








Profil

Diese Stahlständerwandprodukte werden in verschiedenen Anwendungen eingesetzt, beispielsweise als tragende Wände, Vorhangfassaden, Bodenbalken und Dachstühle.
Bolzen, Schienen, Omegas und andere dünne Profile werden typischerweise auf Kaltwalzprofilanlagen hergestellt. Die Profilabmessungen und Stanzmuster können individuell angepasst werden.
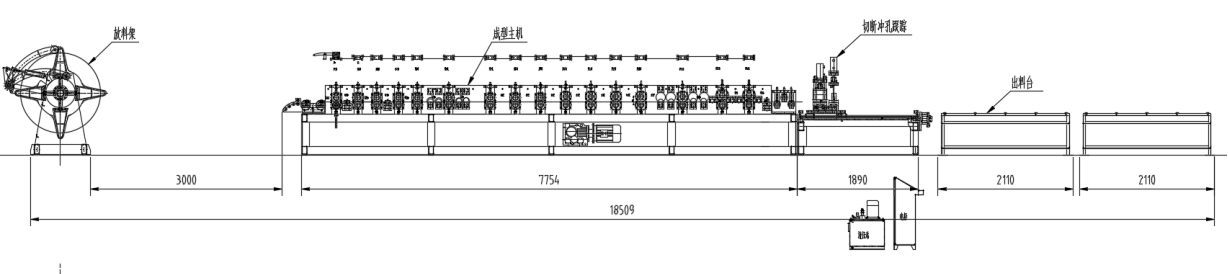
Realfall-Flussdiagramm
Abwickelhaspel - Führung - Rollformer - Fliegende hydraulische Stanze - Fliegende hydraulische Schneide - Austisch
Realer Fall - Wichtigste technische Parameter
1.Liniengeschwindigkeit: 0-15 m/min mit Perforation, einstellbar
2.Formgeschwindigkeit: 0-40 m/min
3. Geeignetes Material: Verzinkter Stahl
4.Materialstärke: 0,4-0,8 mm
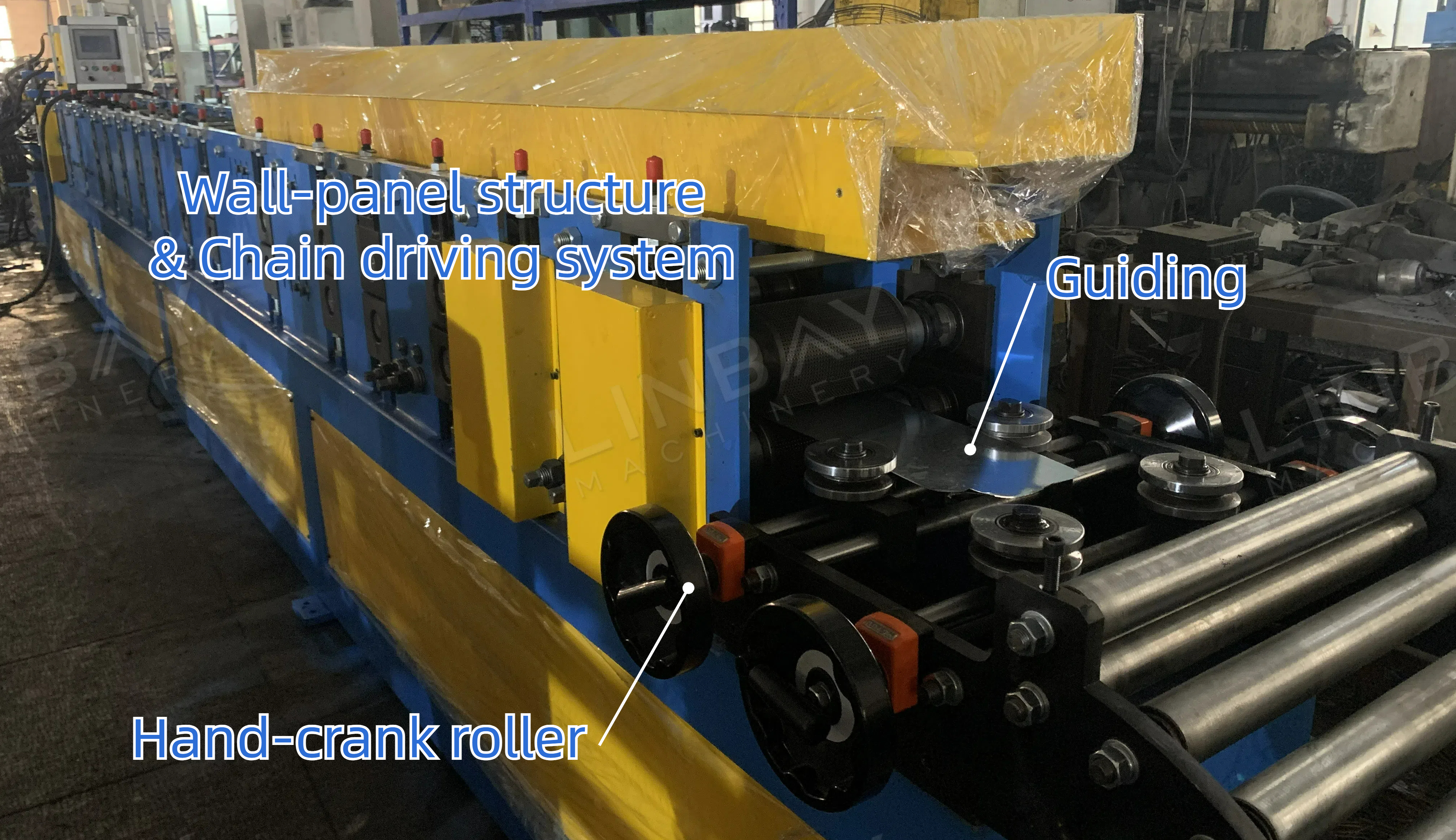
5.Rollformmaschine: Wandpaneelstruktur
6. Antriebssystem: Kettenantriebssystem
7. Stanz- und Schneidsystem: Hydraulische Kraft. Fliegender Typ, Rollformer stoppt beim Schneiden nicht.
8.SPS-Schrank: Siemens-System. Tragbarer Typ.
Real Case-Maschinen
1.Abwickelhaspel*1
2. Rollformmaschine * 1
3.Fliegende hydraulische Stanzmaschine * 1
4.Fliegende Schneidemaschine * 1
5.Out-Tabelle * 2
6.SPS-Steuerschrank * 1
7.Hydraulikstation * 1
8.Ersatzteilbox (kostenlos)*1
Behältergröße: 1x20GP
Realfall-Beschreibung
Manuelle Abwickelhaspel
●Aufgrund der geringen Dicke der Bolzenprofile von 0,4–0,8 mm kann ein manueller Abwickler den Abwickelbedarf decken.
●Ineffizient: Es verfügt jedoch nicht über die nötige eigene Kraft und ist auf die Rollformmaschine angewiesen, um die Stahlspule zu ziehen.
●Erfordert manuelle Unterstützung: Das Spannen des Dorns erfolgt ebenfalls manuell, was zu einer geringeren Effizienz führt und nur die grundlegenden Anforderungen zum Abwickeln erfüllt.

