







video
Profil

Nettinggjerdestolpen, ofte omtalt som en ferskenstolpe, får navnet sitt fra den ytre formen som ligner på en fersken. Ferskenstolpen er vanligvis laget av lavkarbon- eller varmvalsede stålspiraler, og gjennomgår kaldvalsing for å oppnå sin særegne form.
Kantene på stålspolen er bøyd utover for å danne en U-formet krok, noe som forbedrer stabiliteten ved festing av nettingen. Det er strategisk plassert hakkspor på begge sider av ferskenstolpen for å forenkle installasjonen av metallnettingen, med spordimensjoner tilpasset for å passe til maskestørrelsen.
Den komplette produksjonslinjen omfatter hakkstansing og valseformingsprosesser. Formingsvalsene og stansedysene er skreddersydd for å sikre nøyaktig forming og presis hakkplassering.
Virkelig tilfelle - Hovedtekniske parametere
Flytskjema
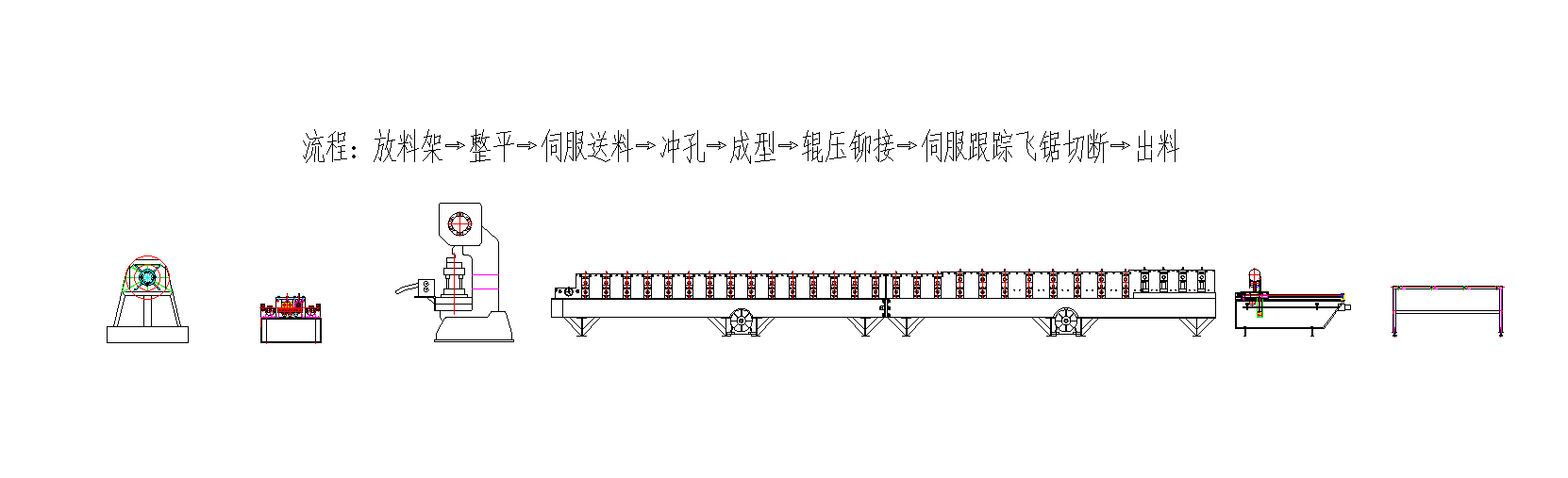
Hydraulisk avhaspeler-Nivellerer-Servomater-Stansepresse-Grop-Valsformer-Flygende sag-Utklippingsbord
Hovedtekniske parametere:
1. Linjehastighet: Justerbar fra 0 til 6 m/min
2. Profiler: Enkel størrelse på nettinggjerdestolpe
3. Materialtykkelse: 0,8–1,2 mm (for denne applikasjonen)
4. Egnede materialer: Varmvalset stål, kaldvalset stål
5. Valseformingsmaskin: Veggpanelstruktur med kjededriftssystem
6. Antall formingsstasjoner: 26
7. Naglesystem: Rulletype; valseformen forblir operativ under naglingen
8. Skjæresystem: Sagkutting; valseformeren forblir operativ under kutting
9. PLS-skap: Utstyrt med Siemens-system
Beskrivelse av det virkelige tilfellet
Hydraulisk avspoler
Avspoleren gir allsidighet med alternativer for manuell, elektrisk og hydraulisk drift. Valg av type avhenger av spolens vekt og tykkelse for å sikre jevn og sømløs avvikling.
Denne hydrauliske avspoleren har en robust lastekapasitet på 5 tonn og er utstyrt med utvendige spoleholdere for å forhindre glidning. Motoren driver ekspansjonsenheten, noe som muliggjør ekspansjon og sammentrekning for å tilpasse seg ulike spoleinnvendige diametre fra 460 mm til 520 mm.
Niveller

Nivellereren flater effektivt ut spolen, og avlaster internt trykk og spenning, og forbedrer dermed stanse- og formingsprosessene.
Servomater og stansepresse
Vår servomater, som kjennetegnes av minimale start-stopp-forsinkelser, gir presis kontroll over materen. Dette sikrer nøyaktig spolematingslengde og stanseposisjoner, noe som forbedrer den generelle produksjonsnøyaktigheten og effektiviteten.

Ferdige nettinggjerdestolper er utstyrt med en rekke hakk designet for nettingforbindelser.
Valsformingsmaskin
Denne valseformingsmaskinen er konstruert med en veggpanelstruktur og fungerer ved hjelp av et kjededriftssystem. Gjennom formingsprosessen deformeres spolen gradvis under påvirkning av kraft, og holder seg til den spesifiserte "ferskenformen" som er skissert i de medfølgende tegningene.

For å forhindre at spolen løsner ved stolpekrysset under langvarig bruk, iverksettes det forholdsregler. Etter valseforming presser naglevalsene spolen overlappende, noe som skaper naglavtrykk som styrker stolpens stabilitet og øker levetiden.
På grunn av den sirkulære utformingen av naglevalsene kan valseformeren dessuten sømløst fortsette driften mens spolen beveger seg fremover under naglingen, noe som eliminerer behovet for å sette opp en annen bevegelig base for nagleanordningen.
Flygende sagkutt
På grunn av den lukkede formen på ferskenstolpen fremstår sagskjæring som den mest passende metoden, da den forhindrer spiraldeformasjon ved kuttekantene. Dessuten genererer ikke skjæreprosessen avfall. For å optimalisere produksjonslinjekapasiteten kan skjæremaskinens base justeres bakover og fremover for å synkronisere med valseformingsmaskinens hastighet, noe som sikrer uavbrutt drift.
1. Avspoler

2. Fôring

3. Stansing

4. Valseformingsstativer

5. Kjøresystem

6. Skjæresystem

Andre

Utebord






