









വീഡിയോ
പ്രൊഫൈൽ

ഗട്ടർ:കെട്ടിടങ്ങളുടെ മേൽക്കൂരകളുടെ അരികുകളിൽ ഡ്രെയിനേജ് സംവിധാനത്തിനായി, പ്രധാനമായും മഴവെള്ളം ശേഖരിക്കുന്നതിനും ഒഴുക്കിവിടുന്നതിനും മെറ്റൽ ഗട്ടറുകൾ സാധാരണയായി ഉപയോഗിക്കുന്നു. സാധാരണ ശൈലികളിൽ ഇവ ഉൾപ്പെടുന്നു:hആൽഫ്-വൃത്താകൃതിയിലുള്ളതരംകെ-ശൈലിതരം. അവ സാധാരണയായി അലൂമിനിയം, പ്രീ-പെയിന്റ് ചെയ്ത സ്റ്റീൽ, അല്ലെങ്കിൽ ഗാൽവാനൈസ്ഡ് സ്റ്റീൽ പോലുള്ള 0.3-0.8 മില്ലിമീറ്റർ വരെയുള്ള ലോഹ വസ്തുക്കളാൽ നിർമ്മിച്ചവയാണ്.
റിഡ്ജ് ക്യാപ്പ്:വരമ്പ്തൊപ്പിആണ്സെറ്റ്രണ്ട് വശങ്ങൾ എവിടെയാണ്രണ്ട്മേൽക്കൂരപാനലുകൾമീറ്റ്, മേൽക്കൂര എന്നും അറിയപ്പെടുന്നുമുകളിൽ. ഇത് സാധാരണയായിഉപയോഗിക്കുകമേൽക്കൂരയുടെ സീലിംഗും സൗന്ദര്യശാസ്ത്രവും വർദ്ധിപ്പിക്കുന്നതിന് d. റിഡ്ജ് ക്യാപ്പുകൾ സാധാരണയായി 0.3-0.8 മില്ലിമീറ്റർ വരെ പ്രീ-പെയിന്റ് ചെയ്ത സ്റ്റീൽ അല്ലെങ്കിൽ ഗാൽവാനൈസ്ഡ് സ്റ്റീൽ ഉപയോഗിച്ചാണ് നിർമ്മിച്ചിരിക്കുന്നത്.
യഥാർത്ഥ കേസ്-പ്രധാന സാങ്കേതിക പാരാമീറ്ററുകൾ
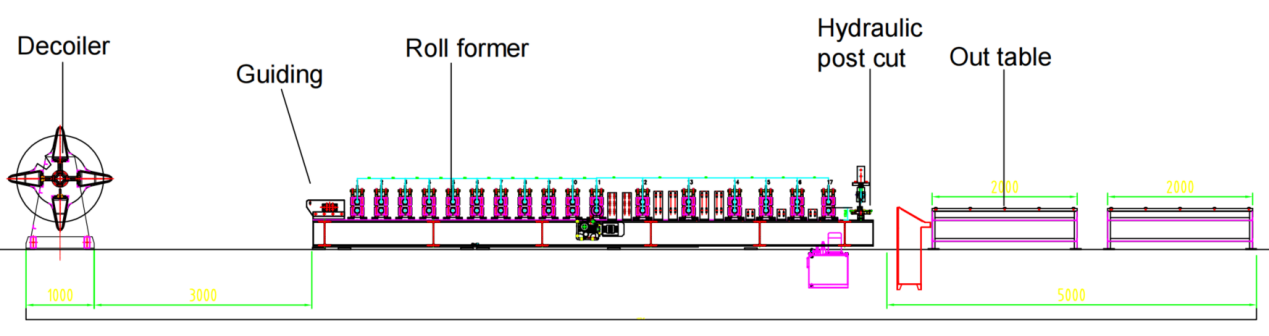
ഫ്ലോ ചാർട്ട്: ഡീകോയിലർ--ഗൈഡിംഗ്--റോൾ ഫോർമിംഗ് മെഷീൻ--ഹൈഡ്രോളിക് കട്ട്--ഔട്ട് ടേബിൾ
- 1.റിഡ്ജ് ക്യാപ്-ലൈൻ വേഗത: 0-12 മി/മിനിറ്റ്, ക്രമീകരിക്കാവുന്നത്
- 2.ഗട്ടർ-ലൈൻ വേഗത: 0-4 മി/മിനിറ്റ്, ക്രമീകരിക്കാവുന്നത്
- 3.സുയിമേശ മെറ്റീരിയൽ: ഗാൽവാനൈസ്ഡ് സ്റ്റീൽ, പ്രീ-പെയിന്റ്ഡ് സ്റ്റീൽ, അലുമിനിയം
- 4. മെറ്റീരിയൽ കനം: 0.3-0.8 മിമി
- 5. റോൾ രൂപീകരണ യന്ത്രം: വാൾ-പാനൽ ഘടനയും ചെയിൻ ഡ്രൈവിംഗ് സിസ്റ്റവും
- 6. കട്ടിംഗ് സിസ്റ്റം: റോൾ ഫോർമിംഗ് മെഷീനിന് ശേഷം മുറിക്കാൻ നിർത്തുക, മുറിക്കുമ്പോൾ മുൻ സ്റ്റോപ്പുകൾ റോൾ ചെയ്യുക.
- 7.പിഎൽസി കാബിനറ്റ്: സീമെൻസ് സിസ്റ്റം.
യഥാർത്ഥ കേസ്-പാക്കിംഗ് ലിസ്റ്റ്
- 1.ഹൈഡ്രോളിക് ഡീകോയിലർ*2
- 2.ഇരട്ട-വരി റോൾ രൂപീകരണ യന്ത്രം*1
- 3.ഇരട്ട-വരി ഹൈഡ്രോളിക് കട്ടിംഗ് മെഷീൻ*1
- 4.ഔട്ട് ടേബിൾ*2
- 5.PLC കൺട്രോൾ കാബിനറ്റ്*1
- 6.ഹൈഡ്രോളിക് സ്റ്റേഷൻ*1
- 7. സ്പെയർ പാർട്സ് ബോക്സ് (സൗജന്യ)
യഥാർത്ഥ കേസ്-വിവരണം
- ഡീകോയിലർ

