







ვიდეო
პროფილი

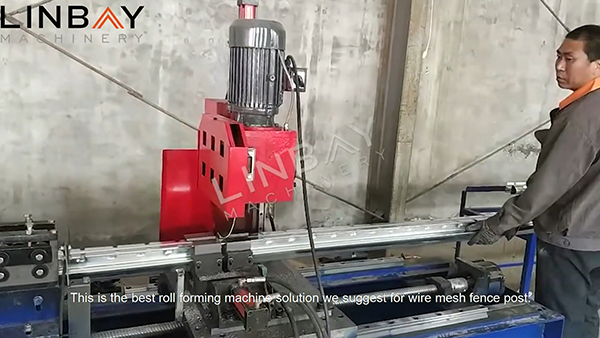
მავთულბადიანი ღობის ბოძი, რომელსაც ხშირად ატმის ბოძს უწოდებენ, სახელწოდებას იღებს ატმის ხის ფორმისგან. როგორც წესი, დაბალნახშირბადიანი ან ცხლად ნაგლინი ფოლადის ხვეულებისგან დამზადებული, ატმის ბოძი გამორჩეული ფორმის მისაღებად ცივ გლინვას გადის.
ფოლადის ხვეულის კიდეები გარეთაა მოხრილი U-ს ფორმის კაუჭის შესაქმნელად, რაც აუმჯობესებს სტაბილურობას მავთულის ბადის დამაგრებისას. ლითონის მავთულის ბადის დამონტაჟების გასაადვილებლად, ჭრილები სტრატეგიულად არის განლაგებული ატმის ფორმის ბოძის ორივე მხარეს, ხოლო ჭრილის ზომები მორგებულია ბადის ზომაზე.
სრული საწარმოო ხაზი მოიცავს ჭრილების დამზადებისა და ლილვაკების ფორმირების პროცესებს. ფორმირების ლილვაკები და სახვრეტები მორგებულია ზუსტი ფორმირებისა და ჭრილების ზუსტი განლაგების უზრუნველსაყოფად.
რეალური შემთხვევა - ძირითადი ტექნიკური პარამეტრები
ბლოკ-სქემა
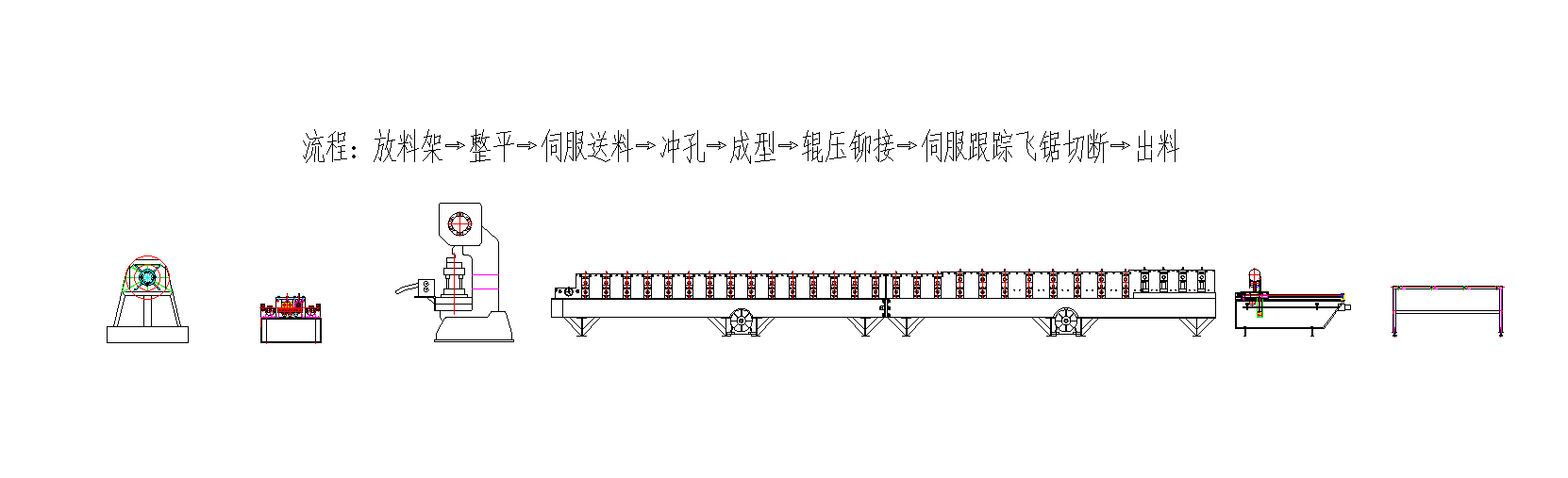
ჰიდრავლიკური დეკოილერი-გამასწორებელი-სერვო მიმწოდებელი-სახრახნისი-პილო-როლის ფორმირების მექანიზმი-მფრინავი ხერხის საჭრელი მაგიდა
ძირითადი ტექნიკური პარამეტრები:
1. ხაზის სიჩქარე: რეგულირებადი 0-დან 6 მ/წთ-მდე
2. პროფილები: ბადისებრი ღობის ერთი ზომის ბოძი
3. მასალის სისქე: 0.8-1.2 მმ (ამ გამოყენებისთვის)
4. შესაფერისი მასალები: ცხელი ნაგლინი ფოლადი, ცივი ნაგლინი ფოლადი
5. რულონური ფორმირების მანქანა: კედლის პანელის სტრუქტურა ჯაჭვური მამოძრავებელი სისტემით
6. ფორმირების სადგურების რაოდენობა: 26
7. მოქლონების სისტემა: ლილვაკის ტიპი; ლილვაკის ფორმირების სისტემა მოქლონების დროსაც ფუნქციონირებს
8. ჭრის სისტემა: ხერხით ჭრა; რულონის ფორმის ფორმირების სისტემა ჭრის დროსაც ფუნქციონირებს
9. PLC კაბინეტი: აღჭურვილია Siemens სისტემით
რეალური შემთხვევა - აღწერა
ჰიდრავლიკური დეკოილერი
დეკოილერი მრავალფუნქციურობას გთავაზობთ ხელით, ელექტრო და ჰიდრავლიკურ მუშაობაზე ორიენტირებით. ტიპის არჩევანი დამოკიდებულია კოჭას წონასა და სისქეზე, რათა უზრუნველყოფილი იყოს გლუვი და შეუფერხებელი გახსნა.
ეს ჰიდრავლიკური დეკოილერი გამოირჩევა 5 ტონა დატვირთვის ტევადობით და აღჭურვილია გარე კოჭის დამჭერი მექანიზმებით, რათა თავიდან აიცილოს სრიალი. ძრავა ამოძრავებს გაფართოების მოწყობილობას, რაც საშუალებას იძლევა გაფართოებისა და შეკუმშვისა, რათა მოერგო კოჭის სხვადასხვა შიდა დიამეტრი 460 მმ-დან 520 მმ-მდე.
გასწორება

