








Профіль

Металічная агароджа — папулярны выбар для агароджвання ў Еўропе, яна нагадвае традыцыйныя драўляныя дошкі. Вырабленая з пакрытай каляровымі пакрыццямі сталі або ацынкаванай сталі таўшчынёй 0,4-0,5 мм, яна забяспечвае трываласць і эстэтычную прывабнасць. Тарцовыя краю агароджы можна зрабіць авальнымі або прамымі.
Рэальны выпадак - асноўныя тэхнічныя параметры
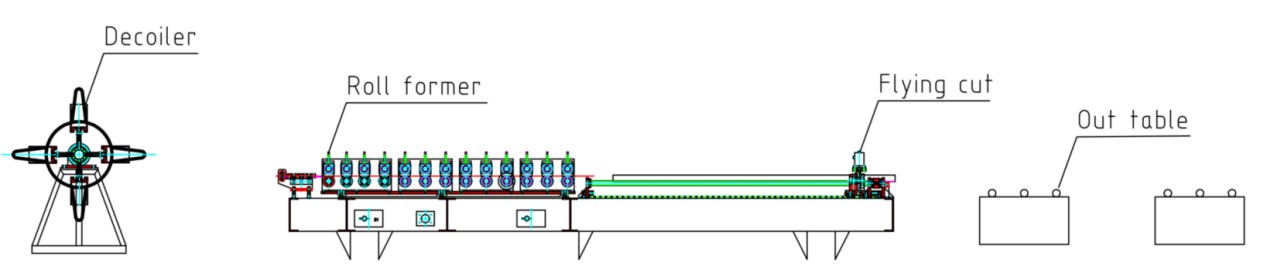
Блок-схема: размотчык — накіроўвалы — прафіляльны станок — лятаючы гідраўлічны адключальны стол
1. Хуткасць лініі: 0-20 м/мін, рэгуляваная
2. Падыходны матэрыял: ацынкаваная сталь, папярэдне пафарбаваная сталь
3. Таўшчыня матэрыялу: 0,4-0,5 мм
4. Машына для фармавання ролікаў: канструкцыя сценных панэляў і сістэма ланцуговага прывада
5. Сістэма рэзкі: лятаючая рэзка пасля ролікавага фармавальнага станка, ролікавы фарміравальнік не спыняецца падчас рэзкі.
6. Шафа ПЛК: сістэма Siemens.
Сапраўдная машына для кейсаў
1. Размотчык*1
2. Машына для фармавання ролікаў*1
3. Лятаючы гідраўлічны рэжучы станок * 1
4. Выхадны стол*2
5. Шафа кіравання ПЛК * 1
6. Гідраўлічная станцыя*1
7. Каробка запасных частак (бясплатна) * 1
Апісанне рэальнага выпадку
Размотчык
Размотчык абсталяваны двума прыладамі бяспекі: прыціскным рычагом і вонкавым фіксатарам рулона. Падчас працэсу замены рулона прыціскны рычаг фіксуе сталёвы рулон, не даючы яму выскокваць і траўмаваць работнікаў. Знешні фіксатар рулона прадухіляе слізгаценне і падзенне рулона падчас размоткі.
Кіраўніцтва
Накіроўвальныя ролікі забяспечваюць выраўноўванне паміж сталёвым рулонам і цэнтральнай лініяй ролікавага фармавальнага станка, прадухіляючы дэфармацыю падчас працэсу фармавання. Перад адпраўкай мы вымяраем і дакументуем адлегласці паміж накіроўвальнымі ролікамі, прадастаўляючы нашым кліентам падрабязныя інструкцыі па своечасовай рэгуляванні станка пасля атрымання.
Машына для фармавання ролікаў

Прафіляцыйная машына з'яўляецца ключавым кампанентам усёй вытворчай лініі. У якасці фармовачнай станцыі гэтая машына выкарыстоўвае канструкцыю з насценных панэляў. Кручэнне фармовачных ролікаў прыводзіцца ў рух ланцуговым механізмам.
Слуп плота мае некалькі ўзмацняльных рэбраў, што павышае яго трываласць і ахоўныя ўласцівасці. Акрамя таго, працэс загінання краёў з абодвух бакоў слупа выконваецца на ролікавым станку, што зніжае вастрыню і мінімізуе рызыку драпін.
Матэрыял фармавальных ролікаў — Gcr15, высокавугляродзістая храмаваная сталь, вядомая сваёй выдатнай цвёрдасцю і зносаўстойлівасцю. Ролікі храмаваныя для падаўжэння тэрміну службы. Валы выраблены з матэрыялу 40Cr і прайшлі тэрмічную апрацоўку.
Лятаючы гідраўлічны разрэз

