








Profil

Kovový plot je v Evropě oblíbenou volbou pro oplocení a připomíná tradiční dřevěné prkenné ploty. Je vyroben z barevně lakované oceli o tloušťce 0,4–0,5 mm nebo z pozinkované oceli, což mu poskytuje odolnost a estetický vzhled. Koncové hrany plotu lze upravit oválnými nebo rovnými řezy.
Hlavní technické parametry - reálný případ
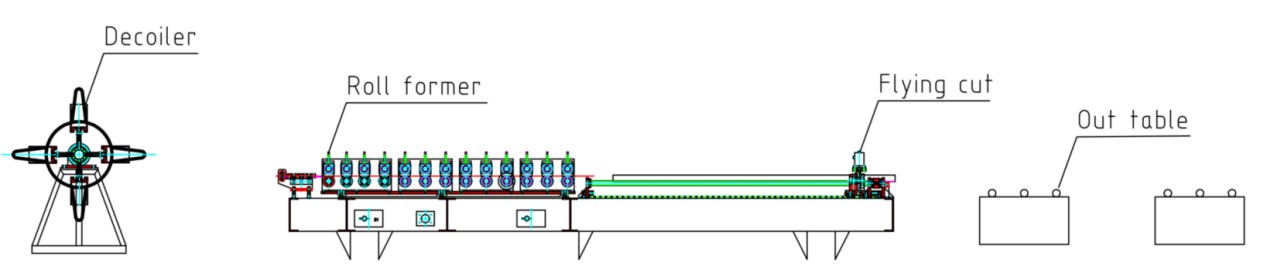
Vývojový diagram: Odvíječ -- Vodící mechanismus -- Tvářecí stroj -- Hydraulický vypínací stůl
1. Rychlost linky: 0-20 m/min, nastavitelná
2. Vhodný materiál: Pozinkovaná ocel, předem lakovaná ocel
3. Tloušťka materiálu: 0,4-0,5 mm
4. Tvářecí stroj na válcování: Konstrukce stěnových panelů a systém pohonu řetězu
5. Řezací systém: Letmé řezání za válcovacím tvářecím strojem, válcovací tvářecí stroj se při řezání nezastaví.
6. Rozvaděč PLC: Systém Siemens.
Skutečné stroje na výrobu pouzder
1. Odvíječ*1
2. Tvářecí stroj na válcování*1
3. Létající hydraulický řezací stroj*1
4. Out stůl*2
5. Řídicí skříň PLC*1
6. Hydraulická stanice*1
7. Krabice s náhradními díly (zdarma)*1
Popis skutečného případu
Odvíječ
Odvíječ je vybaven dvěma bezpečnostními zařízeními: přítlačným ramenem a vnějším držákem cívky. Během procesu výměny cívky přítlačné rameno zajišťuje ocelovou cívku a zabraňuje jejímu vyskočení a zranění pracovníků. Vnější držák cívky zabraňuje jejímu sklouznutí a pádu během odvíjení.
Vedení
Vodicí válečky zajišťují zarovnání ocelového svitku s osou tvářecího stroje, čímž zabraňujeme deformaci během procesu tváření. Před odesláním změříme a dokumentujeme vzdálenosti vodicích válečků a poskytneme našim klientům podrobné pokyny pro včasné seřízení stroje po jeho obdržení.
Stroj na tváření válců

Tvářecí stroj je klíčovou součástí celé výrobní linky. Tento stroj využívá pro tvářecí stanici konstrukci ze stěnových panelů. Otáčení tvářecích válců je poháněno řetězovým mechanismem.
Sloupek plotu má několik výztužných žeber, která zvyšují jeho pevnost a ochranné vlastnosti. Proces ohýbání hran na obou stranách sloupku se navíc provádí na profilovacím stroji, čímž se snižuje ostrost a minimalizuje riziko poškrábání.
Materiál tvarovacích válců je Gcr15, což je vysoce uhlíková chromová ocel známá pro svou vynikající tvrdost a odolnost proti opotřebení. Válečky jsou chromovány pro prodloužení jejich životnosti. Hřídele jsou vyrobeny z materiálu 40Cr a procházejí tepelným zpracováním.
Letmý hydraulický řez

