VIDEO
Perfilo
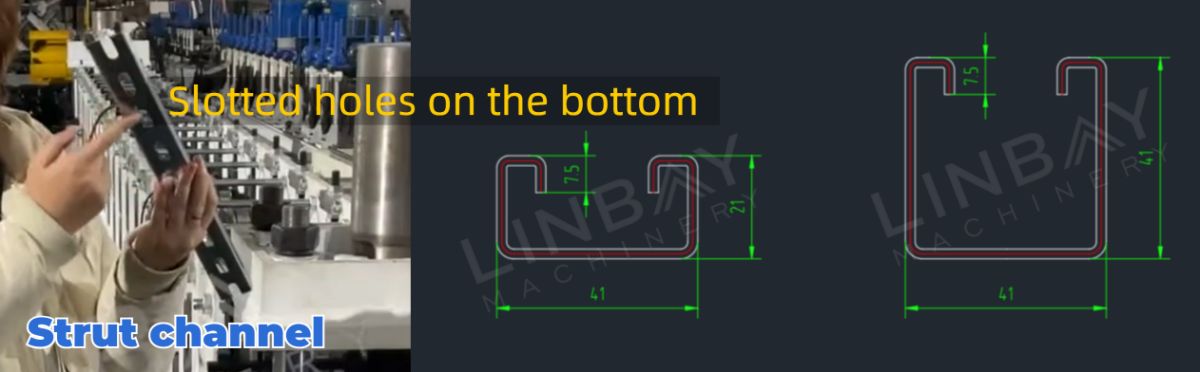
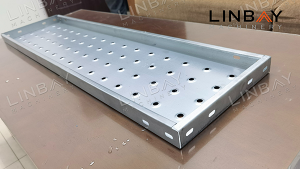
Apogila kanalo servas kiel esenca komponanto por subteni kaj konekti malpezajn strukturajn ŝarĝojn en konstruado. Normaj dimensioj por apoggilaj kanaloj ofte inkluzivas41*21mmkaj41*41mmTiuj ĉi kanaloj estas kutime faritaj el materialoj kiel ekzemplevarmrulita ŝtalo, malvarme rulita ŝtalo, aŭ galvanizita ŝtalo, havante dikecon tipe variantan de1,5mm ĝis 2mm.
Reala kazo - Ĉefaj Teknikaj Parametroj
Fludiagramo
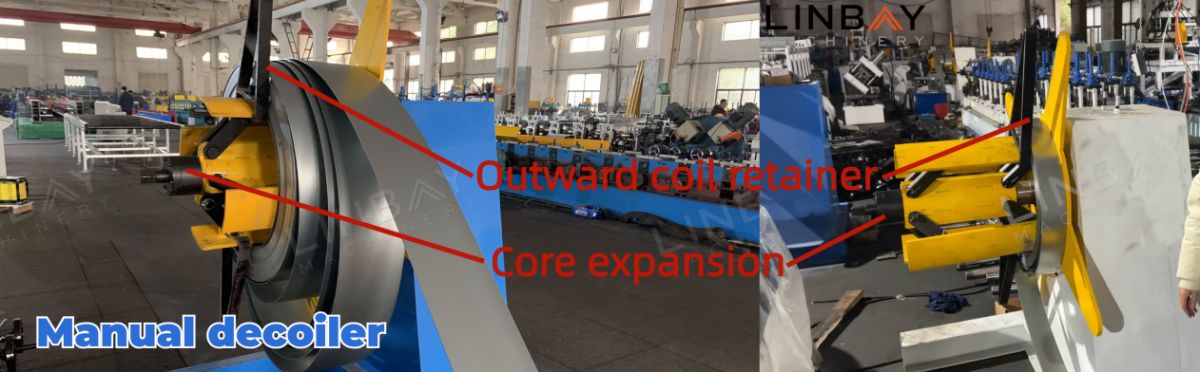
La mana malvolvilo estas ekipita per bremsoaparato, kiu ebligas alĝustigon de kerna vastiĝo inter φ490-510 mm,certigante glatan malvolvadonKrome, eksteren direktita volvaĵa retenilo malhelpas volvaĵan glitadon, pliigante kostefikecon kaj sekurecon. En la kazo de la hidraŭlika malvolvilo, premilo fiksas la ŝtalan volvaĵon, malpliigante la riskon de volvaĵa risorto kaj eblaj laboristaj vundoj. Por plenumi pliigitajn produktadajn postulojn, ni provizas laŭvolan hidraŭlikan malvolvilon funkciigitan per hidraŭlika stacio.
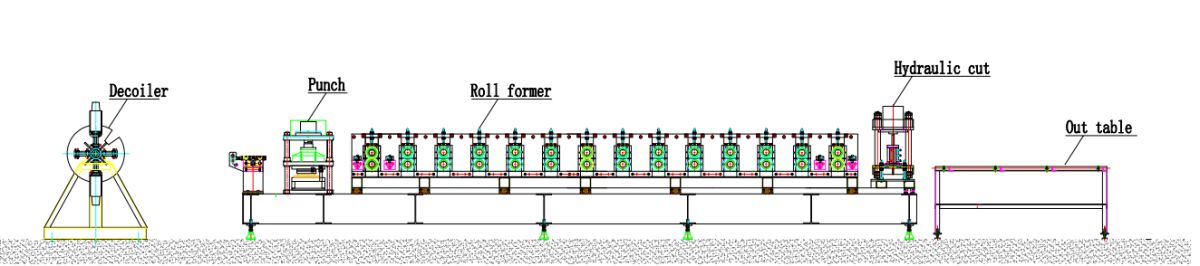
Mana malvolvilo -- Gvidado -- Hidraŭlika stampilo -- Rulforma maŝino -- Hidraŭlika eltondaĵo -- Eltablo
Ĉefaj Teknikaj Parametroj
1. Linia rapido: 0-12m/min sen truado, 3m/min kun truado.
2. Materiala dikeco: 2mm en ĉi tiu kazo.
3. Taŭga materialo: Varme rulita ŝtalo, malvarme rulita ŝtalo, galvanizita ŝtalo.
4.Rulforma maŝino: Mur-panela strukturo kaj ĉena vetursistemo.
5. Nombro de formadstacioj: 20
6. Trusistemo: Hidraŭlika, la rulpremilo haltas dum truado.
7. Tranĉsistemo: Hidraŭlika, la rulpremilo haltas dum tranĉado.
8. Ŝanĝi grandecon: 2-3 horoj permane.
9.PLC-ŝranko: Siemens-sistemo.
Reala kazo - Priskribo
Mana Malvolvilo
Gvidado
Gvidrulpremiloj ludas decidan rolon en konservado de la vicigo inter la ŝtala volvaĵo kaj la maŝino, malhelpante misformiĝon de la apogtraba kanalo.

