









Profil

Metallzaunpfosten sinn eng wäit verbreet Zort Zaun an Europa, déi ähnlech wéi hëlze Plankezaunpfosten ass. E gëtt aus 0,4-0,5 mm faarweg beschichtetem Stol oder galvaniséiertem Stol gemaach, wat eng héich Personnalisatioun a Form a Faarf bitt. D'Ennkante vum Zaun kënnen oval geschnidden oder riicht gehale ginn.
Real Fall - Haapttechnesch Parameteren
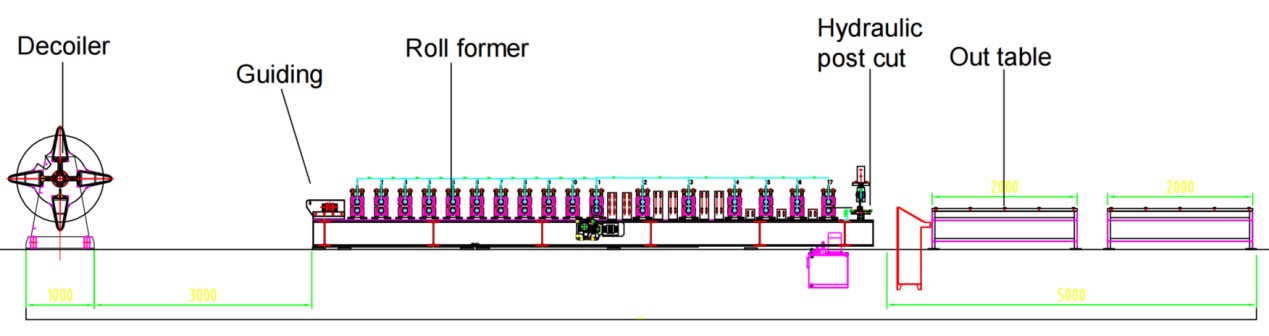
Flussdiagramm: Decoiler--Guiding--Rollformmaschinn--Hydrauleschen Ausschneiden--Dësch
1. Linngeschwindegkeet: 0-12 m/min, justierbar
2. Geeignet Material: Galvaniséierte Stol, virlackéierte Stol
3. Materialdicke: 0,4-0,5 mm
4. Rollformmaschinn: Wandpaneelstruktur a Kettenundriffssystem
5. Schneidsystem: Stop fir ze schneiden no der Rollformmaschinn, Rollformer stoppt beim Schneiden.
6. PLC-Schrank: Siemens-System.
Maschinnen
1. Decoiler*1
2. Rollformmaschinn * 1
3. Hydraulesch Schneidmaschinn * 1
4. Dësch dobaussen * 2
5. PLC-Steierschrank * 1
6. Hydraulesch Statioun * 1
7. Ersatzdeelerkëscht (gratis) * 1
Beschreiwung vum richtege Fall
Decoiler
D'Kärexpansiounsvorrichtung um Entwikkeler erlaabt d'Upassung vum bannenzegen Duerchmiesser fir Stahlrollen mat bannenzegen Duerchmiesser tëscht 460 a 520 mm z'ënnerstëtzen. Zousätzlech ass den Entwikkeler mat zwou Sécherheetsfeatures ausgestatt: den Drockarm an d'Spiralhalterung no baussen. Beim Austausch vun der Roll séchert den Drockarm d'Stolroll, fir ze verhënneren, datt se eropspréngt a Verletzunge vun de Mataarbechter verursaacht. D'Spiralhalterung no baussen verhënnert, datt d'Stolroll beim Ofrullen rutscht a fällt.
Guidéieren
D'Féierungsrollen leeden d'Stolroll effektiv an d'Formrollen a garantéieren eng präzis Ausriichtung tëscht der Roll an der Rollformmaschinn, wouduerch de Risiko vu Biegen oder Ofwäichunge reduzéiert gëtt.
Rollformmaschinn

