










ПРОФИЛЬ
Круглые трубы для тентовых конструкций — важнейший компонент тентовых конструкций, обычно изготавливаемый из алюминия или оцинкованной стали. Стандартные диаметры — 60/63/70/78/80/85 мм, а длина обычно составляет 4, 5, 6 или 7 метров.
Традиционный метод производства: рулоны стали наматываются на цилиндрическую форму, а затем сжимаются в круглую трубу. Такой подход приводит к неравномерному распределению усилий, низкой эффективности и ограничениям по длине и минимальному диаметру трубы. Кроме того, сложно изготавливать трубы с нестандартными закругленными краями, как показано на рисунке ниже.
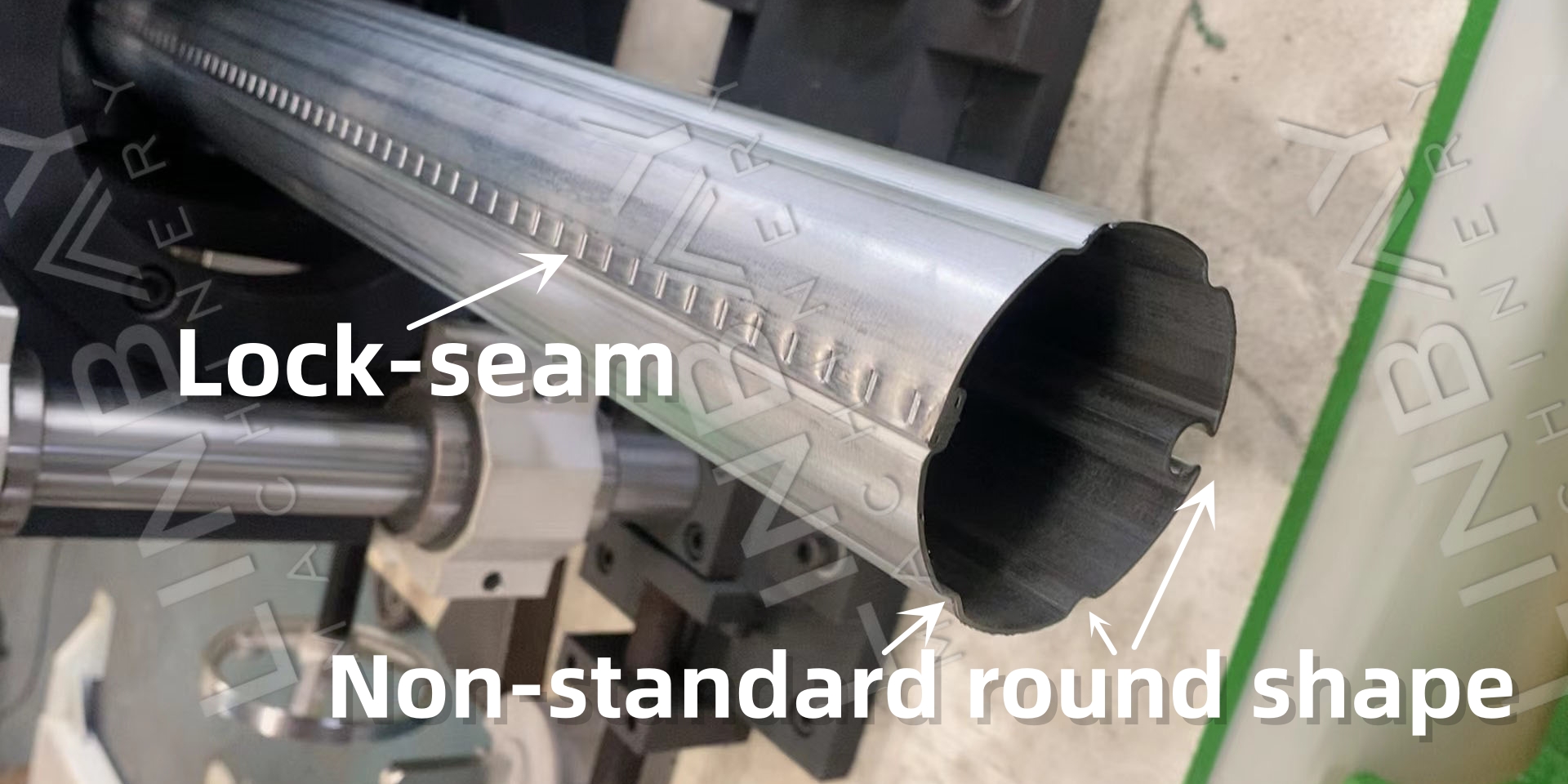
Новый подход: профилегибочная машина.Процесс профилирования постепенно формирует материал каждым роликом, постепенно сгибая его до тех пор, пока он не превратится в круглую трубу с замковым швом. Равномерное распределение усилия минимизирует пружинение. Рулоны стали можно подавать непрерывно, без необходимости ручной резки, а трубы можно резать точно по длине с точностью ±1 мм. Этот метод идеально подходит для производства труб малого диаметра и нестандартных форм кромок. Это эффективное и экономичное решение для клиентов.
РЕАЛЬНЫЕ ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ
Поточная схема: Разматыватель – Направляющая – Профилегибочная машина – Летучая пила – Выходной стол
РЕАЛЬНЫЕ ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ
1.Скорость линии: 0-10 м/мин, регулируемая
2.Подходящий материал: оцинкованная сталь, алюминий.
3.Толщина материала: 0,8-1 мм
4.Профилегибочная машина: чугунная конструкция
5.Система привода: коробка передач с карданным валом.
6.Система резки: резка летучей пилой, роликовый формовщик не останавливается во время резки.
7. Шкаф ПЛК: система Siemens.
РЕАЛЬНЫЙ МАШИНОСТРОИТЕЛЬНЫЙ ЧЕХОЛ
1.Ручной разматыватель*1
2.Профилегибочная машина*1
3. Летучая пила для резки*1 (включая пильный диск*1)
4.Выходной стол*2
5. Шкаф управления ПЛК*1
6.Гидравлическая станция*1
7. Коробка с запасными частями (бесплатно)*1
РЕАЛЬНОЕ ОПИСАНИЕ СЛУЧАЯ
Ручной разматыватель