Optionaler Abwickelhaspeltyp: Motorisierter Abwickelhaspel
● Durch den Motorantrieb wird die Abwickeleffizienz erhöht und der Bedarf an manuellen Eingriffen sowie die Arbeitskosten verringert.
Optionaler Abwickler: Hydraulischer Abwickler
● Stabiler und robuster Rahmen:Wird zum Laden von Stahlcoils verwendet. Der hydraulisch betriebene Abwickler sorgt für einen effizienteren und sichereren Zuführprozess in die Produktionslinie.
● Kernerweiterungsgerät:Hydraulisch angetriebener Dorn oder Dorn dehnt sich aus und zieht sich zusammen, um Stahlspulen mit Innendurchmessern von 490–510 mm aufzunehmen(oder angepasst), wodurch die Spulen für ein reibungsloses Abwickeln gesichert werden.
● Drücken Sie-Arm:Die hydraulische Presse-Der Arm hält die Spule an ihrem Platz und verhindert so eine plötzliche Freisetzung innerer Spannungen, die den Arbeitern schaden könnten.
● Spulenhalter:Es ist mit Schrauben und Muttern fest mit den Dornklingen verbunden und verhindert so das Abrutschen der Spule von der Welle. Es lässt sich leicht montieren und demontieren.
● Steuerungssystem:Ausgestattet mit einer SPS und einem Bedienfeld mit Not-Aus-Schalter für mehr Sicherheit.
Führung
● Primäre Funktion:Um die Stahlspule entlang der Mittellinie der Maschine zu führen und eine Fehlausrichtung zu verhindern, die zu Verdrehungen, Verbiegungen, Graten und Maßproblemen im fertigen Produkt führen kann.
● Führungsvorrichtungen:Um die Führungswirkung zu verbessern, befinden sich am Eingang und in der Rollformmaschine mehrere Führungsrollen.
● Wartung:Kalibrieren Sie den Abstand der Führungseinrichtungen regelmäßig, insbesondere nach dem Transport und bei längerem Einsatz.
● Vor dem Versand:Wir, das Linbay-Team, messen und notieren die Führungsbreite im Benutzerhandbuch zur Kundenkalibrierung nach Erhalt.
● Die Führungsbreite kann über die Handkurbelrolle feinjustiert werden.
Rollenformmaschine
● Mehrere Abmessungen verfügbar: Diese Produktionslinie kann die Formpunkte an den Walzen manuell anpassen, um Bolzen in drei verschiedenen Größen herzustellen. Wir bieten Handbücher, Inbetriebnahmevideos, Videoanrufe und Anleitungen vor Ort durch Ingenieure, damit die Mitarbeiter unserer Kunden den Walzenwechsel erlernen können.
Klicken Sie auf das Bild unten, um zu sehen, wie Sie den Rollenabstand ändern:

