









වීඩියෝ
පර්ෆිල්
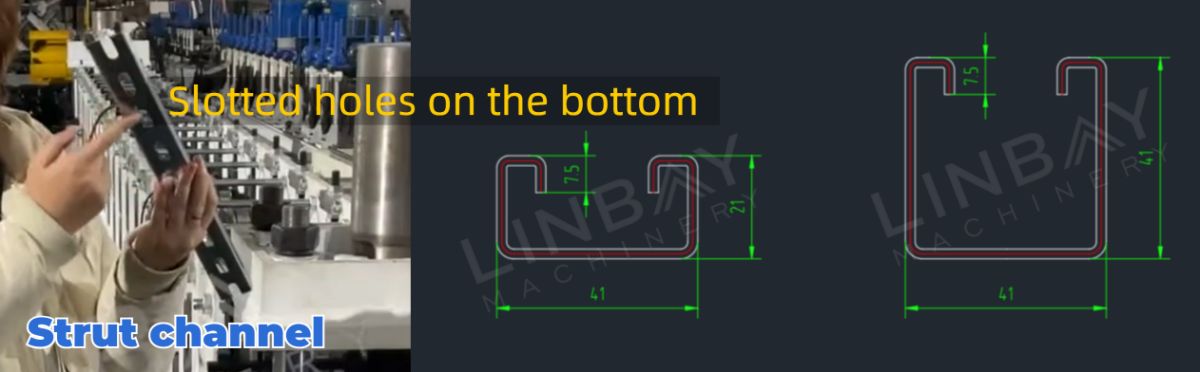
Strut නාලිකාව ගොඩනැගිලි ඉදිකිරීමේදී සැහැල්ලු ව්යුහාත්මක බරට ආධාරක සහ සම්බන්ධ කිරීම සඳහා අත්යවශ්ය අංගයක් ලෙස සේවය කරයි.ස්ට්රැට් නාලිකා සඳහා සම්මත මානයන් බොහෝ විට ඇතුළත් වේ41*21 මි.මීසහ41*41 මි.මී.වැනි ද්රව්ය වලින් මෙම නාලිකා සාමාන්යයෙන් සකස් කර ඇතඋණුසුම්-රෝල් කරන ලද වානේ, සීතල-රෝල් කරන ලද වානේ හෝ ගැල්වනයිස් කරන ලද වානේ, සාමාන්යයෙන් දක්වා ඝනකමකින් සමන්විත වේ1.5 සිට 2 මි.මී.
සැබෑ නඩුව-ප්රධාන තාක්ෂණික පරාමිතීන්
ගැලීම් සටහන
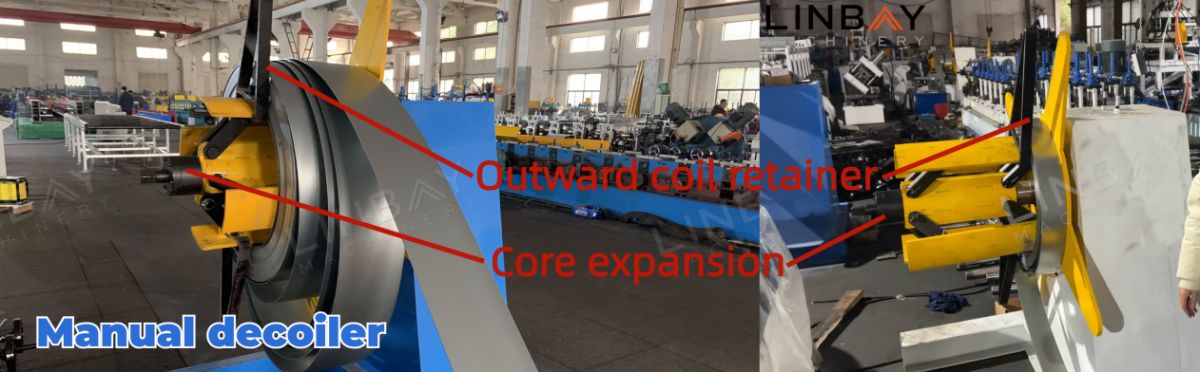
අත්පොත විසංයෝජනය තිරිංග උපාංගයකින් සමන්විත වන අතර, φ490-510 mm අතර හරය ප්රසාරණය කිරීමට ඉඩ සලසයි,සුමට uncoiling සහතික කිරීම.එපමනක් නොව, පිටත දඟර රඳවනයක් දඟර ලිස්සා යාම වළක්වයි, පිරිවැය-ඵලදායීතාවය සහ ආරක්ෂාව වැඩි කරයි.හයිඩ්රොලික් ඩිකොයිලර් සම්බන්ධයෙන් ගත් කල, මුද්රණ හස්තයක් වානේ දඟරය සුරක්ෂිත කරයි, දඟර වසන්තය ඉහළ යාමේ අවදානම සහ සේවකයාට සිදුවිය හැකි තුවාල අවම කරයි.වැඩි නිෂ්පාදන ඉල්ලීම් සපුරාලීම සඳහා, අපි හයිඩ්රොලික් මධ්යස්ථානයකින් බල ගැන්වෙන විකල්ප හයිඩ්රොලික් ඩෙකොයිලර් සපයන්නෙමු.
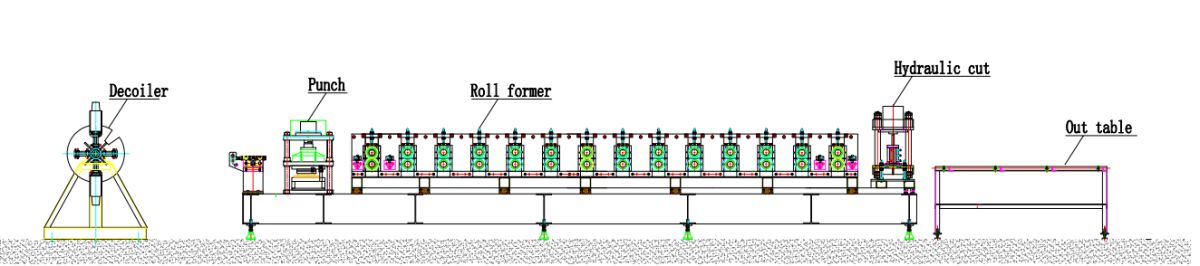
මැනුවල් ඩිකොයිලර් - මාර්ගෝපදේශනය - හයිඩ්රොලික් පන්ච් - රෝල් සාදන යන්ත්රය - හයිඩ්රොලික් කට් - අවුට් වගුව
ප්රධාන තාක්ෂණික පරාමිතීන්
1.රේඛා වේගය: 0-12m/min පන්ච් කිරීමකින් තොරව, 3m/min සිදුරු සහිතව.
2.ද්රව්ය ඝණකම: මෙම නඩුවේ 2mm.
3.සුදුසු ද්රව්ය: උණුසුම් රෝල් කරන ලද වානේ, සීතල රෝල් කරන ලද වානේ, ගැල්වනයිස් කරන ලද වානේ.
4. රෝල් සාදන යන්ත්රය: බිත්ති පැනල් ව්යුහය සහ දාම ධාවන පද්ධතිය.
5.අංකපිහිටුවීමේ ස්ථානය: 20
6.Punching පද්ධතිය: හයිඩ්රොලික්, පෙරළීම පෙර නැවතුම් සිදුරු විට.
7. කැපුම් පද්ධතිය: හයිඩ්රොලික්, කපන විට පෙර නැවතුම් පෙරළන්න.
8.ප්රමාණය වෙනස් කිරීම: අතින් පැය 2-3.
9.PLC කැබිනට්: Siemens පද්ධතිය.
සැබෑ නඩුව - විස්තරය
Manual Decoiler
මඟ පෙන්වයි
වානේ දඟරය සහ යන්ත්රය අතර පෙළගැස්ම පවත්වා ගැනීම, ස්ට්රට් නාලිකාව විකෘති වීම වැළැක්වීම සඳහා මාර්ගෝපදේශ රෝලර් තීරණාත්මක කාර්යභාරයක් ඉටු කරයි.

