








Hồ sơ
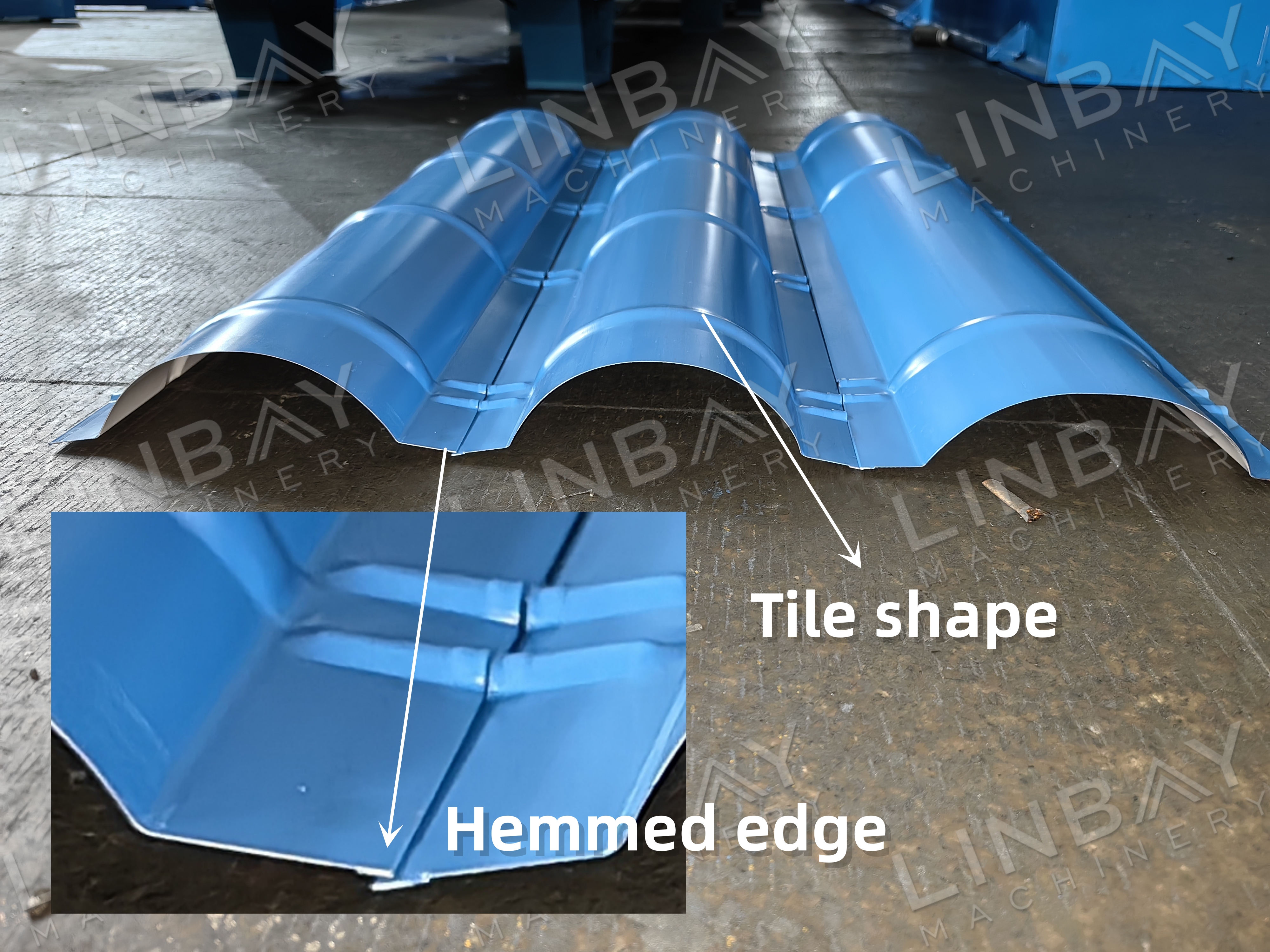
Nắp nóc giữ chặt đường nối giữa hai mái dốc, bảo vệ khu vực này khỏi mưa và bụi hiệu quả. Các nắp này có nhiều hình dạng khác nhau để phù hợp với nhiều kiểu mái lợp kim loại khác nhau và được làm từ thép mạ màu 0,3-0,6mm, PPGI và thép mạ kẽm.
Trường hợp thực tế - Thông số kỹ thuật chính
Biểu đồ dòng chảy: Máy tháo cuộn - Dẫn hướng - Máy cán định hình - Máy đột thủy lực - Máy cắt thủy lực - Bàn ra