● Asymmetrisches Profil:Im Gegensatz zu herkömmlichen Bolzenprofilen weist dieses Montante construcción en seco-Profil zwei asymmetrische hohe Kanten auf, was eine präzisere Konstruktion der Rollen der Formmaschine erfordert.
● Wirtschaftliche und passende Konfiguration:Verfügt über eine Wandpaneelstruktur und ein Kettenantriebssystem, was durchaus geeignet ist, wenn die Stahlspule 0,4-0,8 mm dick ist.
● Prägewalzen:Die Stahlspule wird durch eine Reihe von Prägewalzen geführt, die Punktmuster auf die Profiloberfläche aufdrücken, um die Reibung zu erhöhen und die Zementhaftung zu verbessern.
● Kettenschutz:Die Ketten sind durch eine Metallbox abgedeckt, die die Sicherheit der Arbeiter gewährleistet und die Ketten vor Schäden durch in der Luft schwebende Partikel schützt.
● Rollen:Verchromt und wärmebehandelt für Rost- und Korrosionsbeständigkeit, was ihre Lebensdauer verlängert.
● Hauptmotor:Standard 380 V, 50 Hz, 3-phasig, individuelle Anpassung möglich.
Fliegendes hydraulisches Stanzen & Fliegendes hydraulisches Schneiden