D'Rollformmaschinn ass de Schlësselkomponent vun der ganzer Produktiounslinn. Dës Maschinn huet eng Wandpaneelstruktur fir d'Formstatioun, mat Kettenugedriwwenen Formrollen. De Zaunpfosten ass mat verschiddene Rippen verstäerkt fir seng Stäerkt a Schutzméiglechkeeten ze verbesseren. Zousätzlech gëtt d'Kantefalzung op béide Säite vum Pfosten op der Rollformmaschinn ofgeschloss fir d'Schärft ze reduzéieren an de Risiko vu Kratzer ze minimiséieren.
D'Formrollen si aus Gcr15-Material gemaach, engem Chromhaltestol mat héijem Kuelestoffgehalt, deen fir seng exzellent Häert a Verschleißbeständegkeet bekannt ass. D'Rollen si verchromt fir hir Liewensdauer ze verlängeren. D'Wellen si aus 40Cr-Material gemaach a gi fir hir Haltbarkeet hëtzebehandelt.
Hydraulesch Schnëtt

D'Schneidmaschinn op dëser Produktiounslinn huet eng fix Basis, wouduerch d'Stolroll beim Schneiden net méi no vir beweegt. Wann Dir d'Produktiounsgeschwindegkeet erhéije wëllt, bidden mir eng fléiend Schneidmaschinn un. An der "Fléiend" Konfiguratioun kann d'Basis vun der Schneidmaschinn op der Bunn mat der selwechter Geschwindegkeet wéi d'Formmaschinn no vir an no hannen beweegen. Dësen Design erlaabt eng kontinuéierlech Beweegung vun der Stolroll duerch d'Formmaschinn, wouduerch d'Noutwennegkeet eliminéiert gëtt, de Betrib beim Schneiden ze stoppen an doduerch d'Gesamtgeschwindegkeet vun der Produktiounslinn erhéicht gëtt.
Hydraulesch Statioun
Eis hydraulesch Statioun ass mat Killventilatoren ausgestatt, fir d'Hëtzt effizient ofzeféieren, wat e kontinuéierleche Betrib garantéiert an d'Produktivitéit erhéicht. Mat enger gerénger Ausfallquote an enger laanger Haltbarkeet liwwert eis hydraulesch Statioun eng zouverlässeg Leeschtung.
PLC-Steierschrank & Encoder
Den Encoder konvertéiert déi gemoossen Längt vun der Stahlspiral an elektresch Signaler, déi un de PLC-Steierschrank weidergeleet ginn. Am Steierschrank kënnen Parameter wéi Produktiounsgeschwindegkeet, individuell Produktiounsleistung a Schnëttlängt kontrolléiert ginn. Mat präziser Miessung a Feedback vum Encoder kann d'Schnëttmaschinn eng Schnëttgenauegkeet bannent ±1 mm halen.
Stop fir ze schneiden VS Non-Stop fir ze schneiden
Beim Schneidprozess ginn et zwou Méiglechkeeten:

Fix Schnëttléisung (Stop fir ze schneiden):D'Fräsmaschinn an d'Basis vun der Rollformmaschinn sinn fest verbonnen. Beim Schnëtt hält d'Stolroll op, sech an d'Rollformmaschinn ze bewegen. Nom Ofschneiden geet d'Stolroll weider no vir.
Fléiend Schneidléisung (Non-Stop beim Schneiden):D'Schneidmaschinn beweegt sech linear laanscht d'Schinne vun der Maschinnbasis a bleift relativ roueg mam Schneidpunkt. Dëst erlaabt der Stolspiral kontinuéierlech virunzekommen a produzéieren.
Resumé a Empfehlung:
Déi fléiend Léisung bitt eng méi héich Leeschtung a Produktiounsgeschwindegkeet am Verglach mat der fixer Léisung. D'Clienten kënnen op Basis vun hire Produktiounskapazitéitsbedürfnisser, Budget a Pläng fir Entwécklung wielen. Wann de Budget et erlaabt, kann d'Wiel vun der fléiender Léisung zukünfteg Problemer mat der Linnupgrade reduzéieren an den Ënnerscheed an de Käschten ausgläichen, nodeems eng méi héich Leeschtung erreecht gouf.
1. Decoiler

2. Fütterung

3. Stanzen

4. Rollformstänner

5. Fuersystem

6. Schneidsystem

Anerer

Dësch eraus






