








ໂປຣໄຟລ໌

ຮົ້ວໂລຫະເປັນທາງເລືອກທີ່ນິຍົມສໍາລັບຮົ້ວໃນເອີຣົບ, ຄ້າຍຄືກັບຮົ້ວໄມ້ແບບດັ້ງເດີມ. ຫັດຖະກໍາຈາກ 0.4-0.5mm ເຫຼັກເຄືອບສີຫຼືເຫຼັກ galvanized, ມັນສະຫນອງຄວາມທົນທານແລະການອຸທອນກ່ຽວກັບຄວາມງາມ. ແຄມຂອງຮົ້ວທ້າຍສາມາດຖືກປັບແຕ່ງດ້ວຍການຕັດຮູບໄຂ່ຫຼືກົງ.
ກໍລະນີທີ່ແທ້ຈິງ - ຕົວກໍານົດການດ້ານວິຊາການຕົ້ນຕໍ
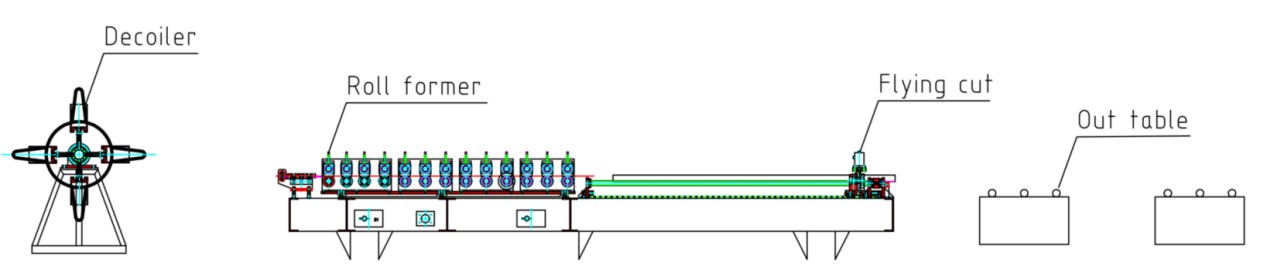
ຕາຕະລາງການໄຫຼ: Decoiler--Guiding--Roll forming machine--Flying hydraulic cut--out table
1.ສາຍຄວາມໄວ: 0-20m/min, ປັບໄດ້
2.ວັດສະດຸທີ່ເຫມາະສົມ: ເຫຼັກ Galvanized, ເຫຼັກ pre-painted
3.Material thickness: 0.4-0.5mm
4.Roll ກອບເປັນຈໍານວນເຄື່ອງ: ໂຄງສ້າງກໍາແພງຫີນແລະລະບົບຕ່ອງໂສ້ການຂັບລົດ
5.Cutting ລະບົບ: ບິນຕັດຫຼັງຈາກມ້ວນກອບເປັນຈໍານວນເຄື່ອງ, ມ້ວນອະດີດບໍ່ໄດ້ຢຸດເຊົາໃນເວລາທີ່ການຕັດ.
6.PLC ຕູ້: ລະບົບ Siemens.
ກໍລະນີທີ່ແທ້ຈິງ - ເຄື່ອງຈັກ
1.Decoiler*1
2.ເຄື່ອງກອບເປັນຈໍານວນມ້ວນ*1
3.Flying ເຄື່ອງຕັດໄຮໂດຼລິກ * 1
4.ຕາຕະລາງອອກ*2
5.PLC ຕູ້ຄວບຄຸມ *1
6.ສະຖານີໄຮໂດຼລິກ*1
7.ກ່ອງອາໄຫຼ່(ຟຣີ)*1
ກໍລະນີທີ່ແທ້ຈິງ - ຄໍາອະທິບາຍ
ເຄື່ອງຊັກຜ້າ
ເຄື່ອງ decoiler ແມ່ນມີອຸປະກອນຄວາມປອດໄພສອງຢ່າງ: ແຂນກົດແລະຕົວຍຶດ coil ພາຍນອກ. ໃນລະຫວ່າງຂະບວນການການທົດແທນ coil, ແຂນຫນັງສືພິມໄດ້ຮັບປະກັນຂອງເຫຼັກກ້າ, ປ້ອງກັນບໍ່ໃຫ້ມັນຈາກ spring ເຖິງແລະເຮັດໃຫ້ຄົນງານບາດເຈັບ. ຕົວຍຶດຂອງທໍ່ດ້ານນອກຈະປ້ອງກັນການເລື່ອນ ແລະ ຫຼຸດອອກໃນລະຫວ່າງການລະບາຍ.
ແນະນຳ
rollers ນໍາພາຮັບປະກັນຄວາມສອດຄ່ອງລະຫວ່າງເຫຼັກມ້ວນແລະເສັ້ນສູນກາງຂອງເຄື່ອງກອບເປັນຈໍານວນ, ປ້ອງກັນການບິດເບືອນໃນລະຫວ່າງການຂະບວນການກອບເປັນຈໍານວນ. ກ່ອນທີ່ຈະຈັດສົ່ງ, ພວກເຮົາວັດແທກແລະບັນທຶກໄລຍະຫ່າງຂອງ rollers ນໍາພາ, ໃຫ້ລູກຄ້າຂອງພວກເຮົາມີຄໍາແນະນໍາຢ່າງລະອຽດສໍາລັບການປັບເຄື່ອງໃຫ້ທັນເວລາເມື່ອໄດ້ຮັບ.
ມ້ວນເຄື່ອງກອບເປັນຈໍານວນ

