








видео
Профиль

Поперечные распорки играют важнейшую роль в стеллажных системах, обеспечивая поддержку и устойчивость между двумя вертикальными рамами. Они изготовлены из прочной чёрной стали толщиной от 1,5 до 2,5 мм и покрыты слоем краски, нанесенным методом постформинга, что повышает устойчивость к коррозии и ржавчине, обеспечивая долговечность и надёжность.
Реальный случай — основные технические параметры
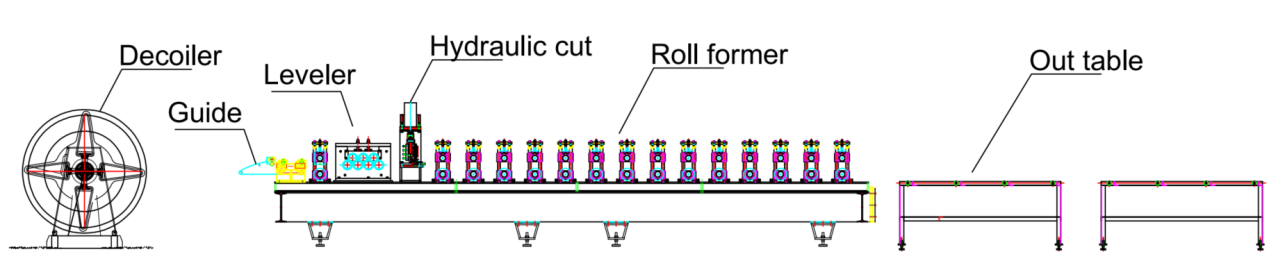
Блок-схема: Dмоталка--Направляющий--Выравниватель--Предварительная резка--Форма рулонамашина--Выносной стол
- 1.Скорость линии: 0-15 м/мин, регулируемая
- 2. Размеры в реальном случае: различная ширина 80-300 мм, фиксированная высота 50 мм
- 3.Подходящий материал: оцинкованная сталь
- 4.Толщина материала: 1,5-2 мм
- 5.Профилегибочная машина: Cast-Ironn структура и система цепного привода
- 6.Система резки: резка перед профилегибочной машиной с гидравлическим приводом.
- 7. Шкаф ПЛК: система Siemens.
Реальный случай-Машины
1.Разматыватель*1
2.Правильная машина (установлена на профилегибочной машине)*1
3. Гидравлическая машина предварительной резки*1
4.Профилегибочная машина*1
5.Выходной стол*2
6. Шкаф управления ПЛК*1
7.Гидравлическая станция*2
8. Коробка с запасными частями (бесплатно)*1
Реальный случай-Описание
- Разматыватель
Обычно разматыватель служит первым компонентом производственной линии. Его прижимной рычаг способен фиксировать рулон стали, предотвращая травмы от отскока рулона при смене рулона. Внешние фиксаторы рулона дополнительно предотвращают соскальзывание рулона с оправки.
Путеводитель
Направляющие ролики будут правильно направлять рулон стали в формовочные ролики, чтобы сохранять совмещение между рулоном стали и профилегибочной машиной, сводя к минимуму любые потенциальные изгибы или отклонения.
Выравниватель

Толщина поперечных распорок достигает 2,5 мм, и только идеально ровная и не перекрученная, она обеспечивает наилучшую устойчивость каркаса стеллажа. Правильная машина выравнивает рулонную сталь, снимая внутреннее давление, что облегчает формовку и гибку. В этой производственной линии правильная машина установлена на основании профилегибочной машины, что позволяет экономить площадь и снижать затраты на землю.
Машина для предварительной нарезки
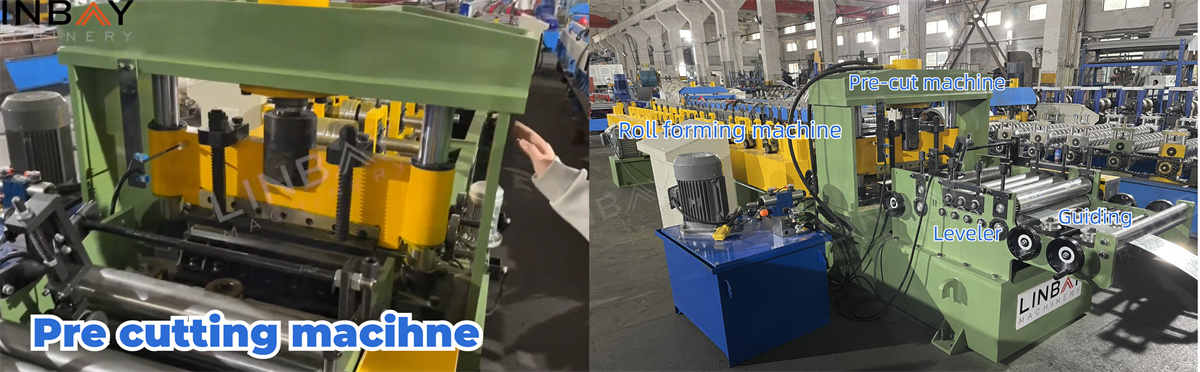
По сравнению с последующей резкой, предварительная резка перед формовкой не оставляет отходов. Это решение упрощает замену рулонов стали разной ширины для производства различных размеров на одной производственной линии, исключая образование отходов.
Форма рулонамашина

Профилегибочный станок — важнейший компонент всей производственной линии. Он представляет собой прочную чугунную конструкцию формовочной станции, изготовленную из цельного куска стали. Вращение формовочных роликов осуществляется цепной системой.
Материал формовочных роликов – высокоуглеродистая хромистая подшипниковая сталь Gcr15, известная своей высокой твёрдостью и износостойкостью. Ролики хромированы для продления срока службы. Валы изготовлены из стали 40Cr и прошли термообработку.
В нижнюю часть профиля встроены элементы усиления для повышения его прочности. Этот профилегибочный станок может производить поперечные распорки шириной от 80 до 300 мм и высотой 50 мм. Ввод требуемых размеров в панель управления ПЛК позволяет формовочной станции перемещаться по рельсам в точное и правильное положение. Точка формовки также корректируется по мере перемещения формовочной станции.
Для обеспечения безопасности движения пунктов формирования, 2 датчики расстояния устанавливаются на основании машины, соответствующие самым внешним и самым внутренним позициям, которыеформированиестанцияsможно перенести в .Для датчиков, тТочка обнаружения - этоздесьвбаза формирующих станций. Самый сокровенныйдатчикчтобы предотвратитьформированиестанцияsот слишком близкого расположения и столкновения роликов.Самый внешнийдатчикчтобы предотвратитьформированиестанция отсоединяется отрельсыи падение.
Гидравлическая станция
Гидравлическая станция оснащена охлаждающими вентиляторами, обеспечивающими эффективный отвод тепла, что гарантирует бесперебойную работу и повышение производительности. Эта гидравлическая станция, известная своей низкой частотой отказов, рассчитана на длительный срок службы и гарантирует длительный срок службы.
Шкаф управления ПЛК и энкодер
Энкодер преобразует измеренную длину рулона стали в электрические сигналы, передаваемые в шкаф управления с ПЛК. В шкафу управления можно управлять скоростью производства, индивидуальной производительностью, длиной реза и другими параметрами. Благодаря точным измерениям и обратной связи от энкодера, режущий станок может контролировать погрешность резки в пределах ±1 мм.
1. Разматыватель

2. Кормление

3.Пробивка

4. Стенды профилегибочные

5. Система привода

6. Режущая система

Другие

Внешний вид стола






