









Profil

Metallgjerdestolper er en vanlig type gjerde i Europa, og ligner på treplankegjerdestolper. De er konstruert av 0,4–0,5 mm fargebelagt stål eller galvanisert stål, og tilbyr høy tilpasningsmulighet for former og farger. Gjerdets endekanter kan kuttes ovalt eller holdes rette.
Virkelig tilfelle - Hovedtekniske parametere
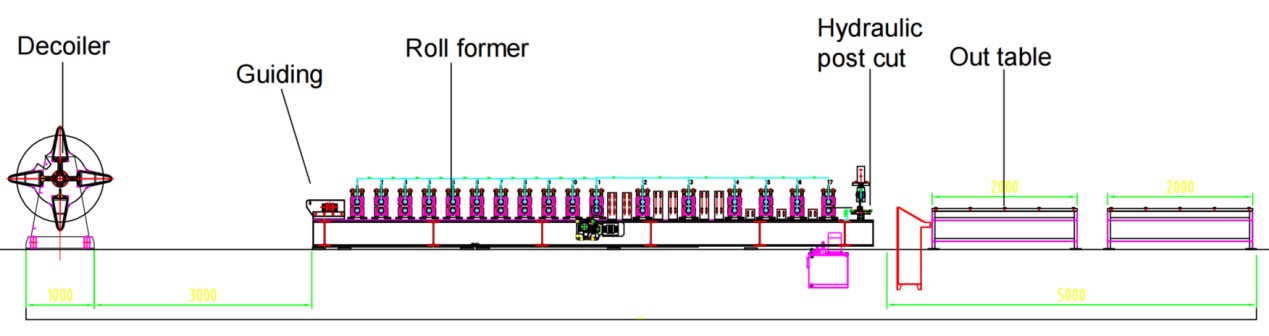
Flytskjema: Avspoler--Styring--Valsformingsmaskin--Hydraulisk utskjæringsbord
1. Linjehastighet: 0–12 m/min, justerbar
2. Egnet materiale: Galvanisert stål, forhåndsmalt stål
3. Materialtykkelse: 0,4–0,5 mm
4. Valseformingsmaskin: Veggpanelstruktur og kjededriftssystem
5. Kuttesystem: Stopp for å kutte etter valseformingsmaskinen, valseformeren stopper når den kuttes.
6. PLS-skap: Siemens-system.
Maskineri
1. Avspoler*1
2. Valseformemaskin * 1
3. Hydraulisk skjæremaskin * 1
4. Utebord * 2
5. PLS-kontrollskap * 1
6. Hydraulisk stasjon * 1
7. Reservedelsboks (gratis) * 1
Beskrivelse av det virkelige tilfellet
Avspoler
Kjerneutvidelsesenheten på avvikleren muliggjør justering av den indre diameteren for å tilpasse seg stålspoler med indre diametere fra 460–520 mm. I tillegg er avvikleren utstyrt med to sikkerhetsfunksjoner: pressarmen og den utvendige spoleholderen. Under spolebytte sikrer pressarmen stålspolen for å forhindre at den spretter opp og forårsaker skade på arbeiderne. Den utvendige spoleholderen forhindrer at stålspolen glir og faller av under avvikling.
Veiledning
Styrerullene vil effektivt dirigere stålspolen inn i formingsvalsene, og sikre presis justering mellom spolen og valseformingsmaskinen, og dermed redusere risikoen for bøying eller avvik.
Valsformingsmaskin

Valseformingsmaskinen er nøkkelkomponenten i hele produksjonslinjen. Denne maskinen har en veggpanelstruktur for formingsstasjonen, med kjededrevne formingsvalser. Gjerdestolpen er forsterket med flere ribber for å forbedre dens styrke og beskyttelsesegenskaper. I tillegg er kantbretting på begge sider av stolpen fullført på valseformingsmaskinen for å redusere skarphet og minimere risikoen for riper.
Formvalsene er laget av Gcr15-materiale, et kromholdig stål med høyt karboninnhold kjent for sin utmerkede hardhet og slitestyrke. Valsene er også forkrommet for å forlenge levetiden. Akslene er laget av 40Cr-materiale og gjennomgår varmebehandling for holdbarhet.
Hydraulisk kutt

Skjæremaskinen på denne produksjonslinjen har en fast base, noe som fører til at stålspolen stopper å bevege seg fremover under skjæring. Hvis du ønsker å øke produksjonshastigheten, tilbyr vi en flygende skjæremaskin. I den "flygende" konfigurasjonen kan basen på skjæremaskinen bevege seg fremover og bakover på sporet med samme hastighet som formemaskinen. Denne designen muliggjør kontinuerlig fremføring av stålspolen gjennom formemaskinen, noe som eliminerer behovet for å stoppe driften under skjæring og dermed forbedrer produksjonslinjens totale hastighet.
Hydraulisk stasjon
Vår hydrauliske stasjon er utstyrt med kjølevifter for effektiv varmeavledning, noe som sikrer kontinuerlig drift og forbedrer produktiviteten. Med lav feilrate og langvarig holdbarhet leverer vår hydrauliske stasjon pålitelig ytelse.
PLS-kontrollskap og encoder
Koderen konverterer den målte lengden på stålspolen til elektriske signaler som sendes til PLS-kontrollskapet. Inne i kontrollskapet kan parametere som produksjonshastighet, individuell produksjonsutgang og skjærelengde kontrolleres. Med presis måling og tilbakemelding fra koderen kan skjæremaskinen opprettholde skjærenøyaktighet innenfor ±1 mm.
Stopp for å kutte VS Non-stop for å kutte
I skjæreprosessen er det to alternativer tilgjengelige:

Fast skjæreløsning (Stopp for å skjære):Kutteren og basen på valseformingsmaskinen er fast forbundet. Under skjæring stopper stålspolen å bevege seg inn i valseformeren. Etter avskjæring gjenopptar stålspolen sin fremovergående bevegelse.
Flygende skjæreløsning (kutt uten stopp):Skjæremaskinen beveger seg lineært langs sporene på maskinbasen og opprettholder relativ stillhet i forhold til skjærepunktet. Dette gjør at stålspolen kan bevege seg kontinuerlig fremover og produsere.
Sammendrag og anbefaling:
Den flyvende løsningen tilbyr høyere produksjonshastighet og produksjonskapasitet sammenlignet med den faste løsningen. Kunder kan velge basert på produksjonskapasitetsbehov, budsjett og utviklingsplaner. Hvis budsjettet tillater det, kan valg av den flyvende løsningen redusere fremtidige problemer med linjeoppgraderinger og utligne kostnadsforskjellen etter å ha oppnådd høyere produksjon.
1. Avspoler

2. Fôring

3. Stansing

4. Valseformingsstativer

5. Kjøresystem

6. Skjæresystem

Andre

Utebord






