








Profil

Ogrodzenia metalowe to popularny wybór w Europie, przypominający tradycyjne ogrodzenia z desek. Wykonane z malowanej stali o grubości 0,4-0,5 mm lub ocynkowanej, zapewniają trwałość i estetyczny wygląd. Krawędzie końcowe ogrodzenia można dostosować, wybierając owalne lub proste cięcia.
Przypadek rzeczywisty – główne parametry techniczne
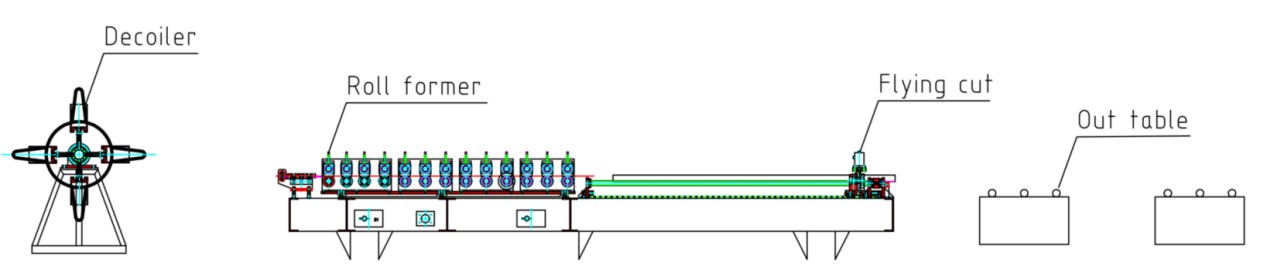
Schemat blokowy: Rozwijarka – Prowadnica – Maszyna do gięcia rolek – Hydrauliczny stół do wycinania
1. Prędkość linii: 0-20 m/min, regulowana
2. Odpowiedni materiał: stal ocynkowana, stal malowana wstępnie
3. Grubość materiału: 0,4-0,5 mm
4. Maszyna do profilowania: konstrukcja ścianki działowej i układ napędowy łańcuchowy
5. System cięcia: cięcie w locie za maszyną do profilowania, profilarka nie zatrzymuje się podczas cięcia.
6.Szafa PLC: system Siemens.
Przypadek rzeczywisty – maszyny
1.Rozwijarka*1
2.Maszyna do profilowania*1
3. Latająca hydrauliczna maszyna tnąca*1
4.Tabela zewnętrzna*2
5.Szafa sterownicza PLC*1
6.Stacja hydrauliczna*1
7. Pudełko z częściami zamiennymi (bezpłatne)*1
Opis rzeczywistego przypadku
Rozwijarka
Rozwijarka jest wyposażona w dwa zabezpieczenia: ramię prasy i uchwyt nawijanego zwoju. Podczas wymiany zwoju ramię prasy zabezpiecza stalowy zwój, zapobiegając jego podskakiwaniu i obrażeniom pracowników. Uchwyt nawijanego zwoju zapobiega zsuwaniu się i spadaniu zwoju podczas odwijania.
Przewodnik
Rolki prowadzące zapewniają wyrównanie między zwojem stali a osią maszyny do gięcia, zapobiegając odkształceniom podczas procesu gięcia. Przed wysyłką mierzymy i dokumentujemy odległości rolek prowadzących, przekazując naszym klientom szczegółowe instrukcje dotyczące terminowej regulacji maszyny po jej otrzymaniu.
Maszyna do profilowania rolkowego

Maszyna do profilowania jest kluczowym elementem całej linii produkcyjnej. Maszyna ta wykorzystuje konstrukcję z paneli ściennych jako stanowisko formujące. Obrót rolek formujących jest napędzany mechanizmem łańcuchowym.
Słupek ogrodzeniowy posiada liczne żebra wzmacniające, które zwiększają jego wytrzymałość i właściwości ochronne. Dodatkowo, proces gięcia krawędzi po obu stronach słupka odbywa się na maszynie do profilowania, co zmniejsza ostrość i minimalizuje ryzyko zarysowań.
Materiałem rolek formujących jest Gcr15, wysokowęglowa chromowa stal łożyskowa, znana z doskonałej twardości i odporności na zużycie. Rolki są chromowane, aby wydłużyć ich żywotność. Wałki wykonane są z materiału 40Cr i poddawane obróbce cieplnej.
Latające cięcie hydrauliczne