· Прочная рама:Рама прочная и устойчивая, специально спроектирована для надежной поддержки стальных рулонов.
· Расширение оправки:Оправку или вал можно вручную отрегулировать для расширения и размещения рулонов стали с внутренним диаметром от 490 до 510 мм. Это обеспечивает надёжное удержание рулона и плавную размотку.
· Фиксатор катушки:Этот компонент предназначен для предотвращения соскальзывания стального рулона с оправки. Он легко устанавливается и снимается.
· Доступные варианты:Для повышения мощности и автоматизации доступны электрические или гидравлические версии устройства расширения сердечника. Однако для круглых труб тентов предпочтительнее ручная версия из-за более тонких и узких стальных витков.
Путеводитель

· Основная роль: Обеспечивает точное выравнивание стального рулона по оси машины, предотвращая такие проблемы, как скручивание, изгиб и образование заусенцев. Точное выравнивание критически важно для обеспечения герметичности и надежности швов круглых труб для тента.
· Несколько направляющих систем: Расположен не только в точке подачи, но и по всей формовочной машине, чтобы гарантировать, что труба остается прямой во время производства.
· Регулярная калибровка: Необходима регулярная калибровка направляющих систем, особенно после транспортировки или длительного использования.
· Предотгрузочная документация: Команда Linbay тщательно измеряет и записывает ширину направляющей перед отправкой, предоставляя эти данные в руководстве пользователя для облегчения точной калибровки после получения клиентом.
Прокатная машина
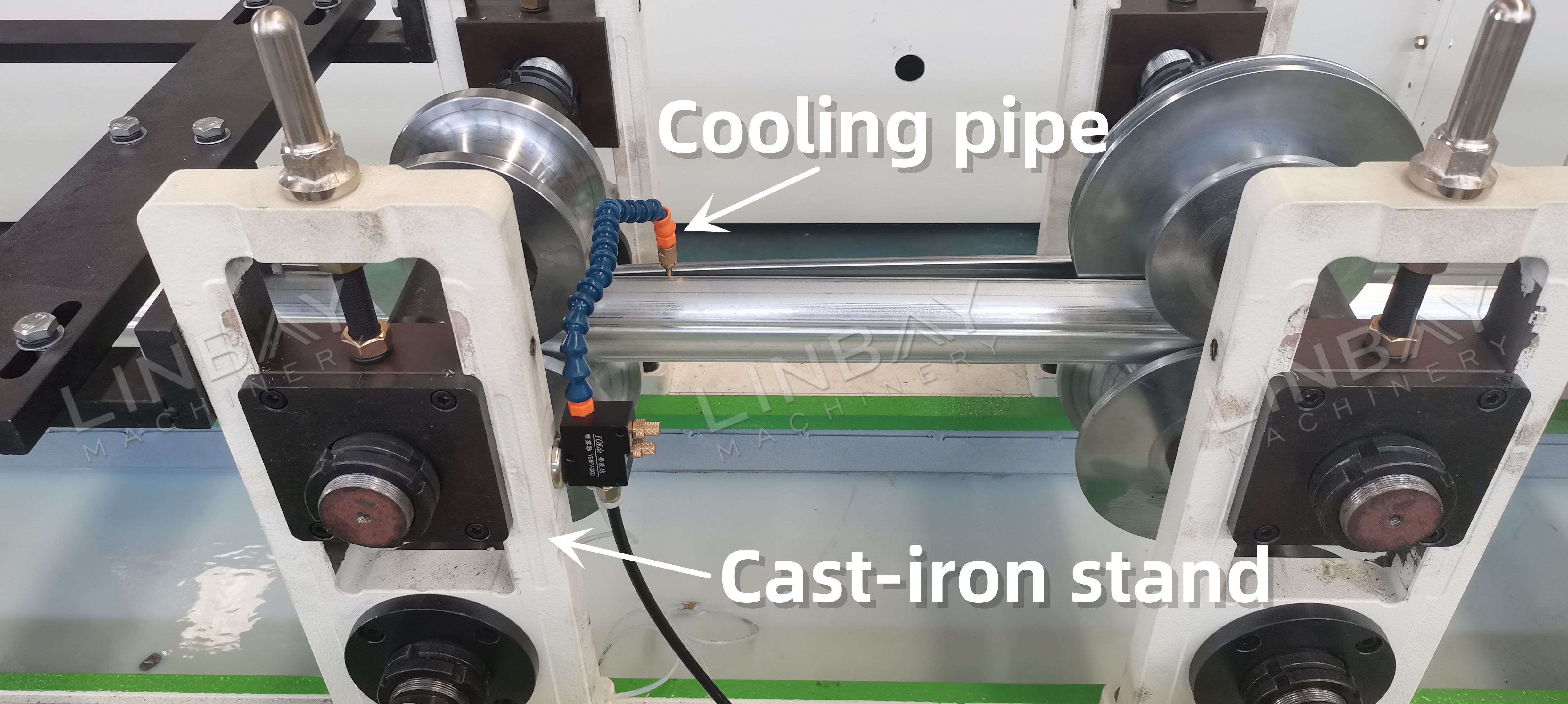
· Прочная конструкция: Оснащен чугунной подставкой для повышенной долговечности.
· Мощная система привода: Оснащен редуктором и универсальным шарниром, которые передают мощное приводное усилие на ролики, обеспечивая плавное и равномерное формование рулонов стали.
