









Профиль

Металлические столбы для забора — распространённый тип ограждений в Европе, напоминающий деревянные столбы. Они изготавливаются из окрашенной или оцинкованной стали толщиной 0,4–0,5 мм, что позволяет варьировать форму и цвет по вашему желанию. Торцы забора можно обрезать до овальной формы или оставить прямыми.
Реальный случай — основные технические параметры
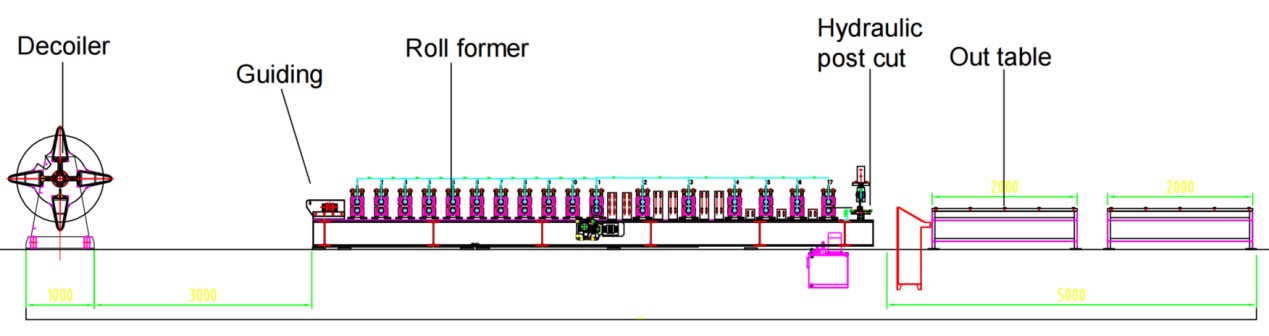
Блок-схема: Разматыватель – Направляющая – Профилегибочная машина – Гидравлический раскройный стол
1. Скорость линии: 0-12 м/мин, регулируемая
2. Подходящий материал: оцинкованная сталь, предварительно окрашенная сталь.
3.Толщина материала: 0,4-0,5 мм
4.Профилегибочная машина: конструкция стеновой панели и система цепного привода
5.Система резки: Остановка резки после профилегибочной машины, профилегибочная машина останавливается во время резки.
6. Шкаф ПЛК: система Siemens.
Машины
1.Разматыватель*1
2.Профилегибочная машина*1
3. Гидравлическая отрезная машина*1
4.Выходной стол*2
5. Шкаф управления ПЛК*1
6.Гидравлическая станция*1
7. Коробка с запасными частями (бесплатно)*1
Реальный случай-Описание
Разматыватель
Устройство расширения сердечника разматывателя позволяет регулировать внутренний диаметр для рулонов стали диаметром от 460 до 520 мм. Кроме того, разматыватель оснащён двумя предохранительными устройствами: прижимным рычагом и внешним фиксатором рулона. При замене рулона прижимной рычаг фиксирует рулон, предотвращая его отскакивание и травмирование рабочих. Внешний фиксатор рулона предотвращает соскальзывание и падение рулона во время разматывания.
Путеводитель
Направляющие ролики эффективно направляют рулон стали в формовочные ролики, обеспечивая точное совмещение рулона и профилегибочной машины, тем самым снижая риск изгиба или отклонения.
Профилегибочная машина

Профилегибочный станок является ключевым компонентом всей производственной линии. Он представляет собой конструкцию из стеновых панелей для формовочной станции с цепным приводом формовочных роликов. Столб ограждения усилен многочисленными ребрами жесткости для повышения его прочности и защитных свойств. Кроме того, на профилегибочном станке выполняется загиб кромок с обеих сторон столба для уменьшения остроты и минимизации риска царапин.
Формовочные ролики изготовлены из материала Gcr15 — высокоуглеродистой хромистой подшипниковой стали, известной своей превосходной твёрдостью и износостойкостью. Ролики также хромированы для продления срока службы. Валы изготовлены из материала 40Cr и прошли термообработку для повышения прочности.
Гидравлическая резка

Режущий станок на этой производственной линии имеет неподвижное основание, что останавливает движение рулона стали во время резки. Если вы хотите увеличить скорость производства, мы предлагаем летучий режущий станок. В конфигурации «летучий» основание режущего станка может двигаться вперёд и назад по направляющей с той же скоростью, что и формовочная машина. Такая конструкция обеспечивает непрерывное продвижение рулона стали через формовочную машину, устраняя необходимость остановки процесса резки и, таким образом, повышая общую скорость производственной линии.
Гидравлическая станция
Наша гидравлическая станция оснащена охлаждающими вентиляторами для эффективного отвода тепла, обеспечивая непрерывную работу и повышение производительности. Благодаря низкому уровню отказов и длительному сроку службы наша гидравлическая станция обеспечивает надежную работу.
Шкаф управления ПЛК и энкодер
Энкодер преобразует измеренную длину рулона стали в электрические сигналы, передаваемые в шкаф управления с ПЛК. В шкафу управления можно контролировать такие параметры, как скорость производства, производительность отдельного изделия и длину реза. Благодаря точным измерениям и обратной связи от энкодера, режущий станок может поддерживать точность резки в пределах ±1 мм.
Остановка для резки VS Безостановочная резка
В процессе резки возможны два варианта:

Решение для фиксированной резки (остановка резки):Резак и основание профилегибочной машины жёстко соединены. Во время резки рулон стали останавливается в профилегибочной машине. После резки рулон стали возобновляет поступательное движение.
Решение для летучей резки (резка без остановок):Режущий станок линейно перемещается по направляющим, установленным на основании станка, сохраняя относительную неподвижность точки реза. Это позволяет рулону стали непрерывно продвигаться и производить продукцию.
Резюме и рекомендации:
Решение «полёт» обеспечивает более высокую производительность и скорость производства по сравнению со стационарным решением. Клиенты могут выбирать с учётом своих потребностей в производственных мощностях, бюджета и планов развития. Если позволяет бюджет, решение «полёт» может снизить затраты на будущую модернизацию линии и компенсировать разницу в стоимости за счёт повышения производительности.
1. Разматыватель

2. Кормление

3.Пробивка

4. Стенды профилегибочные

5. Система привода

6. Режущая система

Другие

Внешний вид стола






