VIDEO
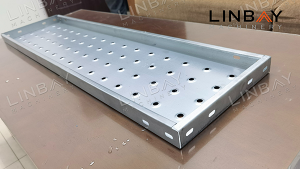
Profil
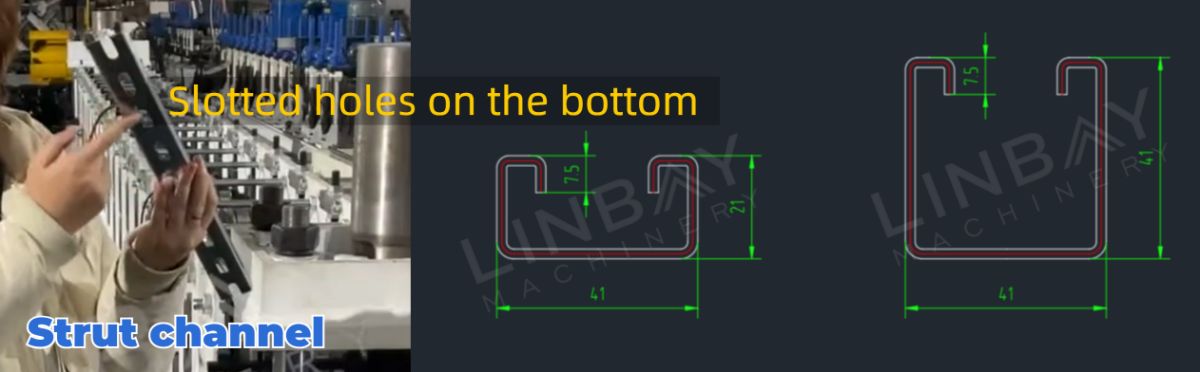
Profilul de sprijin servește drept componentă vitală pentru susținerea și conectarea încărcăturilor structurale ușoare în construcția clădirilor. Dimensiunile standard pentru profilele de sprijin includ adesea41*21mmşi41*41mmAceste canale sunt de obicei realizate din materiale precumoțel laminat la cald, oțel laminat la rece sau oțel galvanizat, având o grosime care variază de obicei de la1,5 mm până la 2 mm.
Caz real - Parametri tehnici principali
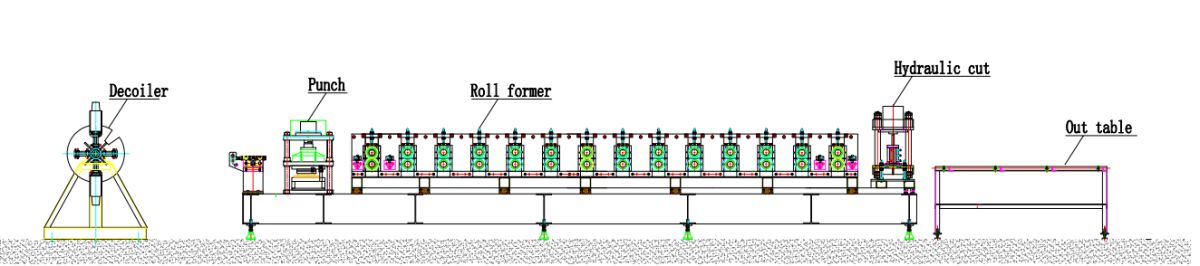
Diagramă de flux
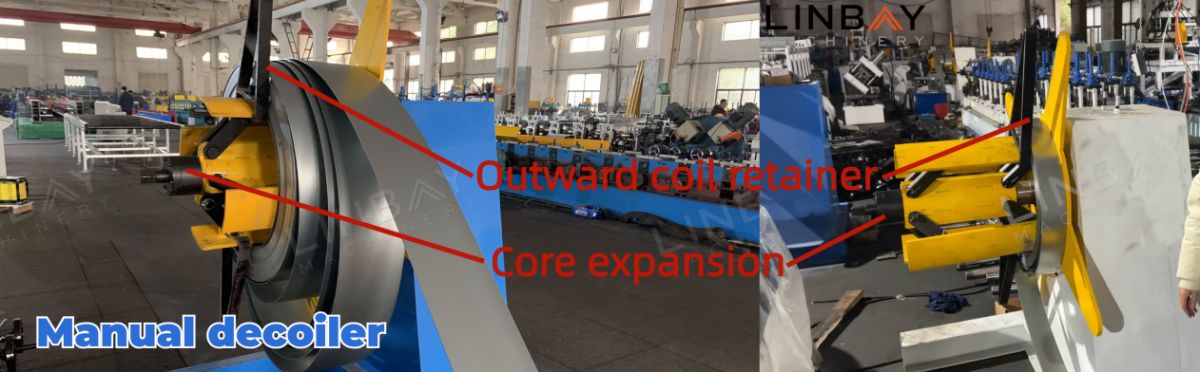
Derulatorul manual este echipat cu un dispozitiv de frânare, care permite reglarea expansiunii miezului între φ490-510 mm,asigurând o desfășurare linăMai mult, un dispozitiv de fixare a bobinei în exterior previne alunecarea acesteia, sporind rentabilitatea și siguranța. În cazul derulatorului hidraulic, un braț de presare fixează bobina de oțel, reducând riscul de ridicare a bobinei și de accidentare a lucrătorilor. Pentru a satisface cerințele crescute de producție, oferim opțional un derulator hidraulic alimentat de o stație hidraulică.
Derulator manual -- Ghidaj -- Poanson hidraulic -- Mașină de profilat -- Decupare hidraulică -- Masă de decupare
Parametri tehnici principali
1. Viteza liniei: 0-12 m/min fără perforare, 3 m/min cu perforare.
2. Grosimea materialului: 2 mm în acest caz.
3. Material adecvat: oțel laminat la cald, oțel laminat la rece, oțel galvanizat.
4. Mașină de profilat: Structură de panou de perete și sistem de acționare cu lanț.
5. Nr. de stații de formare: 20
6. Sistem de perforare: Hidraulic, formatorul de role se oprește la perforare.
7. Sistem de tăiere: Hidraulic, cilindrul se oprește la tăiere.
8. Schimbarea dimensiunii: 2-3 ore manual.
9. Dulap PLC: sistem Siemens.
Descrierea cazului real
Decoiler manual
Ghidare
Rolele de ghidare joacă un rol crucial în menținerea alinierii dintre bobina de oțel și mașină, prevenind deformarea canalului lonjeroanei.