මාර්ගෝපදේශ රෝලර් සෑදීමේ ක්රියාවලියේදී තීරණාත්මක කාර්යභාරයක් ඉටු කරයි, තීරු වානේ නැවත විරූපණය වීම වළක්වයි.නිෂ්පාදනයේ ගුණාත්මක භාවය සඳහා නල කදම්භයේ සෘජු බව අත්යවශ්ය වන අතර එය සම්පූර්ණ ස්ථාපන රාමුවේ ආධාරක ක්රියාකාරිත්වයට බලපායි.මාර්ගෝපදේශක රෝලර් ඇතුල්වීමේ ස්ථානයේ පමණක් නොව, සම්පූර්ණ රෝල් සාදන යන්ත්රය දිගේ උපායමාර්ගිකව ස්ථාපනය කර ඇත.නැව්ගත කිරීමට පෙර, අපි එක් එක් මාර්ගෝපදේශක රෝලර් සිට යන්ත්රයේ කෙළවර දක්වා ඇති දුර මැනීම සහ අත්පොතෙහි මෙම මිනුම් ලේඛනගත කරමු.ප්රවාහනයේදී හෝ නිෂ්පාදන ක්රියාවලියේදී සුළු විස්ථාපනයක් ඇති වුවහොත්, රෝලර් නිවැරදිව නැවත ස්ථානගත කිරීමට කම්කරුවන්ට මෙම වාර්තාගත දත්ත භාවිතා කළ හැකිය.
හයිඩ්රොලික් පන්ච්