റിഡ്ജ് ക്യാപ്പിനും ഗട്ടറിനും, ഡീകോയിലറിന്റെ കോൺഫിഗറേഷൻ ഏതാണ്ട് സമാനമാണ്, 3 ടൺ വീതം ലോഡ് കപ്പാസിറ്റിയുള്ള ഹൈഡ്രോളിക് ഡീകോയിലറുകൾ ഉപയോഗിക്കുന്നു. റിഡ്ജ് ക്യാപ്പിനും ഗട്ടറിനും ഉപയോഗിക്കുന്ന സ്റ്റീൽ കോയിലുകളുടെ വ്യത്യസ്ത വീതി കണക്കിലെടുക്കുമ്പോൾ, ഓരോ പ്രൊഡക്ഷൻ ലൈനിനും ഒരു പ്രത്യേക ഡീകോയിലർ അനുവദിക്കുന്നതാണ് നല്ലത്. ഈ സമീപനം കോയിൽ മാറ്റിസ്ഥാപിക്കൽ സമയത്ത് ഡൗൺടൈം കുറയ്ക്കുകയും ഓരോ പ്രൊഡക്ഷൻ ലൈനിന്റെയും പ്രവർത്തനക്ഷമത വർദ്ധിപ്പിക്കുകയും ചെയ്യുന്നു.
മാർഗ്ഗനിർദ്ദേശം നൽകുന്നു