ເຄື່ອງກອບເປັນຈໍານວນມ້ວນແມ່ນສ່ວນປະກອບສໍາຄັນຂອງສາຍການຜະລິດທັງຫມົດ. ເຄື່ອງຈັກນີ້ໃຊ້ໂຄງສ້າງກໍາແພງຫີນສໍາລັບສະຖານີກອບເປັນຈໍານວນ. ການຫມຸນຂອງມ້ວນກອບເປັນຈໍານວນແມ່ນຂັບເຄື່ອນໂດຍກົນໄກລະບົບຕ່ອງໂສ້.
ເສົາຮົ້ວມີ ribs ເສີມຫຼາຍ, ເສີມຂະຫຍາຍຄວາມເຂັ້ມແຂງແລະຄວາມສາມາດປ້ອງກັນຂອງມັນ. ນອກຈາກນັ້ນ, ຂະບວນການພັບແຂບທັງສອງດ້ານຂອງໄປສະນີແມ່ນສໍາເລັດໃນເຄື່ອງກອບເປັນຈໍານວນມ້ວນ, ຫຼຸດຜ່ອນຄວາມຄົມຊັດແລະຫຼຸດຜ່ອນຄວາມສ່ຽງຕໍ່ການຂູດ.
ວັດສະດຸຂອງມ້ວນກອບເປັນຈໍານວນແມ່ນ Gcr15, ເປັນເຫຼັກທີ່ມີຄາບອນສູງ chromium ທີ່ຮູ້ຈັກສໍາລັບການແຂງດີເລີດແລະທົນທານຕໍ່ການສວມໃສ່. ມ້ວນມ້ວນແມ່ນເຮັດດ້ວຍ chrome-plated ເພື່ອຍືດອາຍຸຂອງເຂົາເຈົ້າ. shafts ແມ່ນເຮັດດ້ວຍວັດສະດຸ 40Cr ແລະໄດ້ຮັບການປິ່ນປົວຄວາມຮ້ອນ.
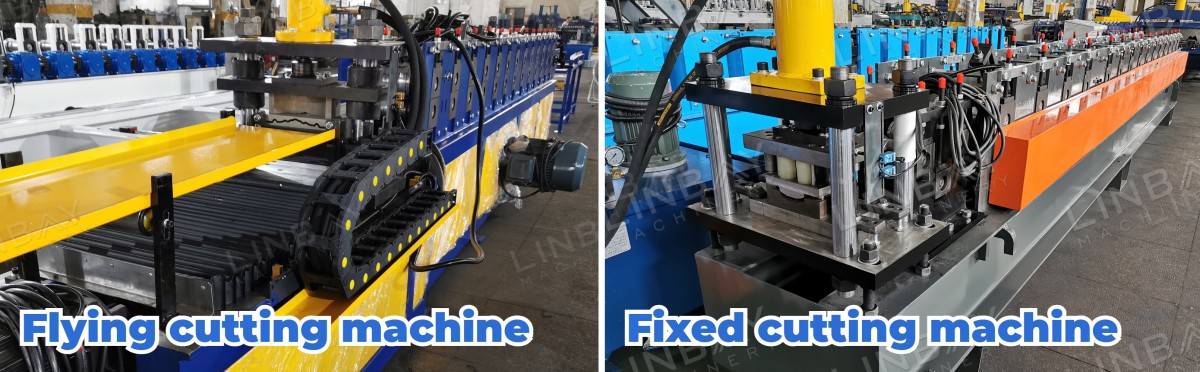
ບິນຕັດໄຮໂດຼລິກ