Trường hợp thực tế - Thông số kỹ thuật chính
· Tốc độ dây có thể điều chỉnh: 0-10m/phút
· Vật liệu tương thích: Thép sơn màu, thép mạ kẽm và PPGI
· Phạm vi độ dày vật liệu: 0,3-0,6mm
· Loại máy cán định hình: Kết cấu tấm tường
· Hệ thống truyền động: Cơ cấu xích
· Hệ thống cắt: Cắt thủy lực, với bộ phận cán dừng lại trong quá trình cắt
· Điều khiển PLC: Hệ thống Siemens
Máy móc trường hợp thực tế
1. Bộ giảm xóc thủ công*1 (Chúng tôi cũng cung cấp bộ giảm xóc điện và thủy lực, tìm hiểu thêm trong MÔ TẢ bên dưới)
2. Máy cán định hình*1
3. Máy đột thủy lực*1
4. Máy cắt thủy lực*1
5.Bàn ngoài*2
6.Tủ điều khiển PLC*1
7.Trạm thủy lực*1
8.Hộp phụ tùng (Miễn phí)*1
Trường hợp thực tế-Mô tả
Decoiler
Máy tháo cuộn có sẵn các phiên bản thủ công, điện và thủy lực, được lựa chọn dựa trên độ dày, chiều rộng và trọng lượng của cuộn thép. Máy tháo cuộn thủ công đủ để đỡ chắc chắn cuộn thép dày 0,6mm, đảm bảo việc tháo cuộn trơn tru và ổn định.
Trục trung tâm của máy tháo cuộn, còn được gọi là thiết bị giãn nở lõi, được thiết kế để giữ cuộn thép, có khả năng giãn nở hoặc co lại để phù hợp với đường kính bên trong từ 460-520mm, đảm bảo việc tháo cuộn an toàn và trơn tru. Ngoài ra, một bộ phận giữ cuộn thép bên ngoài được tích hợp để ngăn cuộn thép bị trượt ra ngoài, tăng cường an toàn cho người lao động.
Hướng dẫn