· Гибкое производство: Единая база профилегибочного станка позволяет использовать различные кассеты, каждая из которых рассчитана на определенный диаметр круглой трубы. Просто меняйте кассеты, чтобы производить трубы разных размеров.
· Экономическая эффективность: Предлагает более экономичное решение, устраняя необходимость в отдельных производственных линиях для труб разного диаметра.
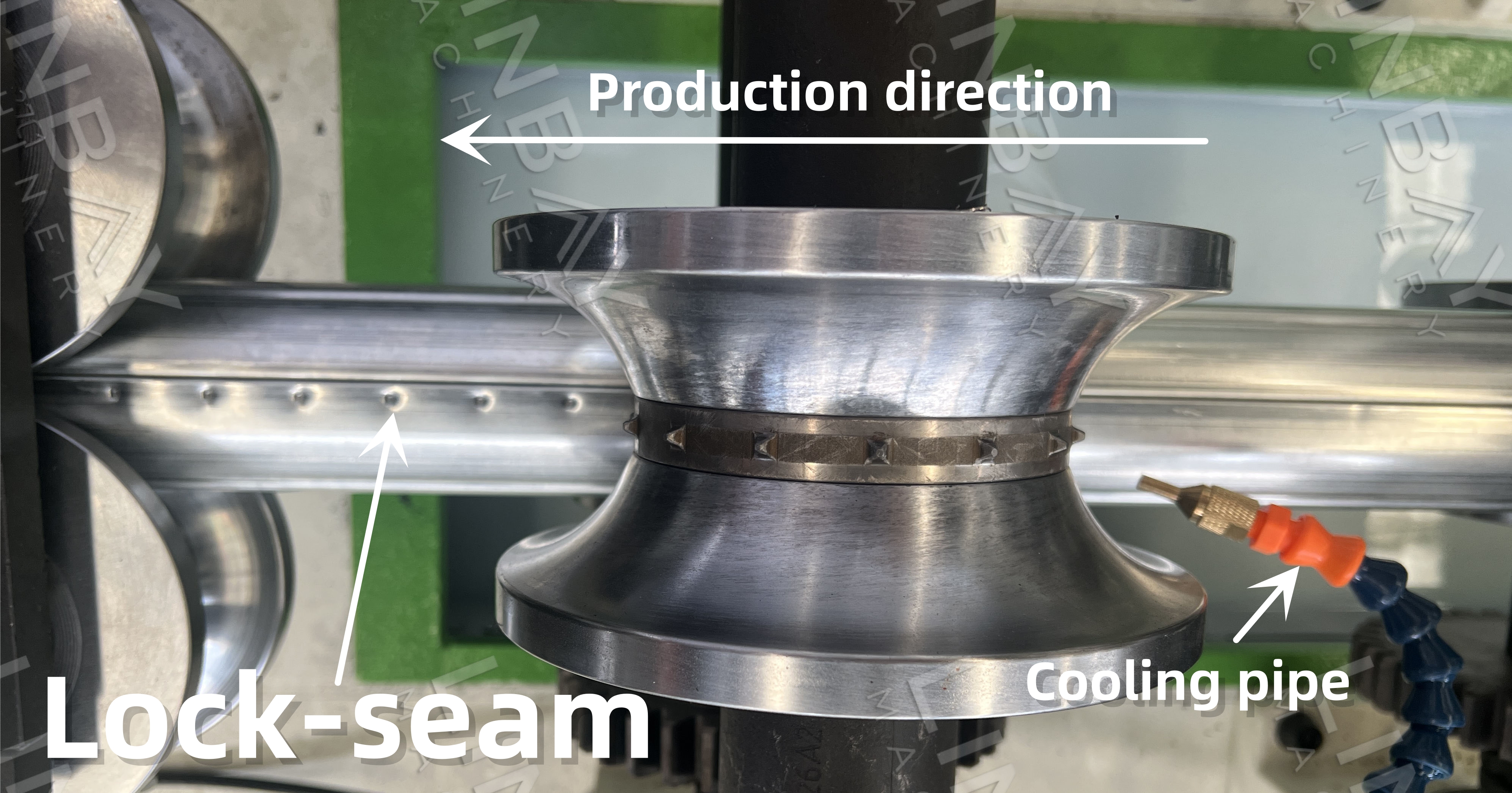
· Надежный шов: Гарантирует герметичность и целостность шва, предотвращая возможные повреждения шва.
· Устойчивая система охлаждения: Использует систему рециркуляции охлаждающей жидкости для поддержания низкой температуры роликов, что повышает качество формовки и продлевает срок службы роликов.
Летающая пила
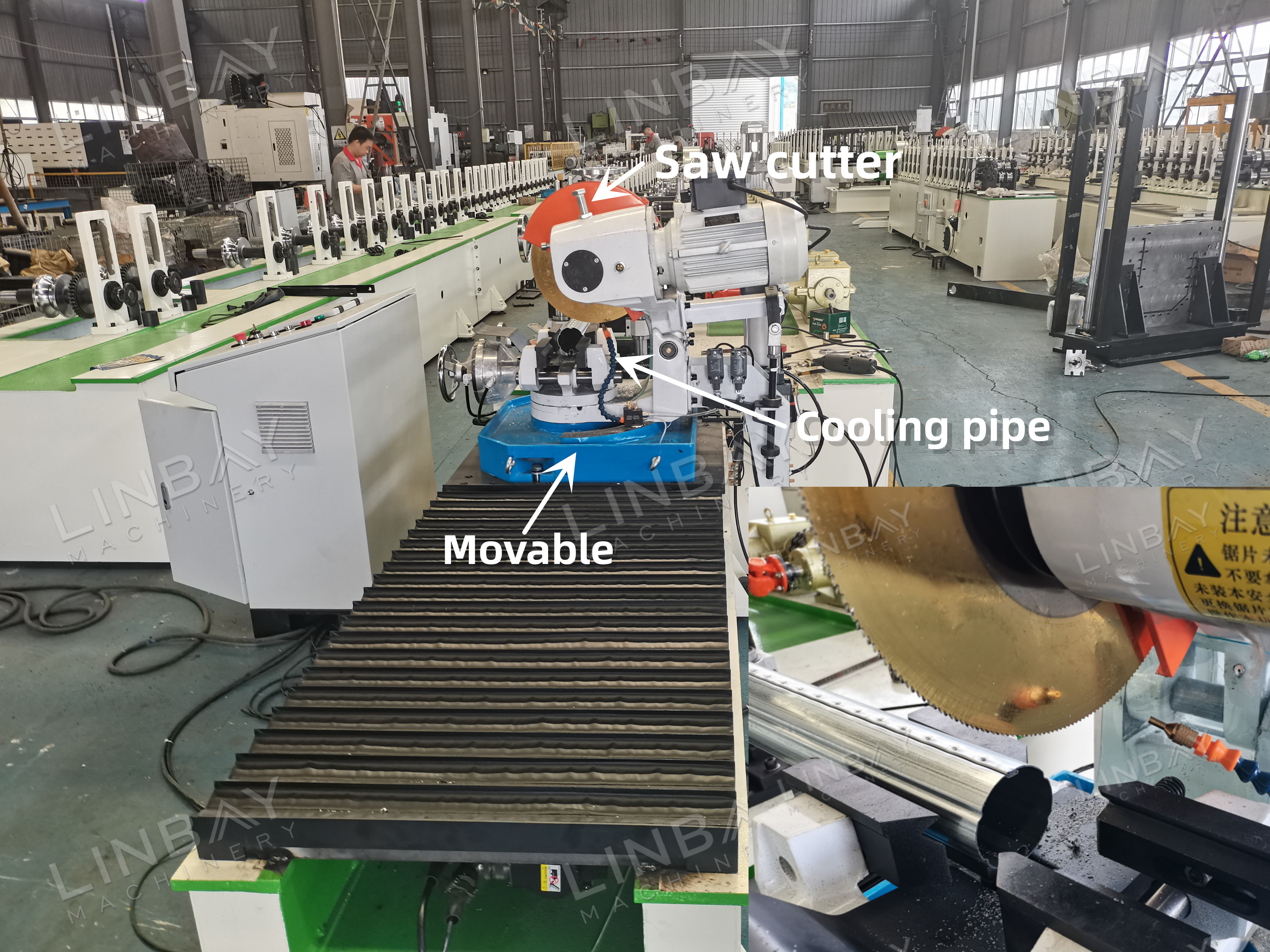
· Многодиаметральная пила: Разработан для использования с круглыми трубами различных размеров, что позволяет минимизировать затраты на замену лезвий.
· Прецизионная резка: Обеспечивает чистые разрезы без деформаций и гладкие края без заусенцев.
· Эффективность использования материалов: Устраняет отходы при каждом разрезе, оптимизируя использование рулонной стали и снижая затраты.
· Повышенная скорость производства: Режущий блок движется по направляющей с той же скоростью, что и процесс формовки, что обеспечивает бесперебойную работу.
· Высокая точность: Интегрированный серводвигатель и контроллер движения, поддерживающий точность резки с допуском ±1 мм.
· Эффективная система охлаждения: обеспечивает рециркуляцию охлаждающей жидкости, сохраняя полотно пилы холодным, обеспечивая стабильное качество резки при непрерывном использовании и продлевая срок службы полотна.
1. Разматыватель

2. Кормление

3.Пробивка

4. Стенды профилегибочные

5. Система привода

6. Режущая система

Другие

Внешний вид стола






