Перфил

Летвите за ролетни се клучна компонента на ролетните, со различни профили на дизајн кои се претпочитаат на различни регионални пазари. Линиите за ладно обликување се чест и ефикасен избор за производство на овие летвички.
Тимот на Линбеј може да обезбеди соодветни производствени решенија врз основа на нашето искуство, барањата за производство за секој профил и потребите за дупчење.
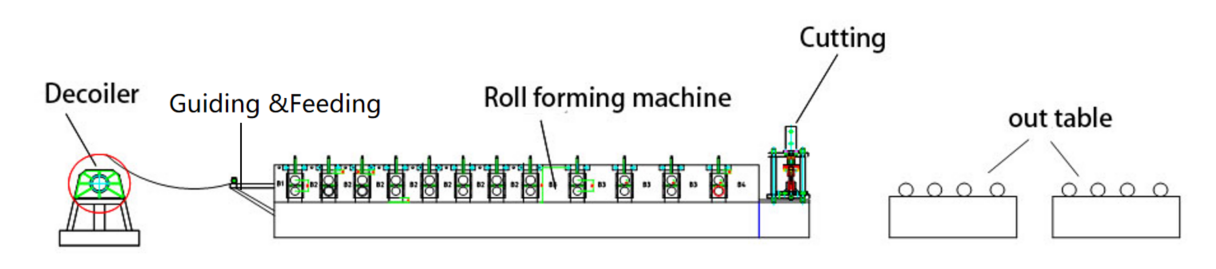
Дијаграм на тек на вистински случај
Хидрауличен одмотувач -- Водечки -- Машина за обликување ролни -- Машина за хидраулично сечење -- Надворна маса
Вистински случај - главни технички параметри
1. Брзина на линијата: 0-12m/min, прилагодлива
2. Соодветен материјал: Поцинкуван челик
3. Дебелина на материјалот: 0,6-0,8 мм
4. Машина за обликување ролни: Структура од леано железо
5. Систем за возење: Систем за возење со синџир
6. Систем за сечење: Хидрауличен погон. Запрете за сечење, ролната треба да запре при сечење.
7.PLC кабинет: Систем на Сименс.
Вистински машини за куќишта
1. Рачен одмотувач * 1
2. Машина за обликување ролни * 1
3. Хидраулична машина за сечење * 1 (За секој профил на летва на ролетна е потребна 1 посебна сечило за сечење)
4. Надвор маса*2
5.PLC контролен кабинет * 1
6. Хидраулична станица * 1
7. Кутија за резервни делови (бесплатно) * 1
Вистински случај - Опис
Декоилер