გასწორებელი ეფექტურად ასწორებს ხვეულს, ხსნის შიდა წნევასა და დაძაბულობას, რითაც აძლიერებს ბურღვისა და ფორმირების პროცესებს.
სერვო მიმწოდებელი და პანჩ-პრესი
ჩვენი სერვო მიმწოდებელი, რომელიც ხასიათდება მინიმალური ჩართვისა და გამორთვის შეფერხებებით, უზრუნველყოფს მიმწოდებლის ზუსტ კონტროლს. ეს უზრუნველყოფს ხვეულის მიწოდების ზუსტ სიგრძეს და სახვრეტის პოზიციებს, რაც ზრდის წარმოების საერთო სიზუსტეს და ეფექტურობას.

დასრულებული მავთულბადიანი ღობის ბოძები აღჭურვილია მავთულბადის შეერთებებისთვის განკუთვნილი მრავალი ჭრილით.
როლიკების ფორმირების მანქანა
ეს რულონური ფორმირების მანქანა აგებულია კედლის პანელური სტრუქტურით და მუშაობს ჯაჭვური ამძრავის სისტემის გამოყენებით. ფორმირების პროცესის განმავლობაში, ხვეული ძალის ზემოქმედებით თანდათანობით დეფორმირდება და ინარჩუნებს მოცემულ ნახაზებზე ასახულ მითითებულ „ატმის ფორმას“.

ხანგრძლივი გამოყენებისას, ბოძების შეერთების ადგილას ხვეულის გამოყოფის თავიდან ასაცილებლად, მიიღება სიფრთხილის ზომები. როლიკებით ფორმირების შემდეგ, მოქლონები აწვებიან ხვეულის გადაფარვას, რაც ქმნის მოქლონის ანაბეჭდებს, რაც ზრდის ბოძის სტაბილურობას და ზრდის მისი მომსახურების ვადას.
გარდა ამისა, მოქლონების ლილვაკების წრიული დიზაინის გამო, ლილვაკის ფორმირების მოწყობილობას შეუძლია შეუფერხებლად გააგრძელოს მუშაობა მოქლონების დროს ხვეულის წინსვლისას, რაც გამორიცხავს მოქლონების მოწყობილობისთვის კიდევ ერთი მოძრავი ბაზის დაყენების საჭიროებას.
მფრინავი ხერხის ჭრა
ატმის ფორმის ბოძის დახურული ფორმის გამო, ხერხით ჭრა ყველაზე შესაფერის მეთოდად გვევლინება, რაც ხელს უშლის ჭრის კიდეებზე ხვეულის დეფორმაციას. გარდა ამისა, ჭრის პროცესი არ წარმოქმნის ნარჩენებს. წარმოების ხაზის სიმძლავრის ოპტიმიზაციისთვის, საჭრელი მანქანის ძირის რეგულირება შესაძლებელია წინ და უკან, რათა სინქრონიზებული იყოს რულონური ფორმირების მანქანის სიჩქარესთან, რაც უზრუნველყოფს შეუფერხებელ მუშაობას.
1. დეკოლერი

2. კვება

3. დარტყმა

4. რულონის ფორმირების სადგამები

5. მართვის სისტემა

6. ჭრის სისტემა

სხვები

გარეთ მაგიდა






