








Профиль

Металлический забор — популярный выбор для ограждений в Европе, напоминающий традиционные деревянные дощатые ограждения. Изготовленный из окрашенной или оцинкованной стали толщиной 0,4–0,5 мм, он обеспечивает долговечность и эстетичный внешний вид. Торцы забора можно оформить овальными или прямыми срезами.
Реальный случай — основные технические параметры
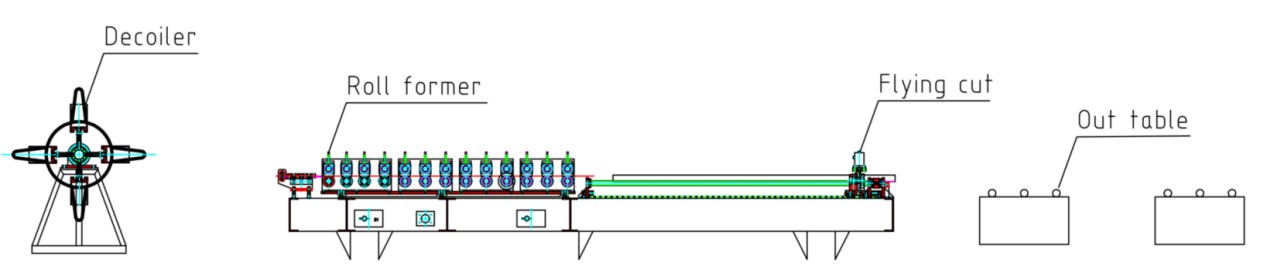
Блок-схема: Разматыватель – Направляющая – Профилегибочная машина – Гидравлический летающий раскройный стол
1.Скорость линии: 0-20 м/мин, регулируемая
2. Подходящий материал: оцинкованная сталь, предварительно окрашенная сталь.
3.Толщина материала: 0,4-0,5 мм
4.Профилегибочная машина: конструкция стеновой панели и система цепного привода
5.Система резки: Летучая резка после профилегибочной машины, профилегибочная машина не останавливается во время резки.
6. Шкаф ПЛК: система Siemens.
Реальный случай-Машины
1.Разматыватель*1
2.Профилегибочная машина*1
3. Летающая гидравлическая режущая машина*1
4.Выходной стол*2
5. Шкаф управления ПЛК*1
6.Гидравлическая станция*1
7. Коробка с запасными частями (бесплатно)*1
Реальный случай-Описание
Разматыватель
Разматыватель оснащён двумя предохранительными устройствами: прижимным рычагом и внешним фиксатором рулона. Во время замены рулона прижимной рычаг фиксирует рулон, предотвращая его отскакивание и травмирование рабочих. Внешний фиксатор рулона предотвращает соскальзывание и падение рулона во время размотки.
Путеводитель
Направляющие ролики обеспечивают выравнивание рулона стали относительно осевой линии профилегибочной машины, предотвращая деформацию в процессе профилирования. Перед отправкой мы измеряем и документируем расстояние между направляющими роликами, предоставляя нашим клиентам подробные инструкции для своевременной настройки машины после получения.
Профилегибочная машина

Профилегибочный станок является ключевым компонентом всей производственной линии. Станция формования выполнена в виде стеновой панели. Вращение формовочных роликов осуществляется цепным механизмом.
Столб ограждения оснащен несколькими ребрами жесткости, что повышает его прочность и защитные свойства. Кроме того, кромки столба с обеих сторон загибаются на профилегибочном станке, что снижает остроту и минимизирует риск появления царапин.
Материал формовочных роликов – высокоуглеродистая хромистая подшипниковая сталь Gcr15, известная своей высокой твёрдостью и износостойкостью. Ролики хромированы для продления срока службы. Валы изготовлены из стали 40Cr и прошли термообработку.
Летающая гидравлическая резка