Các con lăn dẫn hướng giúp cuộn thép đi vào máy cán định hình một cách trơn tru, đảm bảo sự thẳng hàng với đường tâm của các máy khác. Sự thẳng hàng này rất quan trọng để duy trì độ thẳng của chóp đỉnh và đảm bảo các điểm áp lực định hình chính xác.
Máy cán định hình
Cấu trúc tấm tường kết hợp với hệ thống dẫn động xích giúp định hình hiệu quả các tấm mỏng có độ dày từ 0,3-0,6mm, mang lại giải pháp tiết kiệm chi phí. Xích được bao bọc trong vỏ sắt, bảo vệ người lao động và ngăn ngừa hư hỏng do mảnh vụn. Khi cuộn thép đi qua các con lăn định hình, nó chịu áp lực và lực kéo, tạo ra hình dạng mong muốn.
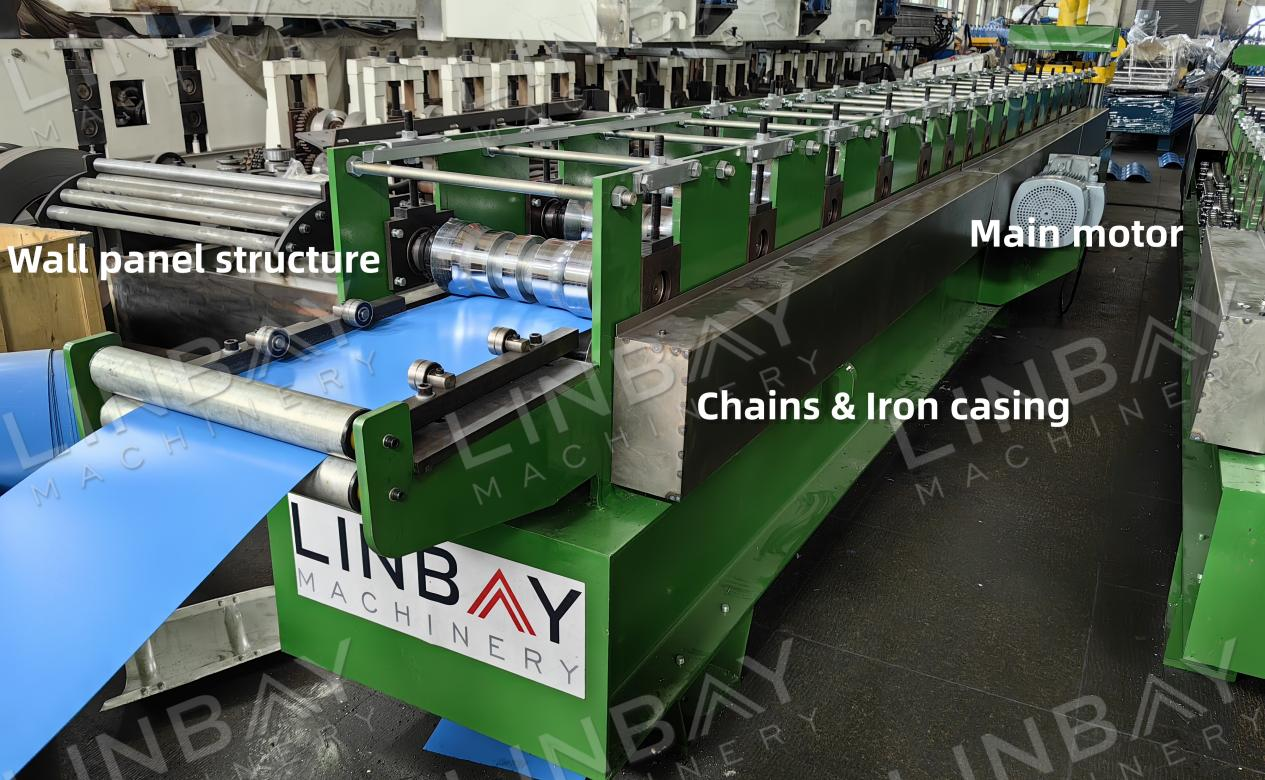
Hệ thống bao gồm 16 trạm định hình, mỗi trạm được chế tạo chính xác theo yêu cầu của khách hàng, tính đến chiều cao sóng, bán kính vòng cung và các cạnh thẳng ở cả hai bên chóp đỉnh. Các trạm này được thiết kế để ngăn ngừa trầy xước bề mặt cuộn dây hoặc làm hỏng lớp sơn phủ.
Nắp chóp này có các cạnh viền bo tròn để tăng cường an toàn bằng cách giảm độ sắc nhọn và bảo vệ người lao động khỏi bị thương. Thiết kế bo tròn cũng che đi cạnh kim loại, ngăn ngừa hiện tượng xê dịch cạnh và giảm nguy cơ hình thành gỉ sét ở mép nắp chóp.