Rolele de ghidare joacă un rol crucial în procesul de formare, prevenind deformarea prin revenire a benzii de oțel. Rectangularitatea grinzii tubulare este esențială pentru calitatea produsului, influențând performanța de susținere a întregului cadru de instalare. Rolele de ghidare sunt instalate strategic de-a lungul întregii mașini de profilat, nu doar la intrare. Înainte de expediere, măsurăm distanța de la fiecare rolă de ghidare până la marginea mașinii și documentăm aceste măsurători în manual. În cazul unor deplasări ușoare în timpul transportului sau al procesului de producție, lucrătorii pot utiliza aceste date înregistrate pentru a repoziționa rolele cu precizie.
Pompon hidraulic

Poansonul hidraulic, acționat de o stație hidraulică, este amplasat în fața mașinii de profilat, necesitând o pauză în procesul de profilare în timpul ștanțării. Mașina de perforat hidraulică este configurată cu un pas de perforare de 400 mm. Pentru o viteză de producție crescută, sugerăm o soluție independentă de perforare hidraulică, adaptată la desenele de perforare furnizate.
Mașină de formare a rolelor
Mașina de profilat are o structură cu panouri de perete și un sistem de acționare cu lanț, oferind o soluție rentabilă pentru schimbările manuale de dimensiuni, cu un timp de înlocuire de aproximativ2-3 ore.
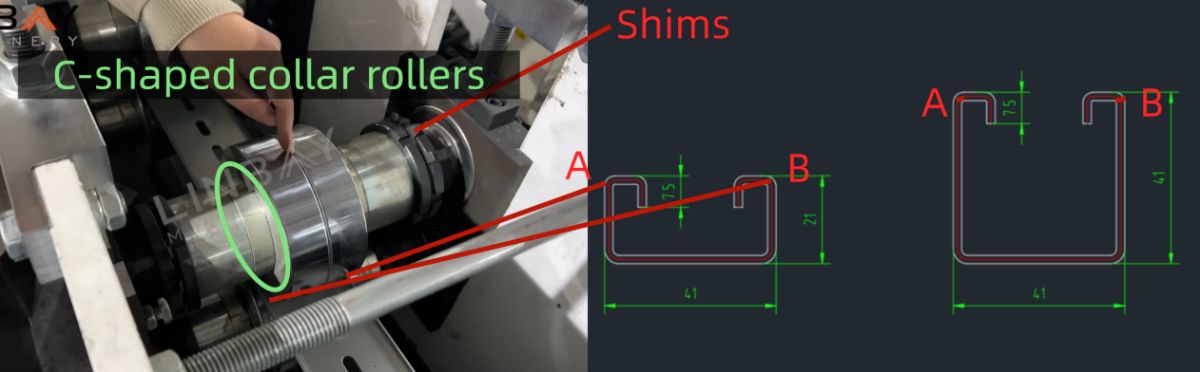
Reglarea punctelor de formare este crucială pentru schimbarea dimensiunilor. Slăbirea șaibelor de la capetele rolelor și înlocuirea sau adăugarea deRole (manșoane) cu guler în formă de Cîn poziția corespunzătoare deplasează punctul de formare pentru noua dimensiune a profilului. În plus, oferim oschimbare automată a dimensiunii soluţiecu un timp de înlocuire deaproximativ 10 minute.
Legătură video către -【Instalare】Manșoane de schimbare Linbay pentru mașina de profilat cu role