В этой производственной линии мы используем летучую отрезную машину, которая может двигаться вперед и назад в соответствии со скоростью формовки, обеспечивая непрерывное прохождение стальных рулонов через формовочную машину и ножницы.
Если ваши требования к скорости производства лежат в диапазоне от 0 до 12 м/мин, вам больше подойдёт стационарный отрезной станок. В варианте «Стационарный» отрезной станок требует остановки рулона стали во время резки, что приводит к несколько более низкой общей скорости линии по сравнению с вариантом «Летучий».
Гидравлическая станция
Наша гидравлическая станция оснащена охлаждающими вентиляторами, которые эффективно рассеивают тепло, обеспечивая непрерывную работу и повышая производительность. Гидравлическая станция отличается низкой частотой отказов и длительным сроком службы.
Шкаф управления ПЛК и энкодер

Энкодер преобразует измеренную длину рулона стали в электрические сигналы, передаваемые в шкаф управления с ПЛК. В шкафу управления можно контролировать такие параметры, как скорость производства, производительность отдельного изделия и длину реза. Благодаря точным измерениям и обратной связи от энкодера, режущий станок может поддерживать точность резки в пределах ±1 мм.
Остановка для резки VS Безостановочная резка
В процессе резки возможны два варианта:
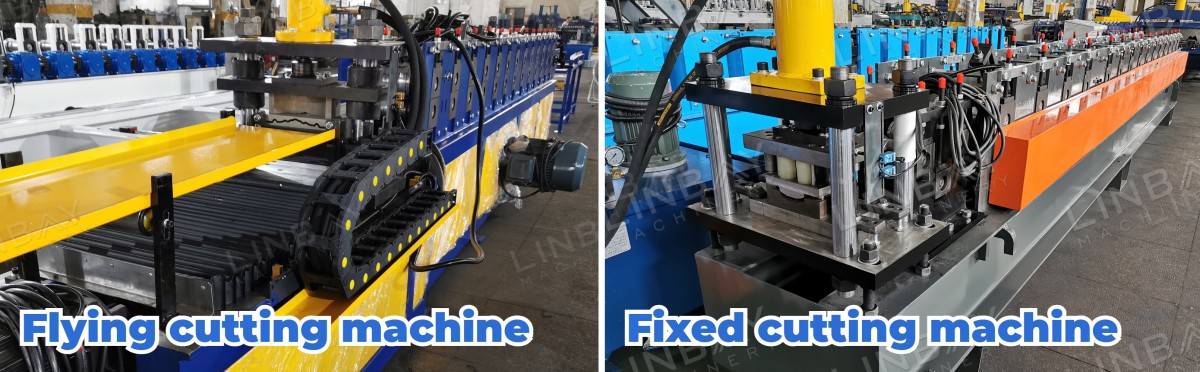
Решение для фиксированной резки (остановка резки):Резак и основание профилегибочной машины жёстко соединены. Во время резки рулон стали останавливается в профилегибочной машине. После резки рулон стали возобновляет поступательное движение.
Решение для летучей резки (резка без остановок):Режущий станок линейно перемещается по направляющим, установленным на основании станка, сохраняя относительную неподвижность точки реза. Это позволяет рулону стали непрерывно продвигаться и производить продукцию.
Резюме и рекомендации:
Решение «полёт» обеспечивает более высокую производительность и скорость производства по сравнению со стационарным решением. Клиенты могут выбирать, исходя из своих потребностей в производственных мощностях и планов развития. При наличии бюджета выбор решения «полёт» может снизить затраты на будущую модернизацию линии и компенсировать разницу в стоимости за счёт повышения производительности.
1. Разматыватель

2. Кормление

3.Пробивка

4. Стенды профилегибочные

5. Система привода

6. Режущая система

Другие

Внешний вид стола

Отправьте нам Ваше сообщение:
-

Conformadora для совместной работы
-

Perfiladora de Polines Estructurales
-

Профилегибочная машина для производства гофрированных кровельных панелей
-

Машина для изготовления CZ-прогонов из предварительно окрашенной оцинкованной стали
-

Конформадора Ламина Лосасеро
-

Профилегибочная машина для производства прогонов CZ