









Profil

Kovový plotový sloupek je v Evropě běžně používaný typ oplocení, připomínající dřevěné prkenné sloupky. Je vyroben z barevně lakované oceli o tloušťce 0,4–0,5 mm nebo z pozinkované oceli, což umožňuje vysokou míru přizpůsobení tvarů a barev. Koncové hrany plotu lze řezat do oválných tvarů nebo ponechat rovné.
Hlavní technické parametry - reálný případ
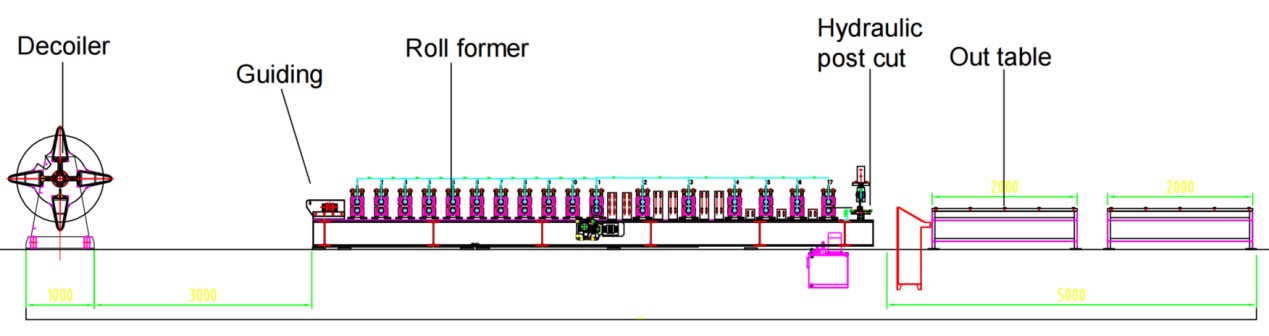
Vývojový diagram: Odvíječ -- Vedení -- Tvářecí stroj -- Hydraulický řezací stůl
1. Rychlost linky: 0-12 m/min, nastavitelná
2. Vhodný materiál: Pozinkovaná ocel, předem lakovaná ocel
3. Tloušťka materiálu: 0,4-0,5 mm
4. Tvářecí stroj na válcování: Konstrukce stěnových panelů a systém pohonu řetězu
5. Řezací systém: Zastavení pro řezání po válcovacím tvářecím stroji, válcovací tvářecí stroj se zastaví při řezání.
6. Rozvaděč PLC: Systém Siemens.
Stroje
1. Odvíječ*1
2. Tvářecí stroj na válcování*1
3. Hydraulický řezací stroj*1
4. Out stůl*2
5. Řídicí skříň PLC*1
6. Hydraulická stanice*1
7. Krabice s náhradními díly (zdarma)*1
Popis skutečného případu
Odvíječ
Zařízení pro roztahování jádra na odvíječi umožňuje nastavení vnitřního průměru pro ocelové svitky s vnitřním průměrem od 460 do 520 mm. Odvíječ je navíc vybaven dvěma bezpečnostními prvky: přítlačným ramenem a vnějším držákem svitku. Během výměny svitku přítlačné rameno zajišťuje ocelovou svitek, aby se zabránilo jejímu vyskočení a zranění pracovníků. Vnější držák svitku zabraňuje sklouznutí a pádu ocelové svitky během odvíjení.
Vedení
Vodicí válečky efektivně nasměrují ocelovou cívku do tvarovacích válců, čímž zajistí přesné vyrovnání mezi cívkou a tvarovacím strojem, čímž se sníží riziko ohnutí nebo odchylky.
Stroj na tváření válců

Tvářecí stroj je klíčovou součástí celé výrobní linky. Tento stroj má pro tvářecí stanici konstrukci ze stěnových panelů s tvarovacími válci poháněnými řetězem. Sloupek plotu je vyztužen několika žebry pro zvýšení jeho pevnosti a ochranných vlastností. Na tvářecím stroji je navíc provedeno ohýbání hran na obou stranách sloupku, aby se snížila ostrost a minimalizovalo riziko poškrábání.
Tvarovací válce jsou vyrobeny z materiálu Gcr15, což je vysoce uhlíková chromová ocel známá pro svou vynikající tvrdost a odolnost proti opotřebení. Válečky jsou také chromovány pro prodloužení jejich životnosti. Hřídele jsou vyrobeny z materiálu 40Cr a procházejí tepelným zpracováním pro zvýšení odolnosti.
Hydraulické řezání

Řezací stroj na této výrobní lince má pevnou základnu, což způsobuje, že se ocelová cívka během řezání zastaví. Pokud chcete zvýšit rychlost výroby, nabízíme letmý řezací stroj. V konfiguraci „letmý“ se základna řezacího stroje může pohybovat dopředu a dozadu po dráze stejnou rychlostí jako tvářecí stroj. Tato konstrukce umožňuje plynulý posun ocelové cívky tvářecím strojem, čímž se eliminuje nutnost zastavovat provoz během řezání a tím se zvyšuje celková rychlost výrobní linky.
Hydraulická stanice
Naše hydraulická stanice je vybavena chladicími ventilátory pro efektivní odvod tepla, což zajišťuje nepřetržitý provoz a zvyšuje produktivitu. Díky nízké poruchovosti a dlouhé životnosti poskytuje naše hydraulická stanice spolehlivý výkon.
Řídicí skříň PLC a enkodér
Enkodér převádí snímanou délku ocelové cívky na elektrické signály přenášené do řídicí skříně PLC. V řídicí skříni lze řídit parametry, jako je výrobní rychlost, individuální výrobní výkon a délka řezu. Díky přesnému měření a zpětné vazbě z encoderu dokáže řezací stroj udržet přesnost řezu v rozmezí ±1 mm.
Zastavení řezání VS. Nepřetržité řezání
V procesu řezání jsou k dispozici dvě možnosti:

Řešení pro pevné řezání (zastavení pro řezání):Řezačka a základna válcovacího stroje jsou pevně spojeny. Během řezání se ocelová cívka zastaví v profilovacím lisě. Po odříznutí se ocelová cívka obnoví v pohybu dopředu.
Řešení pro řezání bez zastavení (řezání bez zastavení):Řezací stroj se lineárně pohybuje po kolejnicích na základně stroje a udržuje relativní nehybnost vzhledem k řeznému bodu. To umožňuje ocelové cívce plynulý posun a produkci.
Shrnutí a doporučení:
Řešení typu „létající“ nabízí ve srovnání s řešením „fixed“ vyšší výkon a rychlost výroby. Klienti si mohou vybrat na základě svých potřeb výrobní kapacity, rozpočtu a plánů rozvoje. Pokud to rozpočet dovolí, může volba řešení „létající“ snížit budoucí potíže s modernizací linky a vyrovnat rozdíl v nákladech po dosažení vyššího výkonu.
1. Odvíječ

2. Krmení

3. Děrování

4. Stolice pro tváření válců

5. Pohonný systém

6. Řezací systém

Ostatní

Out tabulka