ദിഗൈഡിംഗ് റോളറുകൾ സ്റ്റീൽ കോയിലിനും കോയിലിനും ഇടയിലുള്ള വിന്യാസം ഉറപ്പാക്കുന്നു റോൾ രൂപീകരണംയന്ത്രം, രൂപീകരണ പ്രക്രിയയിൽ വളച്ചൊടിക്കൽ തടയുന്നു.
റോൾ രൂപീകരണ യന്ത്രം

ഈ റോൾ ഫോർമിംഗ് മെഷീൻ ഒരു വാൾ-പാനൽ ഘടനയും ഒരു ചെയിൻ ഡ്രൈവിംഗ് സിസ്റ്റവും ഉപയോഗിക്കുന്നു. ഒരേ പ്രൊഫൈലിന്റെ രണ്ട് വ്യത്യസ്ത വലുപ്പങ്ങൾ ഉൾക്കൊള്ളുന്ന പരമ്പരാഗത ഇരട്ട-വരി സജ്ജീകരണങ്ങളിൽ നിന്ന് വ്യത്യസ്തമായി, ഈ മെഷീൻ ഓരോ വരിയിലും പൂർണ്ണമായും വ്യത്യസ്തമായ പ്രൊഫൈലുകൾ കൈകാര്യം ചെയ്യുന്നു.
രണ്ട് വരികളും ഒരേസമയം പ്രവർത്തിക്കാൻ കഴിയില്ല എന്നത് ശ്രദ്ധിക്കേണ്ടതാണ്. ഉയർന്ന ഉൽപാദന ആവശ്യകതകൾ ഉണ്ടെങ്കിൽ, ഓരോ പ്രൊഫൈലിനും പ്രത്യേക ഉൽപാദന ലൈൻ സമർപ്പിക്കാൻ ഞങ്ങൾ ശുപാർശ ചെയ്യുന്നു.
കൂടാതെ, കറങ്ങുന്ന ചങ്ങലകളുമായുള്ള ആകസ്മിക സമ്പർക്കത്തിൽ നിന്ന് തൊഴിലാളികളെ സംരക്ഷിക്കുന്നതിനും പൊടിയിൽ നിന്നും അവശിഷ്ടങ്ങളിൽ നിന്നും ഉണ്ടാകുന്ന കേടുപാടുകൾ തടയുന്നതിനും ചങ്ങലകൾക്ക് മുകളിൽ ലോഹ കവറുകൾ സ്ഥാപിച്ചിട്ടുണ്ട്.
ഹൈഡ്രോളിക് കട്ട്