V této výrobní lince využíváme letmý řezací stroj, který se může pohybovat dopředu a dozadu v závislosti na rychlosti tváření, což umožňuje nepřetržitý průchod ocelových svitků tvářecím strojem a nůžkami.
Pokud vaše požadavky na výrobní rychlost spadají do rozsahu 0–12 m/min, vhodnější by byl pevný řezací stroj. V řešení „Pevný“ vyžaduje řezací stroj, aby se ocelová cívka během řezání zastavila, což má za následek mírně nižší celkovou rychlost linky ve srovnání s řešením „Pohyblivý“.
Hydraulická stanice
Naše hydraulická stanice je vybavena chladicími ventilátory, které efektivně odvádějí teplo, a tím zajišťují nepřetržitý provoz a zvyšují produktivitu. Hydraulická stanice se pyšní nízkou poruchovostí a dlouhou životností.
Řídicí skříň PLC a enkodér

Enkodér převádí snímanou délku ocelové cívky na elektrické signály přenášené do řídicí skříně PLC. V řídicí skříni lze řídit parametry, jako je výrobní rychlost, individuální výrobní výkon a délka řezu. Díky přesnému měření a zpětné vazbě z encoderu dokáže řezací stroj udržet přesnost řezu v rozmezí ±1 mm.
Zastavení řezání VS. Nepřetržité řezání
V procesu řezání jsou k dispozici dvě možnosti:
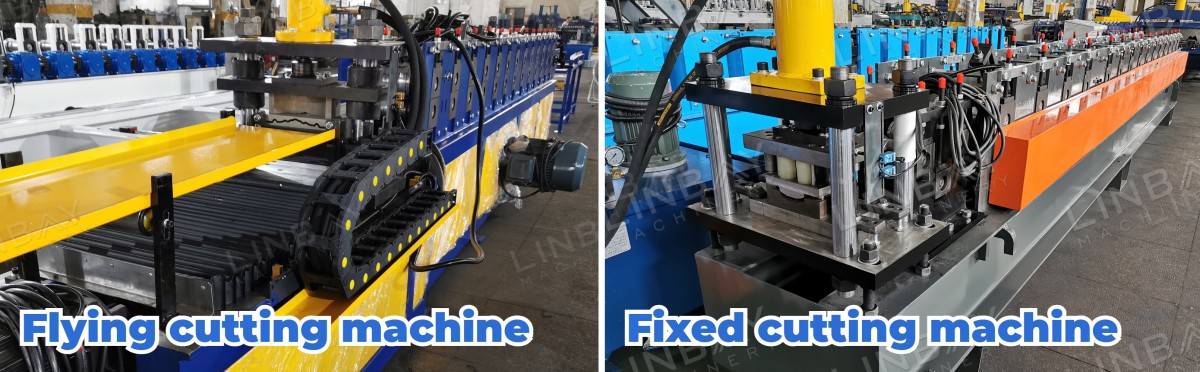
Řešení pro pevné řezání (zastavení pro řezání):Řezačka a základna válcovacího stroje jsou pevně spojeny. Během řezání se ocelová cívka zastaví v profilovacím lisě. Po odříznutí se ocelová cívka obnoví v pohybu dopředu.
Řešení pro řezání bez zastavení (řezání bez zastavení):Řezací stroj se lineárně pohybuje po kolejnicích na základně stroje a udržuje relativní nehybnost vzhledem k řeznému bodu. To umožňuje ocelové cívce plynulý posun a produkci.
Shrnutí a doporučení:
Řešení typu „létající“ nabízí ve srovnání s řešením „fixed“ vyšší výkon a rychlost výroby. Klienti si mohou vybrat na základě svých potřeb výrobní kapacity a plánů rozvoje. Pokud to rozpočet dovolí, může volba řešení „létající“ snížit budoucí potíže s modernizací linky a vyrovnat rozdíl v nákladech po dosažení vyššího výkonu.
1. Odvíječ

2. Krmení

3. Děrování

4. Stolice pro tváření válců

5. Pohonný systém

6. Řezací systém

Ostatní

Out tabulka