Na tej linii produkcyjnej wykorzystujemy latającą maszynę tnącą, która może poruszać się do przodu i do tyłu, dostosowując się do prędkości formowania, umożliwiając ciągłe przechodzenie zwojów stali przez maszynę formującą i nożyce.
Jeśli wymagania dotyczące prędkości produkcji mieszczą się w zakresie 0–12 m/min, bardziej odpowiednia będzie stała maszyna tnąca. W rozwiązaniu „Stała” maszyna tnąca wymaga zatrzymania ruchu zwoju stali podczas cięcia, co skutkuje nieco niższą całkowitą prędkością linii w porównaniu z rozwiązaniem „Pływająca”.
Stacja hydrauliczna
Nasza stacja hydrauliczna jest wyposażona w wentylatory chłodzące, które skutecznie odprowadzają ciepło, zapewniając ciągłą pracę i zwiększając wydajność. Stacja hydrauliczna charakteryzuje się niską awaryjnością i długotrwałą trwałością.
Szafa sterownicza PLC i enkoder

Enkoder przetwarza zmierzoną długość zwoju stali na sygnały elektryczne przesyłane do szafy sterowniczej PLC. W szafie sterowniczej można kontrolować takie parametry, jak prędkość produkcji, wydajność produkcji oraz długość cięcia. Dzięki precyzyjnym pomiarom i sprzężeniu zwrotnemu z enkodera, maszyna tnąca może utrzymać dokładność cięcia z dokładnością ±1 mm.
Zatrzymaj się, aby ciąć VS Ciągłe cięcie
W procesie cięcia dostępne są dwie opcje:
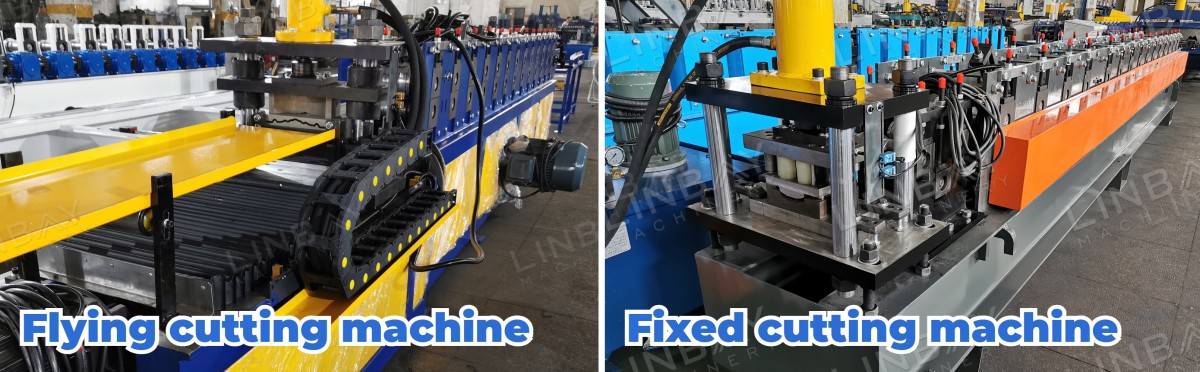
Rozwiązanie z funkcją stałego cięcia (zatrzymaj, aby ciąć):Gilotyna i podstawa maszyny do profilowania są trwale połączone. Podczas cięcia zwój stali zatrzymuje się w profilarce. Po odcięciu zwój stali wznawia ruch do przodu.
Rozwiązanie z zakresu cięcia w locie (cięcie bez przerw):Maszyna tnąca porusza się liniowo po szynach na podstawie maszyny, zachowując względny spokój względem punktu cięcia. Dzięki temu zwój stali może się stale przesuwać i produkować.
Podsumowanie i zalecenia:
Rozwiązanie latające oferuje wyższą wydajność i szybkość produkcji w porównaniu z rozwiązaniem stacjonarnym. Klienci mogą dokonać wyboru w oparciu o swoje potrzeby w zakresie mocy produkcyjnych i plany rozwoju. Jeśli budżet na to pozwala, wybór rozwiązania latającego może ograniczyć przyszłe problemy związane z modernizacją linii produkcyjnej i zrekompensować różnicę w kosztach po osiągnięciu wyższej wydajności.
1. Rozwijarka

2. Karmienie

3. Uderzenie

4. Stojaki do profilowania

5. Układ napędowy

6. System tnący

Inni

Poza stołem