හයිඩ්රොලික් ස්ටේෂන් එකකින් බල ගැන්වෙන හයිඩ්රොලික් පන්ච්, රෝල් සාදන යන්ත්රය ඉදිරිපිට පිහිටා ඇති අතර, සිදුරු කිරීමේදී රෝල් සෑදීමේ ක්රියාවලියේ විරාමයක් අවශ්ය වේ.හයිඩ්රොලික් පන්ච් යන්ත්රය මිලිමීටර් 400 ක පන්ච් පියවරකින් වින්යාස කර ඇත.නිෂ්පාදන වේගය වැඩි කිරීම සඳහා, සපයන ලද පන්ච් ඇඳීම් වලට ගැලපෙන ස්වාධීන හයිඩ්රොලික් පන්ච් විසඳුමක් අපි යෝජනා කරමු.
රෝල් සෑදීමේ යන්ත්රය
රෝල් සාදන යන්ත්රය බිත්ති පුවරු ව්යුහයක් සහ දාම-ධාවක පද්ධතියකින් සමන්විත වන අතර, ප්රතිස්ථාපන කාලය සමඟ අතින් ප්රමාණයේ වෙනස්කම් සඳහා ලාභදායී විසඳුමක් සපයයි.පැය 2-3.
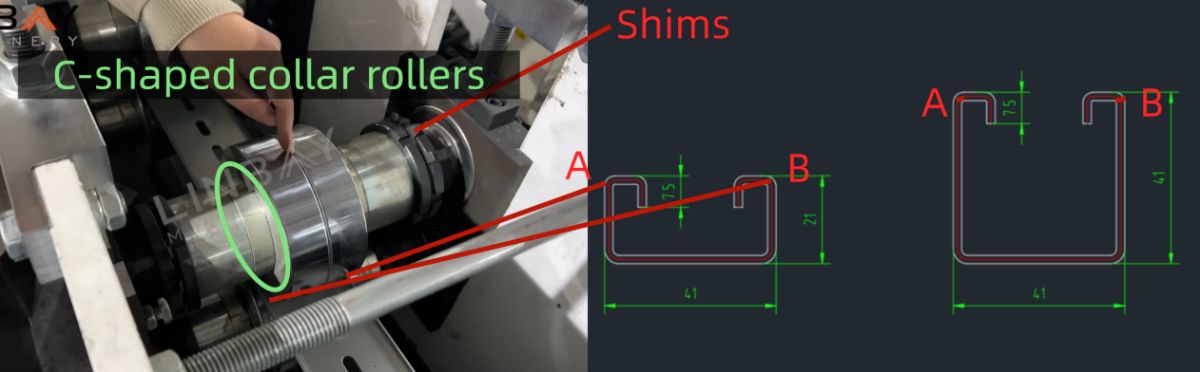
ප්රමාණ වෙනස් කිරීම සඳහා සාදන ලක්ෂ්ය සකස් කිරීම ඉතා වැදගත් වේ.රෝලර්වල කෙළවරේ ඇති ෂිම් ලිහිල් කිරීම සහ ප්රතිස්ථාපනය කිරීම හෝ එකතු කිරීමC හැඩැති කරපටි රෝලර් (අත්)සුදුසු ස්ථානයේ නව පැතිකඩ ප්රමාණය සඳහා සාදන ලක්ෂ්යය මාරු කරයි.අතිරේකව, අපි සපයන්නෙමුස්වයංක්රීය ප්රමාණය වෙනස් කිරීම විසඳුමක්ආදේශන කාලය සමඟආසන්න වශයෙන් විනාඩි 10 යි.
වීඩියෝ සබැඳිය -【ස්ථාපන】රෝල් සාදන යන්ත්රය සඳහා ලින්බේ අත් වෙනස් කරන්න

