








Profil

Metallgjerde er et populært valg for gjerder i Europa, og ligner tradisjonelt treplankegjerde. Laget av 0,4–0,5 mm fargebelagt stål eller galvanisert stål, gir det holdbarhet og estetisk appell. Gjerdets endekanter kan tilpasses med ovale eller rette kutt.
Virkelig tilfelle - Hovedtekniske parametere
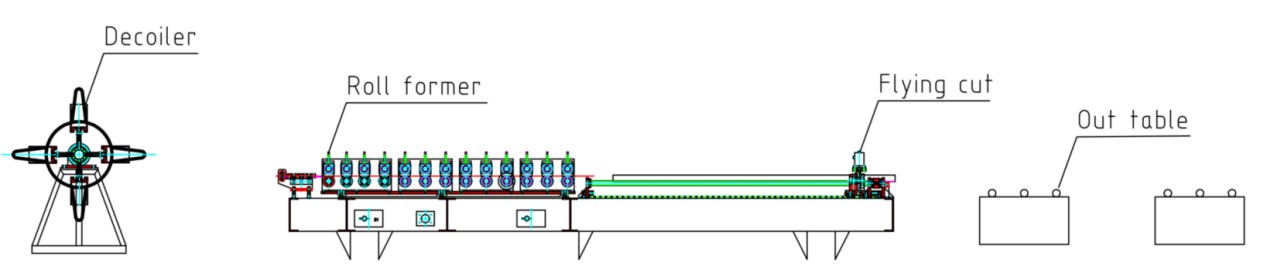
Flytskjema: Avspoler--Styring--Valsformingsmaskin--Flygende hydraulisk utskjæringsbord
1. Linjehastighet: 0-20m/min, justerbar
2. Egnet materiale: Galvanisert stål, forhåndsmalt stål
3. Materialtykkelse: 0,4–0,5 mm
4. Valseformingsmaskin: Veggpanelstruktur og kjededriftssystem
5. Skjæresystem: Flygende skjæring etter valseformingsmaskin, valseformeren stopper ikke når den skjæres.
6. PLS-skap: Siemens-system.
Ekte maskineri
1. Avspoler*1
2. Valseformemaskin * 1
3. Flygende hydraulisk skjæremaskin * 1
4. Utebord * 2
5. PLS-kontrollskap * 1
6. Hydraulisk stasjon * 1
7. Reservedelsboks (gratis) * 1
Beskrivelse av det virkelige tilfellet
Avspoler
Avspoleren er utstyrt med to sikkerhetsanordninger: pressarmen og den utvendige spoleholderen. Under spoleutskiftingsprosessen sikrer pressarmen stålspolen og forhindrer at den spretter opp og forårsaker skade på arbeiderne. Den utvendige spoleholderen forhindrer at spolen glir og faller av under avvikling.
Veiledning
Styrerullene sikrer justering mellom stålspolen og valseformingsmaskinens senterlinje, noe som forhindrer forvrengning under formingsprosessen. Før forsendelse måler og dokumenterer vi avstandene til styrerullene, og gir kundene våre detaljerte instruksjoner for rettidig maskinjustering ved mottak.
Valsformingsmaskin

Valseformingsmaskinen er den sentrale komponenten i hele produksjonslinjen. Denne maskinen bruker en veggpanelstruktur som formingsstasjon. Rotasjonen av formingsvalsene drives av en kjedemekanisme.
Gjerdestolpen har flere forsterkningsribber som forbedrer styrken og beskyttelsesegenskapene. I tillegg fullføres kantfoldingen på begge sider av stolpen på valseformemaskinen, noe som reduserer skarphet og minimerer risikoen for riper.
Materialet i formingsvalsene er Gcr15, et kromholdig stål med høyt karboninnhold som er kjent for sin utmerkede hardhet og slitestyrke. Valsene er forkrommet for å forlenge levetiden. Akslene er laget av 40Cr-materiale og gjennomgår varmebehandling.
Flygende hydraulisk kutt