● Решетки за ролетни:Поради нивната помала дебелина и ширина,рачен и моторизиранОдмотувачите се доволни за да ги задоволат барањата за одмотување.
● Рачна верзија:Ненапојуван, се потпира на силата на ролерите за обликување за да ја повлече челичната намотка напред. Има ниска ефикасност на одмотување и малку помала безбедност. Проширувањето на трнот се врши рачно. Економично е, но не е погодно за континуирано производство во голем обем.
●Мотор верзија:Напојуван од мотор, тој ја зголемува ефикасноста на одмотувањето и ја намалува потребата од рачна интервенција, заштедувајќи ги трошоците за работна сила.
Опционален тип на деколер: Двоглав деколер
● Разновидни ширини:Двоглавниот одскоилер може да складира челични намотки со различни ширини, погодни за машини за обликување со двореден ред.
● Континуирано работење:Додека едната глава се одмотува, другата може да полни и да подготвува нова намотка. Кога едната намотка ќе се потроши, одмотувачот може да се ротира за 180 степени за да
Водечки
● Примарна функција:За да се усогласи челичната намотка со централната линија на машината, со што се спречува нерамномерно порамнување што може да предизвика извиткување, свиткување, брусење и димензионални проблеми во готовиот производ.
● Водечки уреди:Повеќекратните уреди за водење на влезот за довод и во машината за обликување ролни го подобруваат ефектот на водење.
● Одржување:Редовно калибрирајте го растојанието на уредите за водење, особено по транспорт и за време на долготрајна употреба.
● Пред-испорака:Тимот на Linbay ја мери и евидентира водечката ширина во упатството за употреба за калибрација од страна на клиентот по приемот.
Машина за обликување ролни
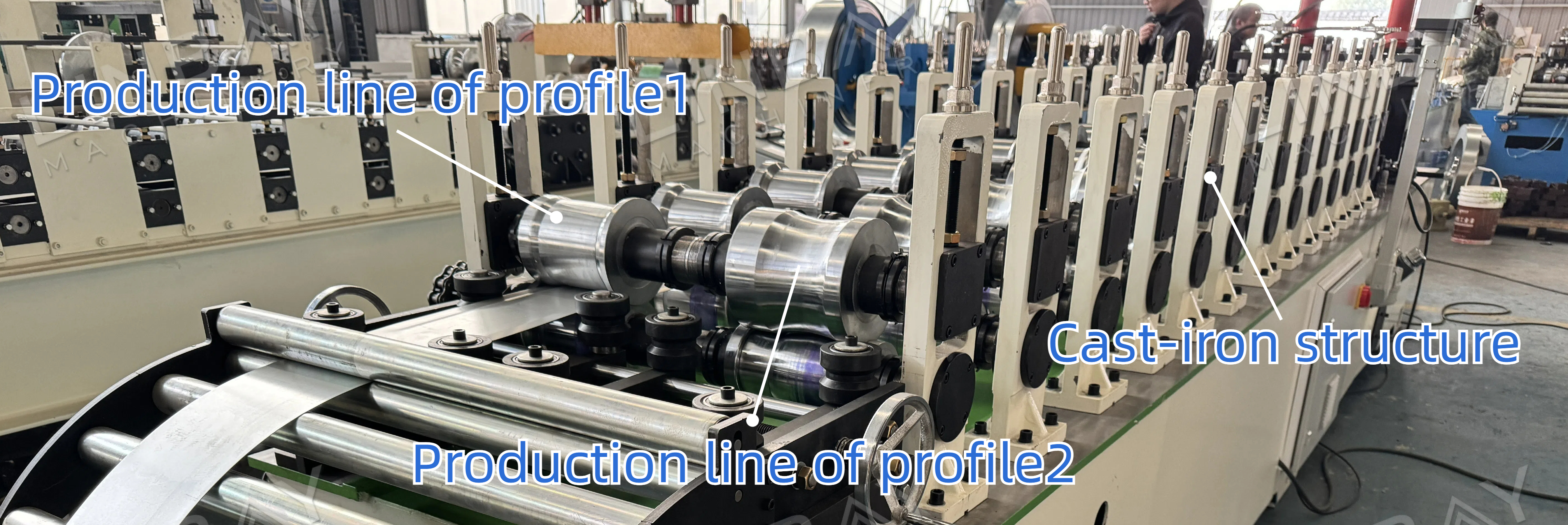
● Разновидни форми:Дворедната структура може да се справи со ролетни летвички од два различни облика, намалувајќи ги трошоците за машина и простор за клиентите.
●Забелешка:Двете производствени линии не можат да работат истовремено. За високи производствени барања на двата профила, се препорачува да се користат две одделни производствени линии.
●Структура:Има држач од леано железо и систем за погон на синџир.
●Капак за синџир:Синџирите се заштитени со метална мрежа, што ја обезбедува безбедноста на работниците и спречува оштетување на синџирите од остатоци.
●Ролери:Хромирани и термички обработени за отпорност на 'рѓа и корозија, со што се продолжува нивниот век на траење.