ໃນສາຍການຜະລິດນີ້, ພວກເຮົານໍາໃຊ້ເຄື່ອງຕັດບິນ, ເຊິ່ງສາມາດກ້າວໄປຂ້າງຫນ້າແລະຖອຍຫລັງເພື່ອໃຫ້ກົງກັບຄວາມໄວຂອງກອບເປັນຈໍານວນ, ເຮັດໃຫ້ເສັ້ນລວດຂອງເຫຼັກກ້າຢ່າງຕໍ່ເນື່ອງຜ່ານເຄື່ອງກອບເປັນຈໍານວນແລະ shear.
ຖ້າຄວາມຕ້ອງການຄວາມໄວການຜະລິດຂອງທ່ານຕົກຢູ່ໃນຂອບເຂດ 0-12m / ນາທີ, ເຄື່ອງຕັດຄົງທີ່ຈະເຫມາະສົມກວ່າ. ໃນການແກ້ໄຂ "ຄົງທີ່", ເຄື່ອງຕັດຮຽກຮ້ອງໃຫ້ທໍ່ເຫລໍກຢຸດການເຄື່ອນຍ້າຍໄປຂ້າງຫນ້າໃນລະຫວ່າງການຕັດ, ເຊິ່ງເຮັດໃຫ້ຄວາມໄວຂອງສາຍໂດຍລວມຊ້າລົງເລັກນ້ອຍເມື່ອທຽບກັບການແກ້ໄຂ "ບິນ".
ສະຖານີໄຮໂດຼລິກ
ສະຖານີໄຮໂດຼລິກຂອງພວກເຮົາມີພັດລົມລະບາຍຄວາມຮ້ອນ, ເຊິ່ງປະສິດທິຜົນ dissipate ຄວາມຮ້ອນເພື່ອຮັບປະກັນການດໍາເນີນງານຢ່າງຕໍ່ເນື່ອງແລະເພີ່ມຜົນຜະລິດ. ສະຖານີໄຮໂດຼລິກມີອັດຕາການລົ້ມເຫຼວທີ່ຕໍ່າແລະຄວາມທົນທານຍາວນານ.
ຕູ້ຄວບຄຸມ PLC & ຕົວເຂົ້າລະຫັດ

ຕົວເຂົ້າລະຫັດຈະປ່ຽນຄວາມຍາວຂອງທໍ່ເຫຼັກກ້າເປັນສັນຍານໄຟຟ້າທີ່ສົ່ງໄປຫາຕູ້ຄວບຄຸມ PLC. ພາຍໃນຕູ້ຄວບຄຸມ, ຕົວກໍານົດການເຊັ່ນ: ຄວາມໄວການຜະລິດ, ຜົນຜະລິດການຜະລິດສ່ວນບຸກຄົນ, ແລະຄວາມຍາວຂອງການຕັດສາມາດຄວບຄຸມໄດ້. ດ້ວຍການວັດແທກທີ່ຊັດເຈນແລະຄໍາຄຶດຄໍາເຫັນຈາກຕົວເຂົ້າລະຫັດ, ເຄື່ອງຕັດສາມາດຮັກສາຄວາມຖືກຕ້ອງຂອງການຕັດພາຍໃນ ± 1mm.
ຢຸດເພື່ອຕັດ VS ບໍ່ຢຸດທີ່ຈະຕັດ
ໃນຂະບວນການຕັດ, ມີສອງທາງເລືອກທີ່ມີຢູ່:
ການແກ້ໄຂການຕັດຄົງທີ່ (ຢຸດການຕັດ):ພື້ນຖານເຄື່ອງຕັດແລະມ້ວນກອບເປັນຈໍານວນແມ່ນເຊື່ອມຕໍ່ fixedly. ໃນລະຫວ່າງການຕັດ, ທໍ່ເຫລໍກຢຸດການເຄື່ອນຍ້າຍເຂົ້າໄປໃນມ້ວນເກົ່າ. ຫຼັງຈາກການຕັດອອກ, ທໍ່ເຫຼັກໄດ້ສືບຕໍ່ການເຄື່ອນໄຫວຕໍ່ຫນ້າຂອງຕົນ.
Flying cutting solution (ບໍ່ຢຸດທີ່ຈະຕັດ):ເຄື່ອງຕັດເຄື່ອນຍ້າຍເປັນເສັ້ນຕາມເສັ້ນທາງເທິງຖານເຄື່ອງ, ຮັກສາຄວາມສະໜິດຂອງຈຸດຕັດ. ນີ້ອະນຸຍາດໃຫ້ທໍ່ເຫຼັກຢ່າງຕໍ່ເນື່ອງກ້າວຫນ້າແລະຜະລິດ.
ສະຫຼຸບແລະຄໍາແນະນໍາ:
ການແກ້ໄຂການບິນສະຫນອງຜົນຜະລິດແລະຄວາມໄວການຜະລິດທີ່ສູງຂຶ້ນເມື່ອທຽບກັບການແກ້ໄຂຄົງທີ່. ລູກຄ້າສາມາດເລືອກໄດ້ໂດຍອີງຕາມຄວາມຕ້ອງການຄວາມອາດສາມາດການຜະລິດ ແລະແຜນພັດທະນາຂອງເຂົາເຈົ້າ. ງົບປະມານທີ່ອະນຸຍາດໃຫ້, ການເລືອກສໍາລັບການແກ້ໄຂການບິນສາມາດຫຼຸດຜ່ອນ hassles ການຍົກລະດັບສາຍໃນອະນາຄົດແລະຊົດເຊີຍຄວາມແຕກຕ່າງຄ່າໃຊ້ຈ່າຍຫຼັງຈາກໄດ້ຮັບຜົນຜະລິດສູງຂຶ້ນ.
1. ເຄື່ອງຊັກຜ້າ

2. ການໃຫ້ອາຫານ

3. ເຈາະ

4. ມ້ວນກອບເປັນຈໍານວນຢືນ

5. ລະບົບຂັບລົດ

6. ລະບົບຕັດ

ອື່ນໆ

ອອກຕາຕະລາງ






