








Profil

Metallzaun ass eng populär Wiel fir Zaunen an Europa, ähnlech wéi traditionell Holzplankezaunen. Gemaach aus 0,4-0,5 mm faarweg beschichtetem Stol oder galvaniséiertem Stol, bitt en Haltbarkeet an ästheteschen Appel. D'Ennkanten vum Zaun kënnen mat ovalen oder geraden Schnëtter personaliséiert ginn.
Real Fall - Haapttechnesch Parameteren
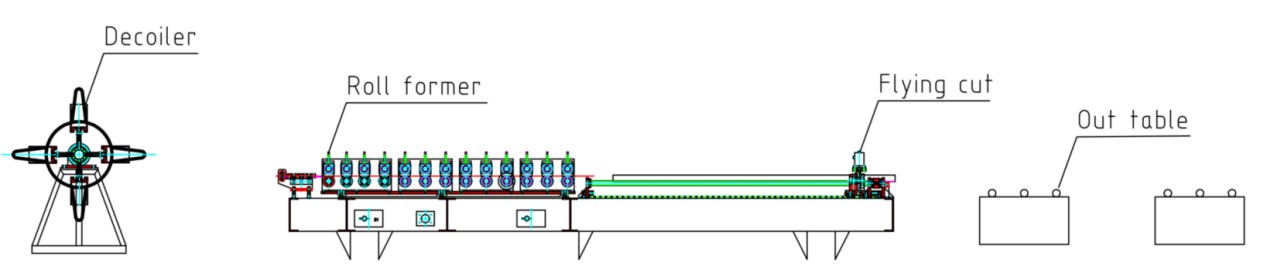
Flussdiagramm: Decoiler--Guiding--Rollformmaschinn--Fléiend hydraulesch Ausschneidendësch
1. Linngeschwindegkeet: 0-20m/min, justierbar
2. Geeignet Material: Galvaniséierte Stol, virlackéierte Stol
3. Materialdicke: 0,4-0,5 mm
4. Rollformmaschinn: Wandpaneelstruktur a Kettenundriffssystem
5. Schneidsystem: Fléiend Schneiden no der Rollformmaschinn, d'Rollformmaschinn hält net op beim Schneiden.
6. PLC-Schrank: Siemens-System.
Echt Fallmaschinnen
1. Decoiler*1
2. Rollformmaschinn * 1
3. Fléiend hydraulesch Schneidmaschinn * 1
4. Dësch dobaussen * 2
5. PLC-Steierschrank * 1
6. Hydraulesch Statioun * 1
7. Ersatzdeelerkëscht (gratis) * 1
Beschreiwung vum richtege Fall
Decoiler
Den Ofwikkeler ass mat zwou Sécherheetsvorrichtungen ausgestatt: dem Pressarm an der äusserer Spulenhalterung. Wärend dem Spulenwiessel séchert den Pressarm d'Stolspiral a verhënnert, datt se eropspréngt a Verletzunge vun de Mataarbechter verursaacht. Déi äusser Spulenhalterung verhënnert, datt d'Spul beim Ofrollen rutscht a fällt.
Guidéieren
D'Féierungsrollen suergen fir d'Ausriichtung tëscht der Stahlroll an der Mëttellinn vun der Rollformmaschinn, wouduerch Verzerrungen beim Formprozess verhënnert ginn. Virum Versand moosse mir an dokumentéiere mir d'Distanzen vun de Féierungsrollen a ginn eise Clienten detailléiert Instruktiounen fir eng rechtzäiteg Maschinneinstellung nom Empfang.
Rollformmaschinn

D'Rollformmaschinn ass dat zentralt Element vun der ganzer Produktiounslinn. Dës Maschinn benotzt eng Wandpaneelstruktur fir d'Formstatioun. D'Rotatioun vun de Formrollen gëtt vun engem Kettenmechanismus ugedriwwen.
De Mast huet verschidde Verstäerkungsrippen, déi seng Stäerkt a Schutzméiglechkeeten erhéijen. Zousätzlech gëtt de Kantenfaltprozess op béide Säite vum Mast op der Rollformmaschinn ofgeschloss, wat d'Schärft reduzéiert an de Risiko vu Kratzer miniméiert.
D'Material vun de Formrollen ass Gcr15, e Chromhaltestahl mat héijem Kuelestoffgehalt, dee fir seng exzellent Häert a Verschleißbeständegkeet bekannt ass. D'Rollen si verchromt fir hir Liewensdauer ze verlängeren. D'Wellen si aus 40Cr-Material gemaach a ginn enger Hëtztbehandlung duerchgefouert.
Fléiend hydraulesch Schnëtt