●Главен мотор:Стандарден 380V, 50Hz, 3-фазен, со можност за прилагодување.
Хидраулична машина за сечење 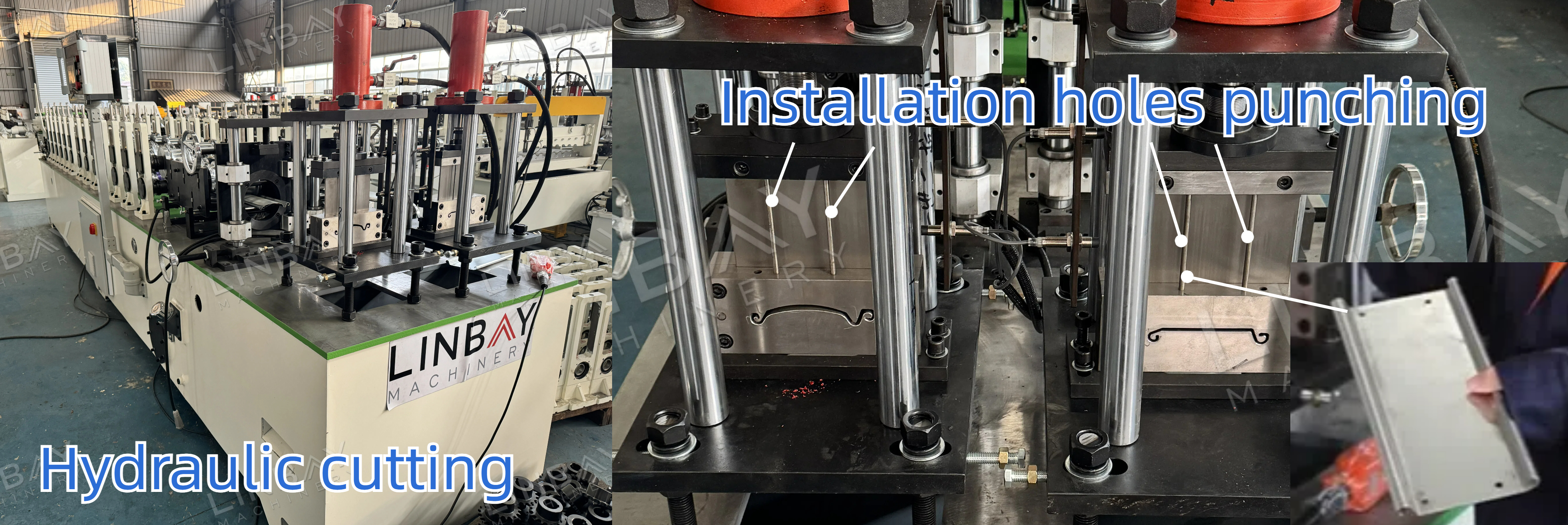
●Прецизно изработени сечила:Дизајниран да одговара на спецификациите на летвичките на ролетните, обезбедувајќи мазни рабови за сечење без деформации и стружење.
●Висока точност на должината на сечење:Толеранција во рамките на ±1 mm, постигната со помош на енкодер за мерење на должината на напредувањето на челичната намотка, претворање во електрични сигнали и враќање на овие податоци во кабинетот на PLC. Работниците можат да ја постават должината на сечење, количината на производство и брзината на екранот на PLC.
Опционален уред: Дупчење дупки за инсталација
●Крајни дупки:Секој крај од летвите на ролетните има по две дупки што се совпаѓаат со монтажните сврзувачки елементи. Овие дупки може да се направат и на линијата за обликување, со што се намалува времето и трошоците за рачно дупчење.
●Пробивање и сечење:Два перфоратори се наоѓаат пред и зад сечилата за сечење, кои делат една хидраулична станица за да овозможат истовремено сечење и дупчење.
●Прилагодливо удирање:Големината на дупката и растојанието од работ може да се прилагодат.
Опционален уред: Самостојна хидраулична машина за удирање

●Погодно за континуирано или густо дупчење:Идеален за потреби за дупчење со висока фреквенција.
●Ефикасна координација на производството:Кога побарувачката за дупчени ролетни е помала отколку за недупчени ролетни, одвојувањето на процесите на дупчење и обликување во две независни производствени линии може да ја зголеми целокупната ефикасност.
●Калапи за дупчење по мерка:Доколку клиентот има нови стилови на калап за дупчење по приемот, можеме да ги прилагодиме новите калапи во рамките на опсегот на ширина на довод на оригиналната хидраулична машина за дупчење.
Тестирање

● Нашите инженери ќе ја калибрираат секоја фаза од дворедната машина пред испорака за да се осигурат дека производството може да започне веднаш по приемот.
● Произведените ролетни ќе бидат споредени 1:1 со цртежите.
● Исто така, ќе исечеме приближно 2 метри профил и ќе составиме 3-4 парчиња за да провериме дали ролетните се цврсто прилепени без олабавување и ќе ги намотуваме со соодветниот отвор.
1. Декоилер

2. Хранење

3. Удирање

4. Постоља за обликување на ролни

5. Систем за возење

6. Систем за сечење

Други

Надвор од масата



1-300x168.jpg)