හයිඩ්රොලික් කැපීම

හයිඩ්රොලික් ස්ටේෂන් එකකින් ක්රියාත්මක වන හයිඩ්රොලික් කැපුම් යන්ත්රය මිලිමීටර් 2 ක ඝන වානේ දඟර කැපීමේ ප්රවීණයෙකි.එහි කැපුම් තල පැතිකඩ හැඩයට ගැලපෙන පරිදි සකස් කර ඇති අතර, කැපීමකින් මිමි 8 ක පමණ අපද්රව්ය නිපදවන අතරම පාහේ බර්-රහිත කැපුම් මතුපිටක් පවත්වා ගනී.
කේතකය සහ පීඑල්සී
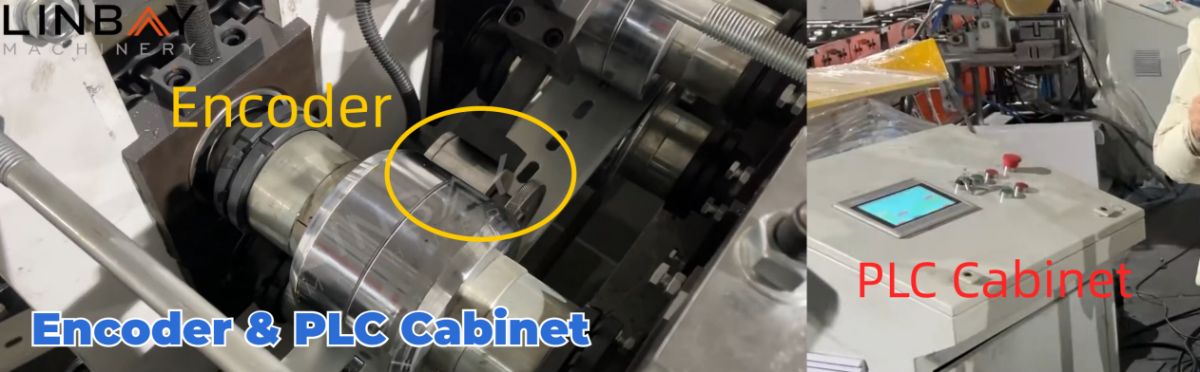
රෝල් සෑදීමේ යන්ත්රය ජපන් සන්නාමය වන Koyo කේතකයක් ඇතුළත් කරයි, එය සංවේදී දඟර දිග PLC පාලන කැබිනට්ට සම්ප්රේෂණය වන විද්යුත් සංඥා බවට පරිවර්තනය කරයි.මෙම නිවැරදි පද්ධතිය කැපුම් දෝෂ තබා ගැනීම සහතික කරයි± 1mm පරාසයක් තුළ, වැරදි කප්පාදුවලින් නාස්තිය අවම කරන අතරම උසස් තත්ත්වයේ නිෂ්පාදන නිෂ්පාදනය සහතික කිරීම.PLC තිරය හරහා ක්රියාකරුවන්ට නිෂ්පාදන වේගය, නිෂ්පාදන මානයන්, කැපුම් දිග සහ තවත් බොහෝ දේ පහසුවෙන් පාලනය කළ හැක.අතිරේකව, PLC පාලන කැබිනට් විශේෂාංගමතක ගබඩාවබහුලව භාවිතා වන පරාමිතීන් සඳහා සහ අධි බර, කෙටි පරිපථය සහ අදියර අලාභය වැනි ආරක්ෂණ කාර්යයන් සපයයි.
PLC තිරයේ ඇති භාෂාව පාරිභෝගික මනාප මත පදනම්ව අභිරුචිකරණය කළ හැක.
හයිඩ්රොලික් ස්ථානය

අපගේ හයිඩ්රොලික් මධ්යස්ථානය තාපය කාර්යක්ෂමව විසුරුවා හැරීම සඳහා සිසිලන විදුලි පංකා වලින් සමන්විත වේ, අඩු අසාර්ථක අනුපාතයකින් දිගු හා විශ්වාසදායක ක්රියාකාරිත්වය සහතික කිරීම, උණුසුම් වැඩ කරන පරිසරයකට අනුවර්තනය වීම.
වගකීම් සහතිකය
නැව්ගත කරන දිනයේදී, වත්මන් දිනය ලෝහ නාම පුවරුවේ කැටයම් කර ඇති අතර, සම්පූර්ණ නිෂ්පාදන රේඛාව සඳහා වසර දෙකක වගකීමක් සහ රෝලර් සහ පතුවළ සඳහා වසර පහක වගකීමක් ආරම්භ කිරීම සනිටුහන් කරයි.
1. ඩිකොයිලර්

2. පෝෂණය

3.පහන් කිරීම

4. රෝල් සෑදීමේ ස්ථාවරය

5. රියදුරු පද්ධතිය

6. කැපුම් පද්ධතිය

අන් අය

පිටත මේසය