Gvidrulpremiloj ludas gravan rolon en la formadprocezo, malhelpante resaltan deformadon de la ŝtalbendo. La rekteco de la tubtrabo estas esenca por la produktokvalito, influante la subtenan rendimenton de la tuta instalaĵa kadro. Gvidrulpremiloj estas strategie instalitaj laŭlonge de la tuta rulformmaŝino, ne nur ĉe la enirejo. Antaŭ sendo, ni mezuras la distancon de ĉiu gvidrulpremilo ĝis la rando de la maŝino kaj dokumentas ĉi tiujn mezuradojn en la manlibro. En kazo de malgrandaj delokiĝoj dum transportado aŭ la produktada procezo, laboristoj povas uzi ĉi tiujn registritajn datumojn por precize repoziciigi la rulpremilojn.
Hidraŭlika Punĉilo

La hidraŭlika truilo, funkciigata per hidraŭlika stacio, troviĝas antaŭ la rulforma maŝino, necesigante paŭzon en la rulforma procezo dum la truado. La hidraŭlika truilo estas agordita kun truopaŝo de 400 mm. Por pliigi produktorapidecon, ni sugestas sendependan hidraŭlikan truosolvon adaptitan al la provizitaj truodesegnaĵoj.
Rulformanta Maŝino
La rulforma maŝino havas murpanelan strukturon kaj ĉen-movigan sistemon, provizante kostefikan solvon por manaj grandecŝanĝoj kun anstataŭiga tempo de ĉirkaŭ2-3 horoj.
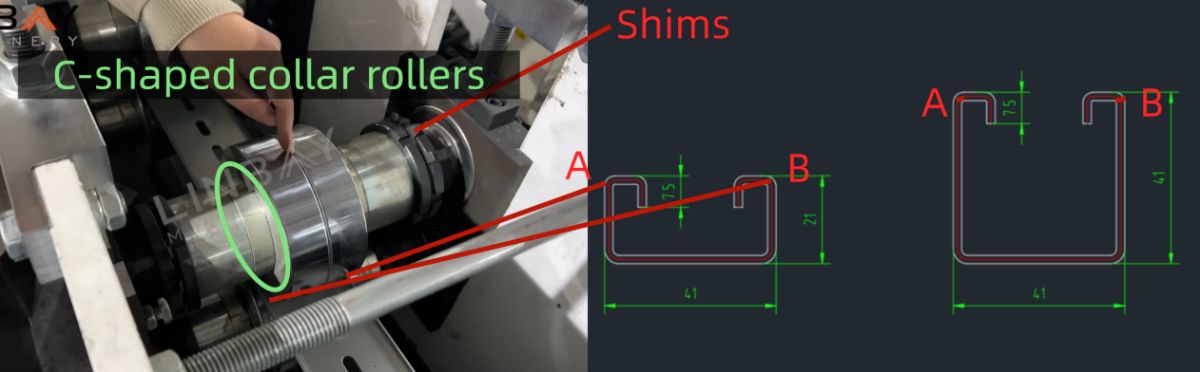
Alĝustigi la formadpunktojn estas esenca por ŝanĝi grandecojn. Malfiksi la kojnojn ĉe la finoj de la rulpremiloj kaj anstataŭigi aŭ aldoniC-formaj kolumrulpremiloj (manikoj)ĉe la taŭga pozicio ŝovas la forman punkton por la nova profilgrandeco. Plie, ni provizasaŭtomata ŝanĝo de grandeco solvokun anstataŭiga tempo deproksimume 10 minutojn.
Videoligilo al -【Instalaĵo】Linbay Ŝanĝaj manikoj por rulforma maŝino