കട്ടിംഗ് മെഷീനുകൾ ഈ പ്രൊഡക്ഷൻ ലൈനിൽ ഉറപ്പിച്ചിരിക്കുന്നു, കട്ടിംഗ് സമയത്ത് സ്റ്റീൽ കോയിലിന്റെ ചലനം നിർത്തുന്നു. ഉയർന്ന പ്രൊഡക്ഷൻ വേഗത ആവശ്യമുള്ള ക്ലയന്റുകൾക്ക്, റോൾ ഫോർമിംഗ് മെഷീനിന്റെ അതേ വേഗതയിൽ റെയിലുകളിൽ ബേസിന് മുന്നോട്ടും പിന്നോട്ടും സുഗമമായി സഞ്ചരിക്കാൻ കഴിയുന്ന ഒരു ഫ്ലൈയിംഗ് കട്ടിംഗ് മെഷീൻ ഞങ്ങൾ വാഗ്ദാനം ചെയ്യുന്നു. കട്ടിംഗ് സമയത്ത് തടസ്സങ്ങളില്ലാതെ സ്റ്റീൽ കോയിലിനെ ഫോർമിംഗ് മെഷീനിലൂടെ മുന്നേറാൻ ഈ നൂതന രൂപകൽപ്പന പ്രാപ്തമാക്കുന്നു, അതുവഴി പ്രൊഡക്ഷൻ ലൈനിന്റെ മൊത്തത്തിലുള്ള കാര്യക്ഷമത ഗണ്യമായി വർദ്ധിപ്പിക്കുന്നു.
രണ്ട് നിരകളുടെയും അവസാനം, കട്ടിംഗ് ബ്ലേഡുകൾ അതത് പ്രൊഫൈലുകളുടെ രൂപരേഖകളുമായി കൃത്യമായി പൊരുത്തപ്പെടുന്ന തരത്തിൽ സൂക്ഷ്മമായി രൂപകൽപ്പന ചെയ്തിരിക്കുന്നു. ഇത് പ്രൊഫൈലുകളിലെ അരികുകൾ വളച്ചൊടിക്കപ്പെടാതെ ഉയർന്ന നിലവാരത്തിലുള്ള കൃത്യതയും ഗുണനിലവാരവും നിലനിർത്തുന്നുവെന്ന് ഉറപ്പാക്കുന്നു.
ഹൈഡ്രോളിക് സ്റ്റേഷൻ
അടച്ചിട്ട ഓയിൽ ടാങ്ക് വഴി കട്ടറിലേക്ക് പ്രാരംഭ വൈദ്യുതി നൽകുന്നു. ഇത് മുറിക്കാതെ തന്നെ ഓഫാണ്, ഇത് വൈദ്യുതി ലാഭിക്കും.
ഹൈഡ്രോളിക് സ്റ്റേഷനിൽ കൂളിംഗ് ഫാൻ സജ്ജീകരിച്ചിരിക്കുന്നു, ഇത് ദീർഘവും ഒപ്റ്റിമൽ പ്രവർത്തനവും ഉറപ്പാക്കുന്നതിന് കാര്യക്ഷമമായ താപ വിസർജ്ജനം സാധ്യമാക്കുന്നു. കുറഞ്ഞ പരാജയ നിരക്കും അസാധാരണമായ ഈടുതലും ഉള്ളതിനാൽ, ദീർഘകാലാടിസ്ഥാനത്തിൽ വിശ്വസനീയമായ പ്രകടനം ഹൈഡ്രോളിക് സ്റ്റേഷൻ ഉറപ്പ് നൽകുന്നു.
പിഎൽസി കൺട്രോൾ കാബിനറ്റും എൻകോഡറും

റോൾ ഫോർമിംഗ് പ്രൊഡക്ഷൻ ലൈനിനെ ജാപ്പനീസ് ബ്രാൻഡായ KOYO യുടെ എൻകോഡർ ഉപയോഗിച്ച് പരിഹസിക്കുന്നു. എൻകോഡർ കണ്ടെത്തിയ സ്റ്റീൽ കോയിലുകളുടെ നീളം ഇലക്ട്രിക്കൽ സിഗ്നലുകളാക്കി വിവർത്തനം ചെയ്യുന്നു, അവ PLC കൺട്രോൾ കാബിനറ്റിലേക്ക് കൈമാറുന്നു. ഓപ്പറേറ്റർമാർക്ക് ഉൽപാദന വേഗത, അളവ്, കട്ടിംഗ് ദൈർഘ്യം എന്നിവ ക്രമീകരിക്കാൻ കഴിയും. എൻകോഡറിന്റെ കൃത്യമായ അളവെടുപ്പിനും ഫീഡ്ബാക്കിനും നന്ദി, കട്ടിംഗ് മെഷീൻ ശ്രദ്ധേയമായ കൃത്യത കൈവരിക്കുന്നു, കട്ടിംഗ് പിശകുകൾ ±1mm-നുള്ളിൽ നിലനിർത്തുന്നു.
1. ഡീകോയിലർ

2. തീറ്റ

3. പഞ്ചിംഗ്

4. റോൾ ഫോമിംഗ് സ്റ്റാൻഡുകൾ

5. ഡ്രൈവിംഗ് സിസ്റ്റം

6. കട്ടിംഗ് സിസ്റ്റം

മറ്റുള്ളവ

ഔട്ട് ടേബിൾ