На гэтай вытворчай лініі мы выкарыстоўваем лятаючую рэжучую машыну, якая можа рухацца наперад і назад у залежнасці ад хуткасці фарміравання, што дазваляе бесперапынна праходзіць сталёвыя рулоны праз фарміруючую машыну і зніжкі.
Калі вашы патрабаванні да хуткасці вытворчасці знаходзяцца ў дыяпазоне 0-12 м/мін, больш падыдзе фіксаваная рэжучая машына. У рашэнні «Фіксаваная» рэжучая машына патрабуе, каб сталёвы рулон спыняўся падчас рэзкі, што прыводзіць да крыху меншай агульнай хуткасці лініі ў параўнанні з рашэннем «Палёт».
Гідраўлічная станцыя
Наша гідраўлічная станцыя абсталявана вентылятарамі астуджэння, якія эфектыўна рассейваюць цяпло, забяспечваючы бесперапынную працу і павышаючы прадукцыйнасць. Гідраўлічная станцыя мае нізкі ўзровень паломак і доўгі тэрмін службы.
Шафа кіравання ПЛК і энкодэр

Энкодэр пераўтварае вымераную даўжыню сталёвай шпулькі ў электрычныя сігналы, якія перадаюцца ў шафу кіравання ПЛК. У шафе кіравання можна кантраляваць такія параметры, як хуткасць вытворчасці, аб'ём вытворчасці і даўжыня рэзкі. Дзякуючы дакладным вымярэнням і зваротнай сувязі ад энкодэра, рэжучая машына можа падтрымліваць дакладнасць рэзкі ў межах ±1 мм.
Спыніцца для рэзкі супраць бесперапыннага рэзання
У працэсе рэзкі ёсць два варыянты:
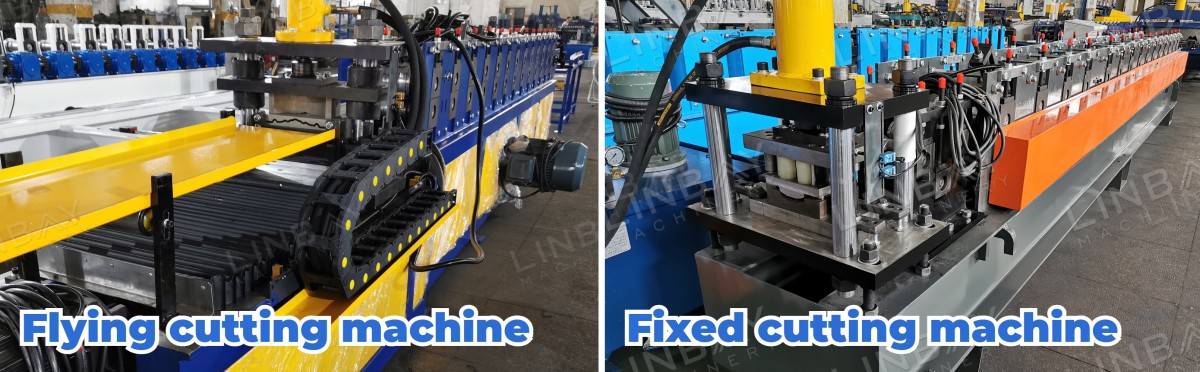
Фіксаванае рашэнне для рэзкі (спыніце рэзку):Рэзак і аснова ролікапрагібавальнай машыны нерухома злучаныя. Падчас рэзкі сталёвы рулон спыняецца ў роліку. Пасля адрэзкі сталёвы рулон аднаўляе свой рух наперад.
Рашэнне для рэзкі без прыпынку (рэзаць без перапынку):Рэжучая машына рухаецца лінейна па рэйках на аснове машыны, захоўваючы адносную нерухомасць адносна кропкі рэзкі. Гэта дазваляе сталёвай стужцы бесперапынна прасоўвацца і вырабляць.
Кароткі змест і рэкамендацыі:
Лятаючае рашэнне прапануе больш высокую прадукцыйнасць і хуткасць вытворчасці ў параўнанні са стацыянарным рашэннем. Кліенты могуць выбіраць у залежнасці ад сваіх патрэб у вытворчых магутнасцях і планаў развіцця. Калі дазваляе бюджэт, выбар лятаючага рашэння можа паменшыць праблемы з мадэрнізацыяй лініі ў будучыні і кампенсаваць розніцу ў кошце пасля атрымання больш высокай прадукцыйнасці.
1. Размотчык

2. Кармленне

3. Штампоўка

4. Станды для прафілявання

5. Сістэма кіравання

6. Сістэма рэзкі

Іншыя

Аўт-стол