Đóng dấu
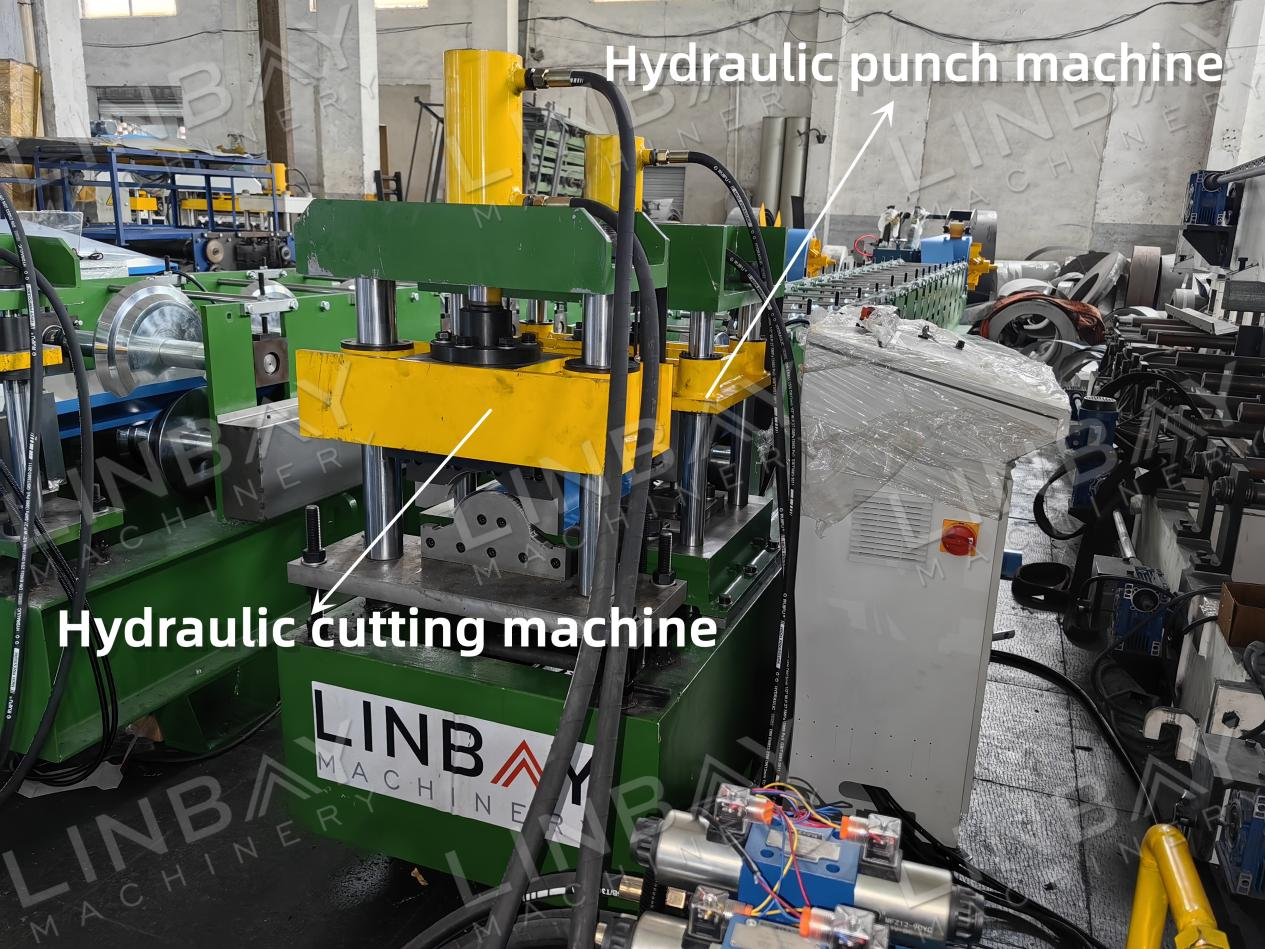
Sau khi định hình, cuộn thép sẽ có hình bán nguyệt. Tiếp theo, máy đột thủy lực được sử dụng để dập hoa văn nổi lên ngói. Quá trình này không chỉ định hình ngói mà còn tăng cường độ bền dọc của chóp đỉnh. Tần suất dập có thể được điều chỉnh thông qua màn hình PLC, và khuôn dập có thể được tùy chỉnh để phù hợp với thông số kỹ thuật của bạn.
Bộ mã hóa, Tủ điều khiển PLC và Cắt thủy lực
Bộ mã hóa đo chính xác chiều dài cuộn thép đang di chuyển và chuyển đổi số đo này thành tín hiệu điện gửi đến tủ điều khiển PLC. Người vận hành có thể cấu hình tốc độ sản xuất, kích thước lô và chiều dài cắt trực tiếp từ màn hình tủ PLC. Nhờ phản hồi chính xác từ bộ mã hóa, máy cắt thủy lực có thể duy trì sai số chiều dài cắt trong phạm vi ±1mm. Ngoài ra, lưỡi cắt được thiết kế riêng theo bản vẽ, đảm bảo các cạnh cắt sạch sẽ, không biến dạng và loại bỏ gờ.
1. Bộ phận tháo cuộn

2. Cho ăn

3.Đấm

4. Giá đỡ cán định hình

5. Hệ thống lái

6. Hệ thống cắt

Người khác

Bàn ngoài






