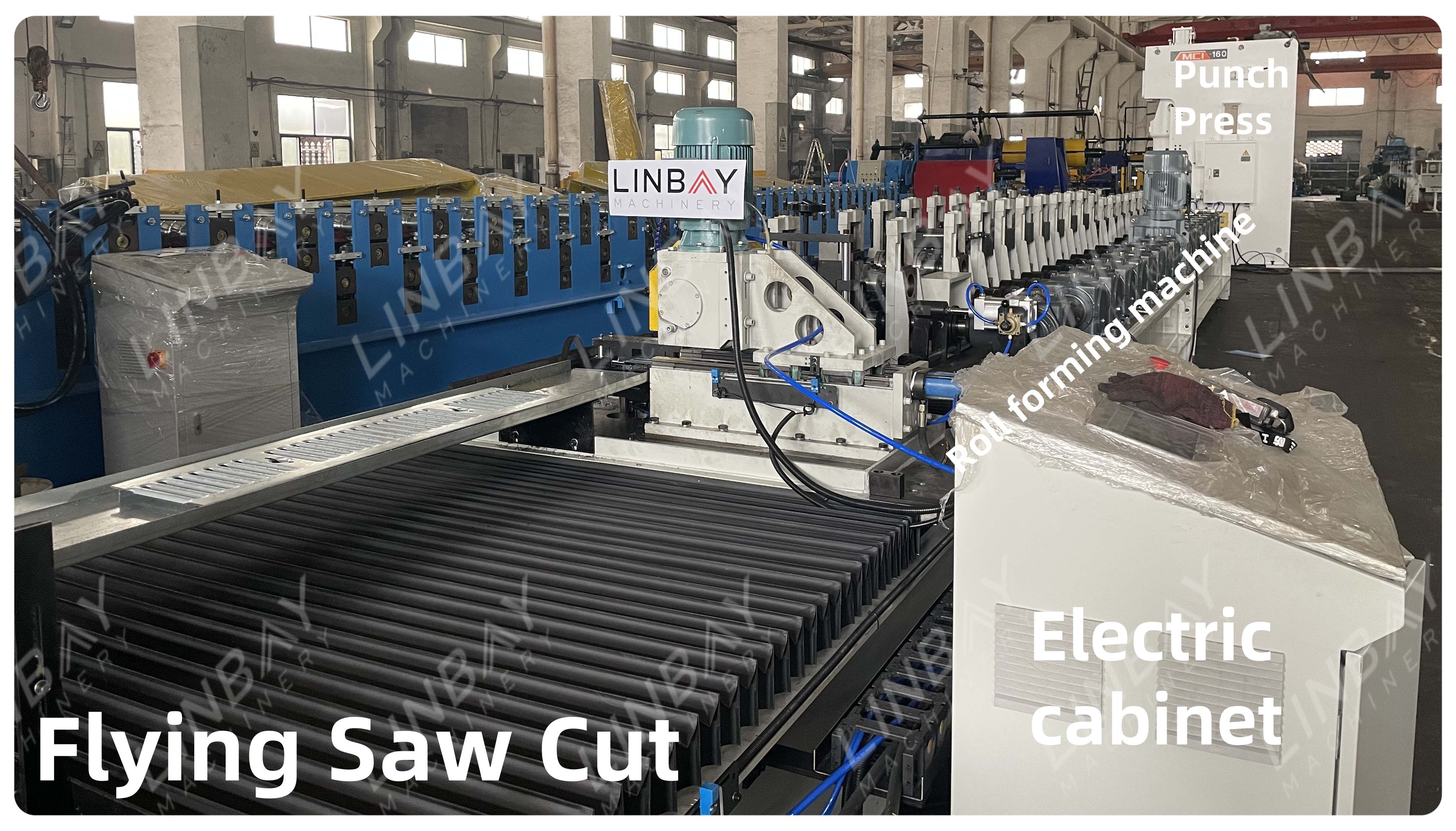
Cắt bằng cưa bay:Trong khu vực cắt, hệ thống cưa bay được sử dụng. Chất làm mát được sử dụng trong quá trình cắt để giữ cho lưỡi cắt mát và giảm sự văng vụn kim loại. Cắt bay cho phép máy cán tiếp tục hoạt động trong khi cắt biên dạng, cải thiện hiệu quả sản xuất tổng thể.
Động cơ servo điều khiển chuyển động của phần cắt để đảm bảo độ chính xác. Trước khi cắt, thanh thép được đưa qua máy nắn thẳng để đảm bảo độ thẳng. Các mảnh cắt thành phẩm sạch sẽ, không có gờ, sẵn sàng sử dụng ngay.

Hộp phụ tùng / Video lắp đặt / Hướng dẫn sử dụng:Chúng tôi cung cấp cho khách hàng bộ phụ tùng thay thế toàn diện, bao gồm tất cả các linh kiện quan trọng, cho phép thay thế nhanh chóng nếu bất kỳ bộ phận nào của máy bị hư hỏng. Để đảm bảo dây chuyền sản xuất được lắp đặt đúng cách khi giao hàng, chúng tôi cung cấp video hướng dẫn lắp đặt từng bước. Ngoài ra, chúng tôi còn cung cấp hướng dẫn sử dụng chi tiết bằng tiếng Anh và các ngôn ngữ khác khi cần thiết, cung cấp cho người vận hành tất cả thông tin cần thiết để vận hành máy hiệu quả và an toàn.
Công ty chúng tôi vận hành một nhà máy tại Trung Quốc, cùng với một văn phòng và phòng trưng bày tại Mexico. Đội ngũ kỹ sư của chúng tôi, thông thạo cả tiếng Anh và tiếng Tây Ban Nha, cung cấp dịch vụ hỗ trợ sau bán hàng chuyên nghiệp, giải quyết những thách thức thường gặp về dịch vụ hạn chế khi mua máy móc trực tiếp từ Trung Quốc.
Máy móc trường hợp thực tế
| Máy cán định hình lưới thoát nước | |||
| KHÔNG. | Phần | Đặc điểm kỹ thuật | Không bắt buộc |
| 1 | Nguyên liệu thô | Loại: Thép mạ kẽm | |
| Độ dày (mm): 1,5mm | |||
| Giới hạn chảy: 250 - 550MPa | |||
| 2 | Tốc độ (m/phút) | 0-12m/phút | Có thể điều chỉnh |
| 3 | Trạm hình thành | 18 | Tùy thuộc vào hồ sơ |
| 4 | Decoiler | Máy kéo và cân bằng thủy lực | |
| 5 | Động cơ hình thành | Trung-Đức | Siemens |
| 6 | Bộ điều khiển lập trình (PLC) | Panasonic | Siemens |
| 7 | Biến tần | Yaskawa | |
| 8 | Hệ thống truyền dẫn | Hộp số | |
| 9 | Vật liệu con lăn | GCr15 | |
| 10 | Kết cấu | Giá đỡ bằng gang | |
| 11 | Phương pháp thay đổi kích thước hồ sơ | Thay băng cassette thủ công | |
| 12 | Máy ép đấm | 160 tấn, 35-50 lần/phút | Trạm thủy lực |
| 13 | Số lượng khuôn | 2 | |
| 14 | Cắt | Cắt bằng cưa bay | |
| 15 | Năng lượng | 380V 50Hz 3Ph | Hoặc theo yêu cầu |
| 16 | Màu sắc | Trắng | Hoặc theo yêu cầu |
1. Bộ phận tháo cuộn

2. Cho ăn

3.Đấm

4. Giá đỡ cán định hình

5. Hệ thống lái

6. Hệ thống cắt

Người khác

Bàn ngoài