I denne produksjonslinjen bruker vi en flygende skjæremaskin som kan bevege seg fremover og bakover for å matche formehastigheten, noe som muliggjør kontinuerlig passasje av stålspoler gjennom formemaskinen og skjæringen.
Hvis kravene til produksjonshastighet ligger innenfor området 0–12 m/min, vil en fast skjæremaskin være mer passende. I den «faste» løsningen krever skjæremaskinen at stålspolen stopper å bevege seg fremover under skjæring, noe som resulterer i en litt lavere total linjehastighet sammenlignet med den «flygende» løsningen.
Hydraulisk stasjon
Vår hydrauliske stasjon er utstyrt med kjølevifter som effektivt avleder varme for å sikre kontinuerlig drift og øke produktiviteten. Den hydrauliske stasjonen har lav feilrate og lang holdbarhet.
PLS-kontrollskap og encoder

Koderen konverterer den målte lengden på stålspolen til elektriske signaler som sendes til PLS-kontrollskapet. Inne i kontrollskapet kan parametere som produksjonshastighet, individuell produksjonsutgang og skjærelengde kontrolleres. Med presis måling og tilbakemelding fra koderen kan skjæremaskinen opprettholde skjærenøyaktighet innenfor ±1 mm.
Stopp for å kutte VS Non-stop for å kutte
I skjæreprosessen er det to alternativer tilgjengelige:
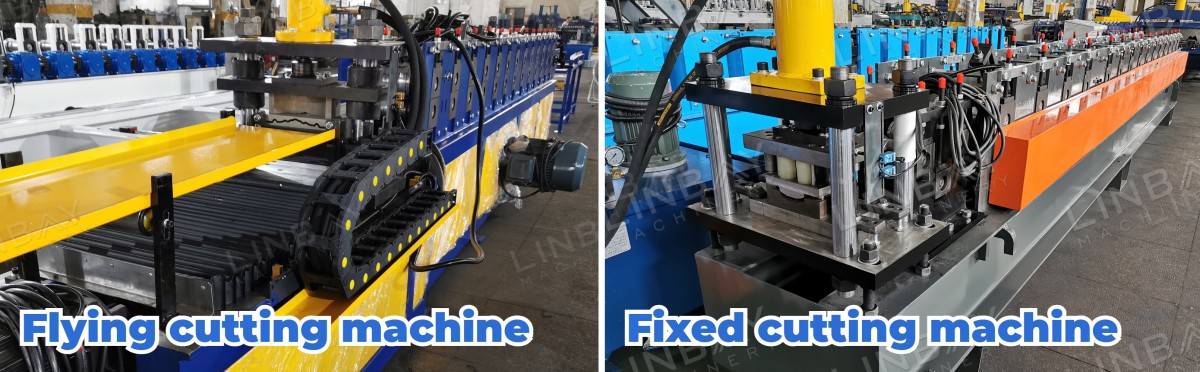
Fast skjæreløsning (Stopp for å skjære):Kutteren og basen på valseformingsmaskinen er fast forbundet. Under skjæring stopper stålspolen å bevege seg inn i valseformeren. Etter avskjæring gjenopptar stålspolen sin fremovergående bevegelse.
Flygende skjæreløsning (kutt uten stopp):Skjæremaskinen beveger seg lineært langs sporene på maskinbasen og opprettholder relativ stillhet i forhold til skjærepunktet. Dette gjør at stålspolen kan bevege seg kontinuerlig fremover og produsere.
Sammendrag og anbefaling:
Den flyvende løsningen tilbyr høyere produksjonshastighet og produksjonskapasitet sammenlignet med den faste løsningen. Kunder kan velge basert på sine produksjonskapasitetsbehov og utviklingsplaner. Hvis budsjettet tillater det, kan valg av den flyvende løsningen redusere fremtidige problemer med linjeoppgraderinger og utligne kostnadsforskjellen etter å ha oppnådd høyere produksjon.
1. Avspoler

2. Fôring

3. Stansing

4. Valseformingsstativer

5. Kjøresystem

6. Skjæresystem

Andre

Utebord