Hidraŭlika tranĉado

La hidraŭlika tranĉmaŝino, funkciigata per hidraŭlika stacio, estas kompetenta en tranĉado de 2mm dikaj ŝtalaj volvaĵoj. Ĝiaj tranĉklingoj estas adaptitaj al la profilformo, produktante ĉirkaŭ 8mm da rubmaterialo por ĉiu tranĉo, samtempe konservante preskaŭ senlapan tranĉsurfacon.
Kodigilo kaj PLC
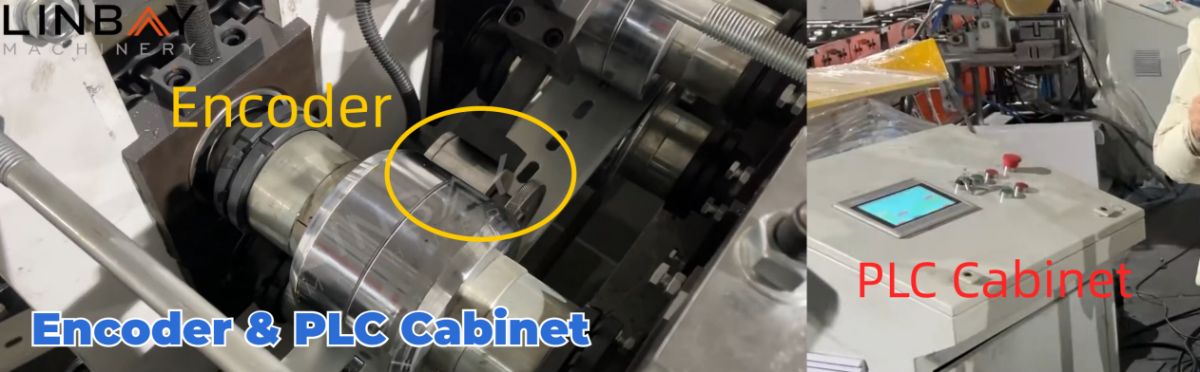
La rulforma maŝino enhavas japanan markon Koyo-kodigilon, kiu tradukas la sentitajn bobenlongojn en elektrajn signalojn senditajn al la PLC-regilo. Ĉi tiu preciza sistemo certigas, ke tranĉeraroj estas evitataj.ene de intervalo de ±1mm, certigante la produktadon de altkvalitaj produktoj samtempe minimumigante malŝparon pro malĝustaj tranĉoj. Funkciigistoj povas oportune kontroli la produktorapidecon, produktadajn dimensiojn, tranĉlongon kaj pli per la PLC-ekrano. Krome, la PLC-kontrolkabineto havas...memoro-stokadopor ofte uzataj parametroj kaj provizas protektajn funkciojn kiel troŝarĝo, kurta cirkvito kaj fazperdo.
La lingvo sur la PLC-ekrano povas esti adaptita laŭ la preferoj de la kliento.
Hidraŭlika Stacio

Nia hidraŭlika stacio estas ekipita per malvarmigaj elektraj ventoliloj por efike disipi varmon, certigante longedaŭran kaj fidindan funkciadon kun malalta paneofteco, adaptiĝante al varma labormedio.
Garantio
En la tago de sendo, la aktuala dato estos gravurita sur la metala nomplato, markante la komencon de dujara garantio por la tuta produktadlinio kaj kvinjara garantio por rulpremiloj kaj ŝaftoj.
1. Malvolvilo

2. Manĝigo

3. Trufrapado

4. Rulformaj standoj

5. Vetursistemo

6. Tranĉsistemo

Aliaj

Ekster la tablo