Tăiere hidraulică

Mașina de tăiat hidraulic, acționată de o stație hidraulică, este competentă în tăierea rulourilor de oțel cu grosimea de 2 mm. Lamele sale de tăiere sunt adaptate la forma profilului, producând aproximativ 8 mm de material rezidual per tăietură, menținând în același timp o suprafață de tăiere aproape fără bavuri.
Encoder și PLC
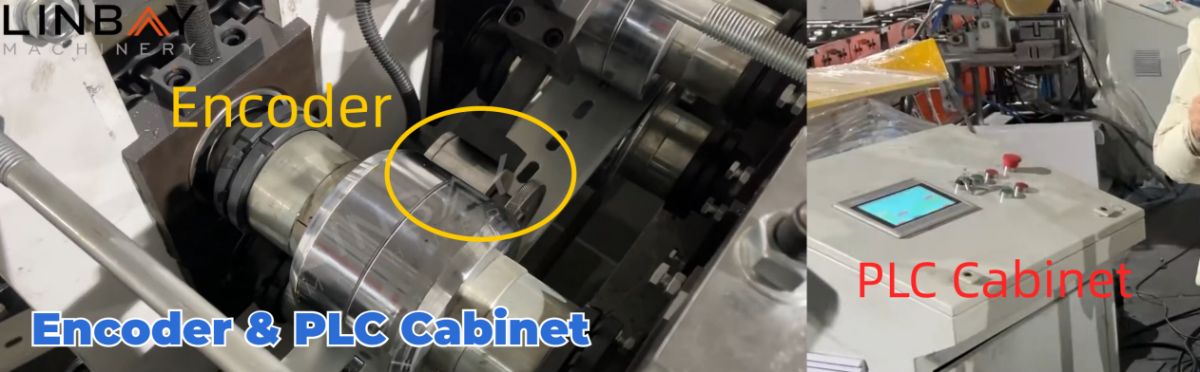
Mașina de profilat încorporează un encoder Koyo, marca japoneză, care transformă lungimile detectate ale bobinei în semnale electrice transmise către tabloul de control PLC. Acest sistem precis asigură eliminarea erorilor de tăiere.într-un interval de ±1 mm, asigurând producția de produse de înaltă calitate, reducând în același timp la minimum risipa cauzată de tăieturile incorecte. Operatorii pot controla convenabil viteza de producție, dimensiunile de producție, lungimea de tăiere și multe altele prin intermediul ecranului PLC. În plus, dulapul de control PLC are caracteristicistocare de memoriepentru parametrii utilizați în mod obișnuit și oferă funcții de protecție precum supraîncărcarea, scurtcircuitul și pierderea de fază.
Limba de pe ecranul PLC-ului poate fi personalizată în funcție de preferințele clientului.
Stație hidraulică

Stația noastră hidraulică este echipată cu ventilatoare electrice de răcire pentru a disipa eficient căldura, asigurând o funcționare prelungită și fiabilă, cu o rată scăzută de defecțiuni, adaptându-se la un mediu de lucru cu temperaturi ridicate.
Garanție
În ziua expedierii, data curentă va fi gravată pe plăcuța metalică de identificare, marcând începutul unei garanții de doi ani pentru întreaga linie de producție și a unei garanții de cinci ani pentru role și arbori.
1. Derulator

2. Hrănire

3. Lovitură de pumn

4. Standuri de profilare cu role

5. Sistem de conducere

6. Sistem de tăiere

Alţii

Masă în afara terenului