● Höhere Effizienz:Die Stanz- und Schneidemaschinen teilen sich eine Basis und bewegen sich daher mit der gleichen Geschwindigkeit wie die Formmaschine. Dadurch bleiben die Stanz- und Schneidebereiche relativ stationär, was einen kontinuierlichen Betrieb der Formmaschine ermöglicht und letztendlich die Gesamtproduktionseffizienz verbessert.
● Zwei-Stationen-Design:Das Stanzen und Schneiden erfolgt in zwei getrennten Hydraulikstationen, was eine größere Flexibilität bietet. Stanzformen können nach Kundenzeichnungen individuell angepasst werden.
● Hohe Schnittlängengenauigkeit:Die Toleranz liegt bei ±1 mm. Ein Encoder misst die Vorschublänge der Stahlspule, wandelt sie in elektrische Signale um und überträgt diese Daten an den SPS-Schaltschrank. Die Mitarbeiter können Schnittlänge, Produktionsmenge und Geschwindigkeit auf dem SPS-Bildschirm einstellen.
Optionale kostengünstige Lösung: Stop-Stanzen und Stop-Schneiden
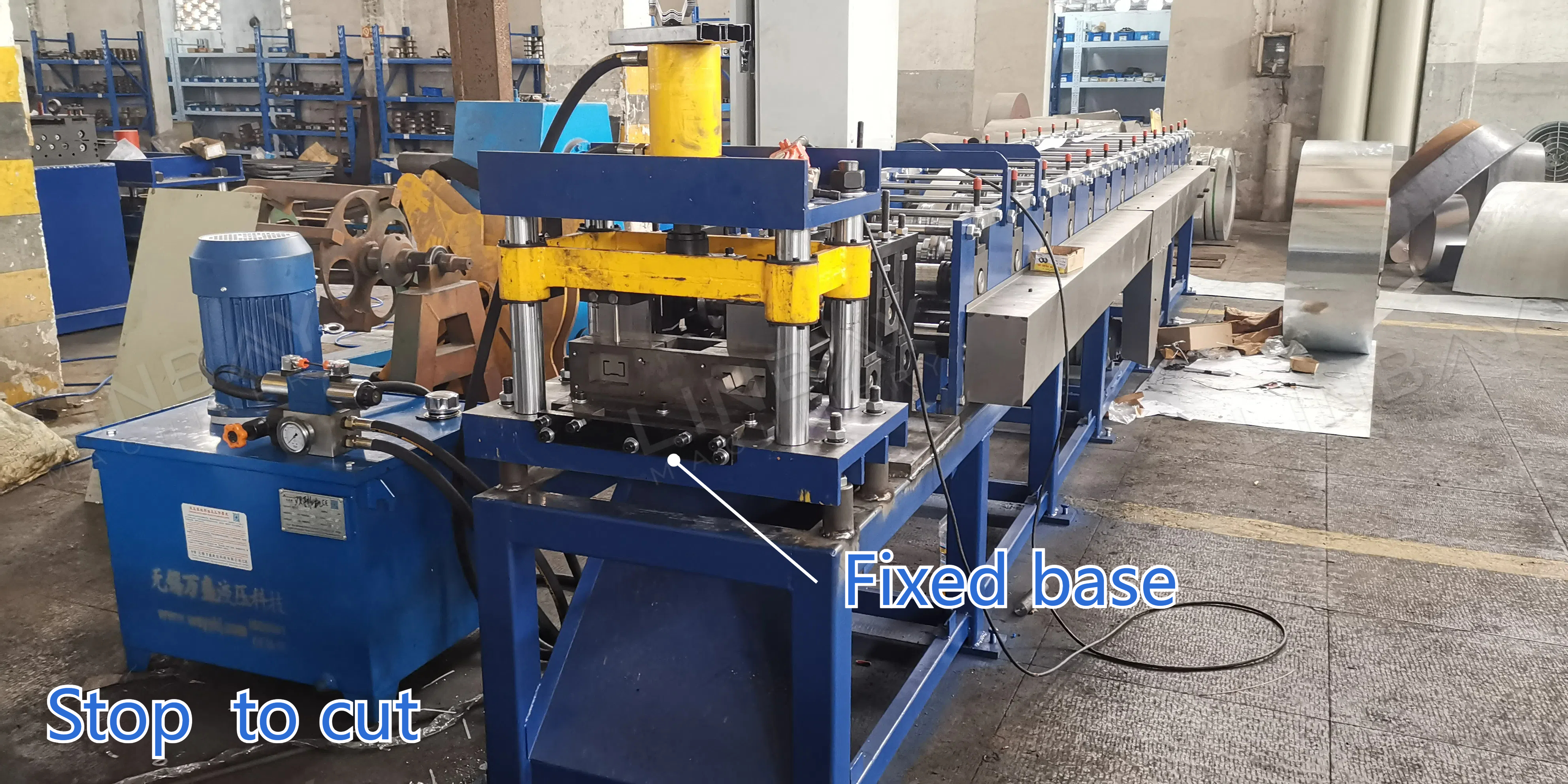
Fürgeringere Produktionsanforderungen und begrenzte Budgets, können Stop-Stanz- und Stop-Schneid-Konfigurationen verwendet werden. Während des Stanzens und Schneidens muss die Umformmaschine anhalten, um diese Prozesse durchzuführen. Dies führt zwar zu einer geringeren Effizienz, die Qualität des Stanzens und Schneidens bleibt jedoch hoch.
1. Abwickelhaspel

2. Fütterung

3.Stanzen

4. Rollformständer

5. Antriebssystem

6. Schneidsystem

Sonstige

Out-Tabelle