An dëser Produktiounslinn benotze mir eng fléiend Schnëttmaschinn, déi sech no vir an no hannen beweege kann, fir der Formgeschwindegkeet unzepassen, sou datt d'Stolrollen kontinuéierlech duerch d'Formmaschinn a schneiden kënnen.
Wann Är Ufuerderunge fir d'Produktiounsgeschwindegkeet am Beräich vun 0-12 m/min leien, wier eng fix Schnëttmaschinn méi gëeegent. An der "Fixer" Léisung verlaangt d'Schnëttmaschinn, datt d'Stolroll sech beim Schnëtt net no vir beweegt, wat zu enger liicht méi lueser Gesamtlinngeschwindegkeet am Verglach mat der "Fléiender" Léisung féiert.
Hydraulesch Statioun
Eis hydraulesch Statioun ass mat Killventilatoren ausgestatt, déi d'Hëtzt effizient ofleeden, fir e kontinuéierleche Betrib ze garantéieren an d'Produktivitéit ze erhéijen. D'hydraulesch Statioun besticht duerch eng niddreg Ausfallquote an eng laang Haltbarkeet.
PLC-Steierschrank & Encoder

Den Encoder konvertéiert déi gemoossen Längt vun der Stahlspiral an elektresch Signaler, déi un de PLC-Steierschrank weidergeleet ginn. Am Steierschrank kënnen Parameter wéi Produktiounsgeschwindegkeet, individuell Produktiounsleistung a Schnëttlängt kontrolléiert ginn. Mat präziser Miessung a Feedback vum Encoder kann d'Schnëttmaschinn eng Schnëttgenauegkeet bannent ±1 mm halen.
Stop fir ze schneiden VS Non-Stop fir ze schneiden
Beim Schneidprozess ginn et zwou Méiglechkeeten:
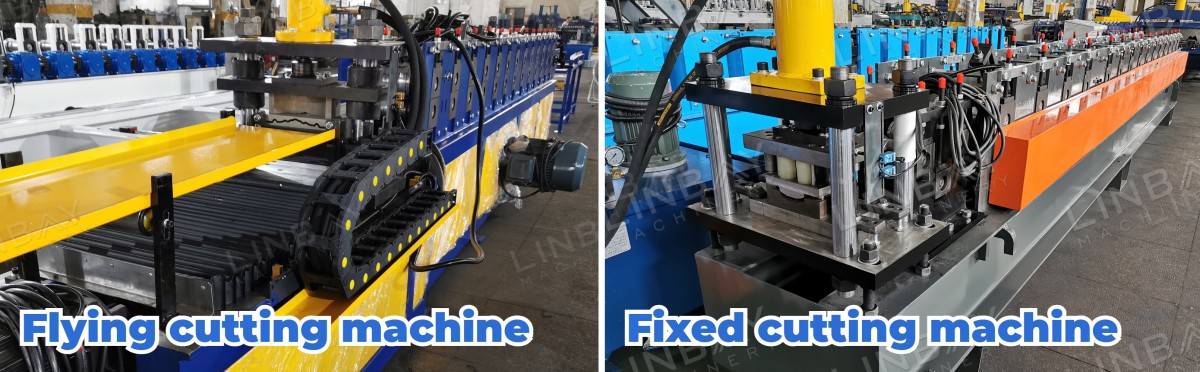
Fix Schnëttléisung (Stop fir ze schneiden):D'Fräsmaschinn an d'Basis vun der Rollformmaschinn sinn fest verbonnen. Beim Schnëtt hält d'Stolroll op, sech an d'Rollformmaschinn ze bewegen. Nom Ofschneiden geet d'Stolroll weider no vir.
Fléiend Schneidléisung (Non-Stop beim Schneiden):D'Schneidmaschinn beweegt sech linear laanscht d'Schinne vun der Maschinnbasis a bleift relativ roueg mam Schneidpunkt. Dëst erlaabt der Stolspiral kontinuéierlech virunzekommen a produzéieren.
Resumé a Empfehlung:
Déi fléiend Léisung bitt eng méi héich Leeschtung a Produktiounsgeschwindegkeet am Verglach mat der fixer Léisung. D'Clienten kënnen op Basis vun hire Produktiounskapazitéitsbedürfnisser a Entwécklungspläng wielen. Wann de Budget et erlaabt, kann d'Wiel vun der fléiender Léisung zukünfteg Problemer mat der Linnupgrade reduzéieren an den Ënnerscheed an de Käschten ausgläichen, nodeems eng méi héich Leeschtung erreecht gouf.
1. Decoiler

2. Fütterung

3. Stanzen

4. Rollformstänner

5. Fuersystem

6. Schneidsystem

Anerer

Dësch eraus






